液压缸工作时出现爬行现象的原因和排除方法
- 格式:doc
- 大小:12.50 KB
- 文档页数:2
液压油缸作为一种通用型液压元件,随着使用时间的延长,自然也无法避免内部零件出现故障,其中容易出故障的零件包括活塞、活塞杆、缸体、导向套、活塞和活塞杆密封等,当这些零件出现故障了,我们就要想办法进行修复,而掌握下面这些液压油缸修复技巧就能很好地解决问题!故障形式包括活塞与活塞杆配合面的磨损拉伤、活塞杆和导向套配合面的磨损拉伤、活塞密封磨损以及其他密封磨损等,故障现象包括液压缸无动作、液压缸运动速度达不到规定的调节值(欠速)、液压缸中途变慢或停下、液压缸行程两端急速下降、液压缸爬行、液压缸自然行走和自由下落故障、液压缸剧烈震动引发噪声、液压缸缓冲失灵或缸端冲击、液压缸外泄露、液压缸内泄露以及液压缸装配阶段密封唇部被切破等。
由于液压缸故障现象较为复杂,我们将以其中尤为常见的三种故障问题予以剖析和维修讲解,其内容如下:(一)液压缸运动速度达不到规定调节值(欠速)这种故障是指即使全开流量调节阀,液压缸速度也始终无法提升,出现欠速问题。
这类故障的原因和排除方法如下:①检查液压泵的供油量是否不足,压力是否不够。
如因液压泵内部零件破损而导致泵的容积效率下降,从而使得泵输送给液压缸的流量减少出现欠速,具体解决方案将于今后的液压泵维修中详解;②检查液压系统是否存在大量漏油现象。
漏油可分为内漏和外漏两种,外漏是指主要因管接头松动、管接头密封磨损等问题引起,尤其是油箱内无法看见部位的管路应加大注意力度;内漏是指液压元件(包括泵、阀、缸)运动因磨损间隙过大以及系统内部可能有部位被击穿等,解决思路在于给液压缸提供充足的流量以保证正常运行;③检查是否溢流阀存在故障:如果溢流阀阀芯卡死在打开位置,总是有大量油液从溢流阀溢流回油箱内,这会使得进入液压缸的流量减少而出现欠速,由此可排除溢流阀故障;④液压缸内部两侧(工作腔与回油腔)是否串腔:产生液压缸欠速故障的“串腔”相较于液压缸无法动作故障的“串腔”,其危害程度相对较弱,应按串腔诊断技巧予以排除;⑤液压缸因别劲而出现欠速:这种故障多指液压缸的速度随着行程的不同位置速度而下降,但速度下降的程度会随着行程的不同而变化。
机床导轨爬行现象的起因和解决措施机制09-**号 ***机床在低速或微量进给运动时,往往保持不了均匀的速度,进入时快时慢、时动时停的不稳定状态,这就是所谓爬行现象。
爬行是一个复杂的摩擦自激振动现象,对其机理的认识,到目前为止依然争论颇多,尚未有统一的微分方程式对其精确描述。
目前主要使用光栅爬行测量系统和激光干涉测量系统分析、测量导轨的爬行问题。
机床在运行过程中经常会遇到爬行问题。
进给运动中的爬行现象破坏了系统运动的均匀性,不仅使被加工件精度和表面质量下降,也会严重影响机床的加工精度、表面粗糙度和定位精度,破坏液压系统工作的稳定性,使机床导轨加速磨损,甚至产生废品和事故。
因此,爬行现象是精密机床及重型机床必须解决的问题,加工工件时应尽量避免它的产生。
我们知道爬行是指机床运动部件慢速动行时的不平稳性,表现为有规律的一停一跃。
这种现象的出现,以磨床居多数,会严重影响工作的表面质量和尺寸精度。
引起爬行的主要原因,是摩擦因数随运动速度的变化和传动系统刚性不足。
机床在实际使用中,爬行现象主要是在传动系统刚性不足,驱动力与负载摩擦阻力波动变化的情况下形成。
机床液压系统侵入空气,液压元件间隙增大及机械装置自身原因都可能引起爬行故障。
出现爬行现象可能由很多原因造成,概括起来包括机械和电气两方面因素。
在解决此故障时要考虑诸多因素,逐一进行排除。
