端子机操作作业指导书
- 格式:xls
- 大小:4.10 MB
- 文档页数:2


组别No工位号
图24
图4
补充事项:*1、作业不能按标准书进行时;安全注意事项:1、工作台面要时刻保持整洁。*2、机械、治工具发生故障时;2、切下的五金端子皮倒入垃圾桶。*3、作业中连续出现不合格品时;!!应迅速联系负责人并接受指示。4、该设备适用于小端子的啤压。◎每个人的作业中最重要的是致力于品质,制定 我们要站在客户的立场上去生产制品!修改①修改②*设备出现故障,需要做调整时,应首先关掉电源,然后再进行操作,绝对不允许在带电的情况下进行操作!*具体标准参照图3、4,一般端子拉拔力≥2KGF.CM
5、使用该设备啤压的端子,端子拉拔力≥2KGF.CM与BOM上要求一致,已裁好,并已剥好线皮*以避免设备长时间运转后,设备的参数出现偏差,造成线的长度和开线效果出现不良。②一种线加工完成后,在胶盆上贴上标贴,注明该线所用机型、线的规格及数量。*注意所裁线要标识好,避免混乱。①取已剥好线头的导线,检查有无不良,然后将线头对准端子机槽位和端子口放入,调整好位置,然后用脚踩下脚踩器,啤端子于线上。*注意线放入端子的位置,参照图4
③确认规格、效果都符合要求后再将样线交给PQC检查。④PQC检查合格后,开始批量生产。*每种线在批量生产前都要交PQC确认。*PQC根据公司品质标准检查。LJ-P-01-19-015版 本1线材加工组作 业 方 法作 业 指 导 书文件编号注 意 事 项工序名称小端子机机种名称全机种打端子1 并将端子链条头按正确方法装入设备内。
①同一种线的加工,在设备连续运转生产1小时后,要重新检查确认开线和剥线的长度以及开线效果是否合格,确认合格后再继续生产。②从端子机上取下导线,检查端子啤于导线上的效果是否能够达到要求。若不符合要求,则要重新调校设备。
①将打好端子的线整理整齐,按要求将线每100条或者每50条用胶箍扎于一起,然后将其整齐摆放于胶盆内。*注意端子的规格要与BOM单上的要求一致。
压力等参数,调校好端子链条与设备的对应位置。*调校应该在未通电的情况下进行。①根据BOM单里的要求把合格的端子卷放到端子机架子上,
禹超电气
端子机操作面板使用说明
1
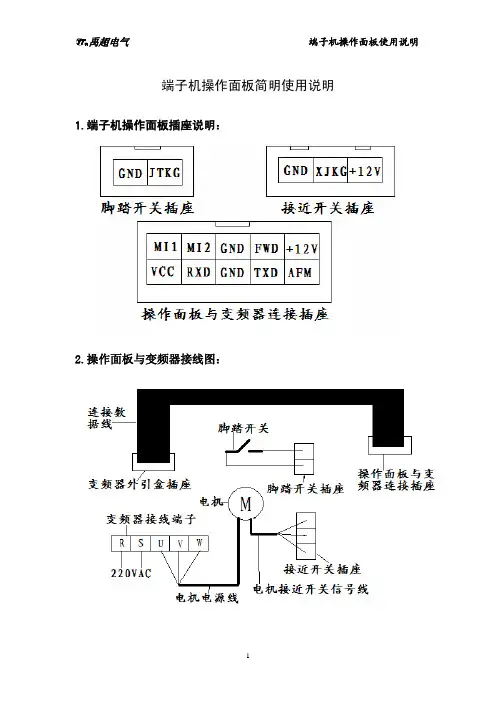
端子机操作面板简明使用说明
1.端子机操作面板插座说明:
2.操作面板与变频器接线图:
禹超电气
端子机操作面板使用说明
2 2.操作面板示意图:
3.操作面板指示灯及按键功能说明:
指示灯1:该灯亮时表示此时处于待机状态;
指示灯2:该灯为参数设置指示灯。当正在设置参数时该灯点亮;
指示灯3:该灯为故障指示灯,当运行产生故障时该灯点亮;
指示灯4:该灯为工作指示灯,当前为运行状态时该灯闪烁;
指示灯5:自动或点动运行指示灯,当前为点动运行状态时红灯亮,自动运
行状态绿灯亮;
按键1:在计数状态下该键为清零键,按下该键数码管显示计数清零;在参
数设置状态下该键为确认键,按下该键保存当前参数设置并返回计
数显示状态。
按键2:当前运行状态为点动运行时该键为正点动运行键。当前运行状态为
自动运行状态时该键为UP键,通过该键可以增加所要设置的参数
值;
按键3:该键为连打次数及间隔时间设置键。
当按下该键数码管显示n=xx时,通过按键2和按键5可以增加或
减少连打次数。参数设置范围为1-63。当n=1时为单打状态。
继续按该键数码管显示h=xx时,可通过按键2和按键5调节参数,
设置连打的间隔时间。参数设置范围为0-30(对应间隔时间禹超电气
端子机操作面板使用说明
3 0~300ms);
(若PSd=8)继续按该键数码管显示d=xx时,可通过按键2和按
键5调节参数,设置接近开关的有效电平。参数设置范围为0-1;(0:
有效电平为低;1:有效电平为高)
继续按该键数码管显示C=xx时,可通过按键2和按键5调节参数,
设置端子机的计数控制方式。参数设置范围为0-1;(0为操作面板
控制,1为变频器控制。)
按键4:该键用于设置自动或点动运行状态。当前状态可通过指示灯5判断;
按键5:当前运行状态为点动运行时该键为负点动运行键。当前运行状态为
自动运行状态时该键为DOWN键,通过该键可以减少所要设置的

1
1 超静音端子机
使用前注意事项
NOTED BEFORE USE
1:要设置在平稳没有振动的地面或机面,要有充分的散热空间。
To set the ground without vibration, there should be sufficient
heat dissipation space.
2:基本电源为220V交流电,要使用和机器一起提供的专用电源插座。并且使用合格和符合用电要求的插座板。
The power supply is 220V AC, and use the special power socket
provided with the machine. And use qualified and meet the
electrical requirements of the socket board.
3:要使用专用安全合格的插座板,请确认适当的作业温度(0~~40摄氏度)。安全温度的电压。
To use a special safe socket plate, please confirm the
appropriate operating temperature (0~~ 40℃). The voltage of the
safe temperature.
4:长时间不用机器,一定要拔掉电源线的插头,并用防护用具将机器盖好保养等等。 ______________________________________________________________________________________________________________
精品资料 Do not use the machine for a long time. Be sure to unplug the
power cord and cover the machine with protective equipment.
深圳市XX电子有限公司 文件编号 XX-Q3-PG-24
版 本 A/3
文件名称 端子切面分析操作指导书 页 次 第1页共8页
发行日期 2019.12.18
编制 审核 批准
1、目的
1.1为使端子压接检验验收标准统一,检验有据可依,特制定此标准。
2、范围
2.1端子压接的首件检验;
2.2当端子拉力发生异常调机时;
2.3样品端子压接检验或新产品导入时端子压接检验。
3、职责
3.1工程部:负责制定端子高宽度要求,制作SOP;
3.2生产部:负责按照SOP要求调试机器、提供端子压接样品;
3.3品质部:负责首件及出货的端子切面分析,机器的日常点检和保养。