例如,数显机床在出现爬行问题时,要观察电机低速运转有无电流断续现象,电枢回路串接一块电流表,低速运行时观察指针有无摆动,若有摆动则故障多数发生在电气部分。
对于直流调速系统控制的进给轴,又尤以测速机发生故障居多。
在检查测速机时,可以先用万用表测量测速机反馈电压,监测电压是否平稳。
如果反馈电压有波动,首先检查测速机线路有无故障,看看反馈线是否虚连。
另外我们经常忽略的一个问题是检查测速机的屏蔽线是否联接良好,屏蔽线有损坏或者联接不好都有可能使外部信号干扰混入,从而发生爬行现象。
在静态检查测速机时,可以测量测速机的电阻阻值及测速发电机有无匝间断路和短路现象。
SMC气缸为何会出现爬行现象什么是SMC气缸SMC气缸是指由日本SMC公司生产的气动元件,常用于工业自动化控制系统中的气动传动,包括气动推拉杆、气动旋转装置、气动夹爪、气动挤压机等。
什么是气缸爬行现象气缸爬行现象是指在气缸无装载情况下,活塞在静止状态下自动移动,可能会导致机器负载无法控制,影响生产效率和精度。
气缸爬行现象来源于气缸内产生的内部回流,即压缩空气在驱动活塞移动过程中由于阀门和密封结构等问题产生的泄漏。
内部回流会导致气缸内部形成微小的启动力,使得活塞逐渐移动,形成爬行现象。
SMC气缸爬行原因由于SMC气缸的高效运行与精密制造,气缸爬行现象的发生往往与气缸自身因素有关,主要表现为以下几点:1. 活塞密封结构问题SMC气缸在负责密封的气密接口处使用了密封环和封口结构进行防漏设计。
如果密封环的弹性降低或封口结构损坏,就会导致气缸内部产生气体泄漏,进一步导致爬行现象的发生。
2. 内部润滑问题气缸内部的润滑油量和类型,以及内部润滑油的分配情况,也会影响气缸的爬行行为。
如果气缸内部的润滑油太少或不合适,会出现爬行现象的情况。
3. 活塞杆的弹性活塞杆材料的弹性也会影响气缸的爬行现象。
如果活塞杆过于柔软,会导致活塞在气体压力的作用下发生弯曲,从而改变活塞的位置,形成爬行现象。
4. 活塞深度气缸的活塞深度也是影响爬行现象发生的关键因素之一。
如果气缸的活塞深度过深,会导致内部气体在停止工作的状态下仍然保持一定的压力,从而导致气缸发生爬行行为。
SMC气缸预防爬行措施为了预防和消除SMC气缸的爬行现象,采取以下一些措施:1. 使用合适的密封环和封口结构要用高品质的密封环和封口结构来确保气缸的气密性,防止气体泄漏,减轻爬行的风险。
2. 保持内部润滑油的充足和合适SMC气缸的内部润滑油要求有一定的粘度和黏度,以确保润滑薄膜的稳定性和气缸的正常运行。
3. 适当调整气缸的压力和速度合理调整气缸的工作压力和速度,使之与工作环境相符合,减少气缸内部漏气和爬行现象的产生。
叉车起升液压缸常见故障及处理方法发表时间:2018-05-25T13:22:52.527Z 来源:《基层建设》2018年第6期作者:丁蓉[导读] 摘要:本文主要讲述了叉车在作业过程中其起升液压缸会出现的几种常见故障及处理方法。
江苏省特种设备安全监督检验研究院镇江分院江苏镇江 212200 摘要:本文主要讲述了叉车在作业过程中其起升液压缸会出现的几种常见故障及处理方法。
关键词:叉车;起升液压缸;故障;处理Abstract:This article mainly describes several common failures and treatment methods of the lifting hydraulic cylinder in the operation of the forklift truck.Key words:forklift;lifting hydraulic cylinder;malfunction;treatment 叉车广泛用于工厂、货场、仓储物资的搬运、堆垛等,它一方面能够提高物资作业效率,降低人员劳动强度,缩短作业时间;另一方面能够提供作业质量,降低作业成本,提高经济效益。
而液压系统作为叉车的“心血管系统”部分,其对系统的功能和功率产生的影响巨大。
若液压系统一旦失效将会导致系统的失效,从而造成严重的经济损失。
叉车的液压系统由五个部分组成,即动力元件、执行元件、控制元件、辅助元件和液压油。
动力元件:将原动机的机械能转换成液中的压力能,指液压系统中的油泵,它向整个液压系统提供动力。
执行元件:如液压缸和液压马达,将液体的压力能转换为机械能,驱动负载作直线往复运动或回转运动。
控制元件:即各种液压阀,在液压系统中控制和调节液体的压力、流量和方向。
辅助元件:包括油箱、滤油器、油管及管接头、密封圈等。
液压油:是液压系统中传递正能量的工作介质,有各种矿物油、乳化液和合成液压油等几大类。

数控机床进给系统爬行与振动现象及其产生原因在驱动移动部件低速运行过程中,数控机床进给系统会出现移动部件开始时不能启动,启动后又突然作加速运动,而后又停顿,继而又作加速运动,移动部件如此周而复始忽停忽跳、忽慢忽快的运动现象称为爬行。
而当其以高速运行时,移动部件又会出现明显的振动。
对于数控机床进给系统产生爬行的原因,一般认为是由于机床运动部件之间润滑不好,导致机床工作台移动时静摩擦阻力增大;当电机驱动时,工作台不能向前运动,使滚珠丝杠产生弹性变形,把电机的能量贮存在变形上;电动机继续驱动,贮存的能量所产的弹性力大于静摩擦力时,机床工作台向前蠕动,周而复始地这样运动,产生了爬行的现象。
事实上这只是其中的一个原因,产生这类故障的原因还可能是机械进给传动链出现了故障,也可能是进给系统电气部分出现了问题,或者是系统参数设置不当的缘故,还可能是机械部分与电气部分的综合故障所造成。
2 爬行与振动故障的诊断与排除对于数控机床出现的爬行与振动故障,不能急于下结论,而应根据产生故障的可能性,罗列出可能造成数控机床爬行与振动的有关因素,然后逐项排队,逐个因素检查,分析、定位和排除故障。
查到哪一处有问题,就将该处的问题加以分析,看看是否是造成故障的主要矛盾,直至将每一个可能产生故障的因素都查到。
最后再统筹考虑,提出一个综合性的解决问题方案,将故障排除。
排除数控机床进给系统爬行与振动故障的具体方法如下:2.1 对故障发生的部位进行分析爬行与振动故障通常需要在机械部件和进给伺服系统查找问题。
因为数控机床进给系统低速时的爬行现象往往取决于机械传动部件的特性,高速时的振动现象又通常与进给传动链中运动副的预紧力有关。
另外,爬行和振动问题是与进给速度密切相关的,因此也要分析进给伺服系统的速度环和系统参数。
2.2 机械部件故障的检查和排除造成爬行与振动的原因如果在机械部件,首先要检查导轨副。
因为移动部件所受的摩擦阻力主要是来自导轨副,如果导轨副的动、静摩擦系数大,且其差值也大,将容易造成爬行。
换向阀的常见故障及维修方法换向阀的故障有:阀不能换向或换向动作缓慢,气体泄漏,电磁先导阀有故障等。
(1)换向阀不能换向或换向动作缓慢,一般是因润滑不良、弹簧被卡住或损坏、油污或杂质卡住滑动部分等原因引起的。
对此,应先检查油雾器的工作是否正常;润滑油的粘度是否合适。
必要时,应更换润滑油,清洗换向阀的滑动部分,或更换弹簧和换向阀。
(2)换向阀经长时间使用后易出现阀芯密封圈磨损、阀杆和阀座损伤的现象,导致阀内气体泄漏,阀的动作缓慢或不能正常换向等故障。
此时,应更换密封圈、阀杆和阀座,或将换向阀换新。
(3)若电磁先导阀的进、排气孔被油泥等杂物堵塞,封闭不严,活动铁芯被卡死,电路有故障等,均可导致换向阀不能正常换向。
对前3种情况应清洗先导阀及活动铁芯上的油泥和杂质。
而电路故障一般又分为控制电路故障和电磁线圈故障两类。
在检查电路故障前,应先将换向阀的手动旋钮转动几下,看换向阀在额定的气压下是否能正常换向,若能正常换向,则是电路有故障。
检查时,可用仪表测量电磁线圈的电压,看是否达到了额定电压,如果电压过低,应进一步检查控制电路中的电源和相关联的行程开关电路。
如果在额定电压下换向阀不能正常换向,则应检查电磁线圈的接头(插头)是否松动或接触不实。
方法是,拔下插头,测量线圈的阻值,如果阻值太大或太小,说明电磁线圈已损坏,应更换.液压缸工作时出现爬行现象的原因和排除方法如下:1)缸内有空气侵入。
应增设排气装置,或者使液压缸以最大行程快速运动,强迫排除空气。
2)液压缸的端盖处密封圈压得太紧或太松。
应调整密封圈使之有适当的松紧度,保证活塞杆能用手来回平稳地拉动而无泄漏。
3)活塞与活塞杆同轴度不好。
应校正、调整。
4)液压缸安装后与导轨不平行。
应进行调整或重新安装。
5)活塞杆弯曲。
应校直活塞杆。
6)活塞杆刚性差。
加大活塞杆直径。
7)液压缸运动零件之间间隙过大。
应减小配合间隙。
8)液压缸的安装位置偏移。
应检查液压缸与导轨的平行度,并校正。
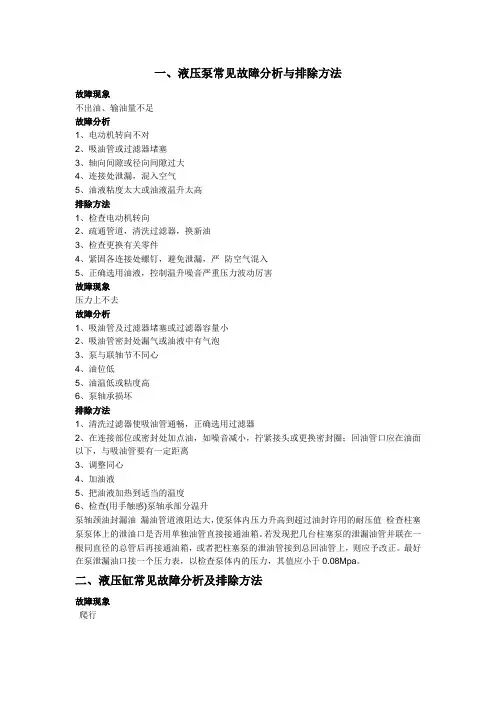
一、液压泵常见故障分析与排除方法故障现象不出油、输油量不足故障分析1、电动机转向不对2、吸油管或过滤器堵塞3、轴向间隙或径向间隙过大4、连接处泄漏,混入空气5、油液粘度太大或油液温升太高排除方法1、检查电动机转向2、疏通管道,清洗过滤器,换新油3、检查更换有关零件4、紧固各连接处螺钉,避免泄漏,严防空气混入5、正确选用油液,控制温升噪音严重压力波动厉害故障现象压力上不去故障分析1、吸油管及过滤器堵塞或过滤器容量小2、吸油管密封处漏气或油液中有气泡3、泵与联轴节不同心4、油位低5、油温低或粘度高6、泵轴承损坏排除方法1、清洗过滤器使吸油管通畅,正确选用过滤器2、在连接部位或密封处加点油,如噪音减小,拧紧接头或更换密封圈;回油管口应在油面以下,与吸油管要有一定距离3、调整同心4、加油液5、把油液加热到适当的温度6、检查(用手触感)泵轴承部分温升泵轴颈油封漏油漏油管道液阻达大,使泵体内压力升高到超过油封许用的耐压值检查柱塞泵泵体上的泄油口是否用单独油管直接接通油箱。
若发现把几台柱塞泵的泄漏油管并联在一根同直径的总管后再接通油箱,或者把柱塞泵的泄油管接到总回油管上,则应予改正。
最好在泵泄漏油口接一个压力表,以检查泵体内的压力,其值应小于0.08Mpa。
二、液压缸常见故障分析及排除方法故障现象爬行故障分析1、空气侵入2、液压缸端盖密封圈压得太紧或过松3、活塞杆与活塞不同心4、活塞杆全长或局部弯曲5、液压缸的安装位置偏移6、液压缸内孔直线性不良(鼓形锥度等)7、缸内腐蚀、拉毛8、双活塞杆两端螺冒拧得太紧,使其同心度不良排除方法1、增设排气装置;如无排气装置,可开动液压系统以最大行程使工作部件快速运动,强迫排除空气2、调整密封圈,使它不紧不松,保证活塞杆能来回用手平稳地拉动而无泄漏(大多允许微量渗油)3、校正二者同心度4、校直活塞杆5、检查液压缸与导轨的平行性并校正6、镗磨修复,重配活塞7、轻微者修去锈蚀和毛刺,严重者须镗磨8、螺冒不宜拧得太紧,一般用手旋紧即可,以保持活塞杆处于自然状态冲击故障分析1、靠间隙密封的活塞和液压缸间隙,节流阀失去节流作用2、端头缓冲的单向阀失灵,缓冲不起作用排除方法1、按规定配活塞与液压缸的间隙,减少泄漏现象2、修正研配单向阀与阀座故障现象推力不足或工作速度逐渐下降甚至停止故障分析1、液压缸和活塞配合间隙太大或O型密封圈损坏,造成高低压腔互通2、由于工作时经常用工作行程的某一段,造成液压缸孔径直线性不良(局部有腰鼓形),致使液压缸两端高低压油互通3、缸端油封压得太紧或活塞杆弯曲,使摩擦力或阻力增加4、泄漏过多5、油温太高,粘度减小,靠间隙密封或密封质量差的油缸行速变慢。
常见液压系统故障分析和排除方法doc202208一、故障概述:1、液压油的泄漏2、液压油的粘度与工作油度密切相关3、液压元件的磨损失效,温度对液压元件材料热胀的影响4、油液污染物对液压系统造成不确定因素的故障二、液压系统的常见故障1、压力故障:压力不够、压力不稳定、压力调节失灵、压力损失大2、动作故障:速度达不到要求,没有动作,动作方向错误,负载速度明显下降,起步迟缓、爬生,3、振动和噪音4、系统发热三、液压系统故障的特点1、故障的多样性和复杂性:压力不稳定常与振动噪声同时出现,系统压力故障往往和动作故障一起。
2、故障的隐蔽性:液压传动是依靠在密闭管道内具有一定压力能的油液来传递动力的,系统的元件内部结构及工作状况不能从外表进行直接观察。
因此,它的故障具有隐蔽性,不如机械传动系统故障那么直观,又不如电气传动那样易于检测,液压装置的损坏与失效,往往发生在系统内部,由于不便拆装,现场的检测条件也很有限,难以直接观测,使得液压系统故障分析比较困难。
3、引起同一故障的原因和同一原因引起故障的多样性一个故障有多种可能的原因,而且这些原因常常是互相交织,相互影响,如系统压力达不到要求,其产生原因可能是泵引起的,也可能是溢流阀引起的,还可能是中心回转体引起的,此外,系统的执行元件的泄漏也会引起系统压力不足。
液压系统中的一个故障可能多种多样的故障,例如:同样是混入空气,轻则会引起流量、压力的波动,严重时会引起泵吸不进油。
对于一种症状有多种可能原因的情形:应采取有效手段剔除不存在的原因,对于一个故障源产生多个症状的情形,可利用多个症状的组合来确定故障源。
故障产生的偶然性:液压系统在运行过程中,会受到各种各样的随机性因素影响,尤其是污染物的浸入,如阻尼孔的堵死、换向阀阀芯的卡死,电磁铁吸合不正常等等,这些故障没有一定的规律可循。
4、典型故障1)泄漏和堵塞,泄漏又分为内泄漏和外泄漏。
内漏是指液压元件内部的油液从高压区域到低压区域的泄漏,它会使液压系统的压力降低,执行元件不能正常工作,外漏是液压系统内的油液流到液压系统外部的泄漏,它污染环境和设备。
浅析机床爬行现象产生的原因及其对策发表时间:2008-10-30T15:01:45.950Z 来源:<中小企业管理与科技》供稿作者:王志刚臧丽[导读] 爬行是机床运动中常见的现象,严重影响着工作的表面质量和尺寸精度,由于引起其原因复杂,往往不易排除,所以一直被认为是机床运动中最棘手的故障之一。
本文试图就这个问题加以粗浅的论证与探索。
摘要:爬行是机床运动中常见的现象,严重影响着工作的表面质量和尺寸精度,由于引起其原因复杂,往往不易排除,所以一直被认为是机床运动中最棘手的故障之一。
本文试图就这个问题加以粗浅的论证与探索。
关键词:爬行滑动摩擦阻力机床进给系统的运动件,当其运行速度低到一定值(如0.5mm/min)时,往往不是作连续匀速运动,而是时走时停、忽快忽慢,这种现象称之为爬行。
爬行是机床常见而不正常的运动状态,主要出现在机床各传动系统的执行部件上(如刀架系统、工作台等),且一般在低速行时出现较多。
运动速度低时,润滑油被压缩,油膜变薄,油楔作用降低,部分油膜破坏,摩擦面阻力发生变化。
通常情况下,轻微程度的爬行有不易察觉的振动,显著的爬行则是大距离地跳动。
进给运动中的爬行现象破坏了系统运动的均匀性,不仅使被加工件精度和表面质量下降,也会破坏液压系统工作的稳定性,使机床导轨加速磨损,甚至产生废品和事故。
一、机床爬行原因分析引起爬行的主要原因,是摩擦因数随运动速度的变化和传动系统刚性不足。
机床在实际使用中,爬行现象主要是在传动系统刚性不足,驱动力与负载摩擦阻力波动变化的情况下形成。
机床液压系统侵入空气,液压元件间隙增大及机械装置自身原因都可能引起爬行故障。
我们知道爬行是指机床运动部件慢速动行时的不平稳性,表现为有规律的一停一跃。
这种现象的出现,以磨床居多数,会严重影响工作的表面质量和尺寸精度。
(1)爬行的产生是由于静摩擦系数大于动摩擦系数,而驱动系统的刚性又不够,一直不断地反复蓄能与放能的结果。
因此,排除爬行的一切措施,都不外乎从减小驱动阻力,减小静、动摩擦系数之差和驱动系统刚度三方面来着手。
磨床液压系统常见故障及排出方法磨床液压系统常见故障及排出方法平面磨床液压系统常见的故障有:1.液压系统工作时有曝声、杂音其产生原因及排出方法见表。
故障现象故障产生的原因排出方法油泵吸空1.油泵吸油口密封不严,吸油管路漏气2.油箱中油液不足,吸油管浸入油面太浅3.油泵吸油高度太高4.暖油管直径太小5.过滤器被杂交、污物堵塞,吸油不畅1.用灌油法检查,将漏气接头拧紧2.油箱加油至油标线,吸油管浸入油面以下200cm3.油泵吸油高度调整小于500mm4.适当放大吸油管直径5.漕洗过滤器油泵故障1.齿轮泵的齿形精度差2.油泵有困油现象3.油泵内某些零件损坏或精度不良,引起机械振动4.油泵的轴向间隙增大或轴向端面咬毛1.更换齿轮2.修整困油槽3.更换或繁复损坏与精度不良的零件,如轴承等4.更换零件—使搭配f嘲索符合要求溢流阀失灵1.调压弹簧变形、扭曲或端面不平2.阀座损坏,密封不良3.滑阀与阀体孔搭配间隙过大4.油液不清洁。
阻尼小孔被堵1.更换调压弹簧2.研磨阀座,更换阀座或修理锥阀3.置研磨阀阀孔,更换滑阀重新配间隙4.清洗、换油,疏通阻尼孔机械振动1.油管过长且没有固定好,造成油管抖动2.油管相互撞击3.油泵和电动机安装不同轴或联袖器松动1.加添支承管夹2.管道之间保持确定距离3.调整同轴度,更换联轴器系统中含有空气1.停车一段时间后,空气浸入系统2.回油管、油泵吸油管位置过近而弓f起油气泡1.用放气阀排气或全行程多次排气2.回油管授入油池并阔别油泵吸油口2.工作台面运动时爬行工作台面运动时显现爬行现象是液压传动机床中常见的不正常运动状态,这紧要是由于磨床工作台低速度运动时,润滑油膜变薄或部分油膜破坏,使摩擦面问的摩擦阻力加大造成的。
产生这种现象的紧要原因是液压系统内存有空气,其次是溢流阀、节流阀等的阻尼孔和节流口被污物堵塞,滑阀移动不灵括,造成工作压力波动大丽引起爬行。
为此,磨削前先空载运行一下,待液压系统中的空气排净后才开始工作,修复导轨精度及接受防爬导轨润滑油等。
嫩实用技能 浅析机床爬行现象产生的原因及其对策 王志刚 臧丽(大庆高新热力有限公司)
摘要:爬行是机床运动中常见的现象,严重影响着工作的表面质量和尺 寸精度,由于引起其原因复杂,往往不易排除,所以一直被认为是机床运动 中最棘手的故障之一。本文试图就这个问题加以粗浅的论证与探索。 关键词:爬行滑动摩擦阻力 机床进给系统的运动件,当其运行速度低到一定值(如 O.5mm/min)时,往往不是作连续匀速运动,而是时走时停、忽快忽 慢,这种现象称之为爬行。 爬行是机床常见而不正常的运动状态,主要出现在机床各传动 系统的执行部件上(如刀架系统、工作台等),且一般在低速行时出 现较多。运动速度低时,润滑油被压缩,;Eb膜变薄,;Eb楔作用降低,部 分油膜破坏,摩擦面阻力发生变化。通常情况下,轻微程度的爬行有 不易察觉的振动,显著的爬行则是大距离地跳动。 进给运动中的爬行现象破坏了系统运动的均匀性,不仅使被加 工件精度和表面质量下降,也会破坏液压系统工作的稳定性,使机 床导轨加速磨损,甚至产生废品和事故。 一、
机床爬行原因分析
引起爬行的主要原因,是摩擦因数随运动速度的变化和传动系 统刚性不足。机床在实际使用中,爬行现象主要是在传动系统刚性 不足,驱动力与负载摩擦阻力波动变化的情况下形成。机床液压系 统侵入空气,液压元件间隙增大及机械装置自身原因都可能引起爬 行故障。 我们知道爬行是指机床运动部件慢速动行时的不平稳性,表现 为有规律的一停一跃。这种现象的出现,以磨床居多数,会严重影响 工作的表面质量和尺寸精度。 (1)爬行的产生是由于静摩擦系数大于动摩擦系数,而驱动系 统的刚性又不够,一直不断地反复蓄能与放能的结果。因此,排除爬 行的一切措施,都不外平从减小驱动阻力,减小静、动摩擦系数之差 和驱动系统刚度三方面来着手。 (2)爬行只在低速运行时才会出现,高速时,从动件的速度来不 及超过原动件,弹簧始终处于压缩状态,没有放能的阶段,另外,高 速时润滑油的油楔作用增大,更接近于液体摩擦,于是静、动摩擦系 数之差减小,所以,高速时不会产生爬行现象。事实上,存在明显的 临界爬行速度(对中小型磨床一般为每分钟十几毫米至几十毫米), 低于此速度时,爬行立即出现;高于此速度时,爬行即消失。 二、解决对策 1、改善导轨摩擦特性改善导轨摩擦特性就是降低摩擦阻力 和减小静、动摩擦系数之差。为此,可采取以下措施: (1)滑动面的加工方法,从降低摩擦阻力的角度看,总的来说是 是磨削比刮削好。试验表明,上导轨面用碗形砂轮端面磨削,下导轨 面用盘形砂轮周边磨削,可获得最好的效果;其次是下导轨面用碗 形砂轮端面磨削,上导轨面刮研。当上、下导轨面都为磨削时,其接 触情况应用着色检验,接触指标须满JB2278--78(金属切削机床通 用技术条件》和JB2280--78(金属切削机床械加工结合面接触的检 验及评定》的规定(表1)。 表1 机械加工滑动导轨面接触指标(%
液压缸工作时出现爬行现象的原因
和排除方法
来源:液压扳手 http://www.sjyeya.com/
液压缸工作时出现爬行现象的原因和排除方法如下:
1) 缸内有空气侵入。应增设排气装置,或者使液压缸以
最大行程快速运动,强迫排除空气。
2) 液压缸的端盖处密封圈压得太紧或太松。应调整密封
圈使之有适当的松紧度,保证活塞杆能用手来回平稳地拉动而
无泄漏。
3) 活塞与活塞杆同轴度不好。应校正、调整。
4) 液压缸安装后与导轨不平行。应进行调整或重新安装。
5) 活塞杆弯曲。应校直活塞杆。
6) 活塞杆刚性差。加大活塞杆直径。
7) 液压缸运动零件之间间隙过大。应减小配合间隙。
8) 液压缸的安装位置偏移。应检查液压缸与导轨的平行
度,并校正。
9) 液压缸内径线性差(鼓形、锥形等)。应修复,重配
活塞。
10) 缸内腐蚀、拉毛。应去掉锈蚀和毛刺,严格时应镗磨。
11) 双出杆活塞缸的活塞杆两端螺帽拧得太紧,使其同心
不良。应略松螺帽,使活塞处于自然状态。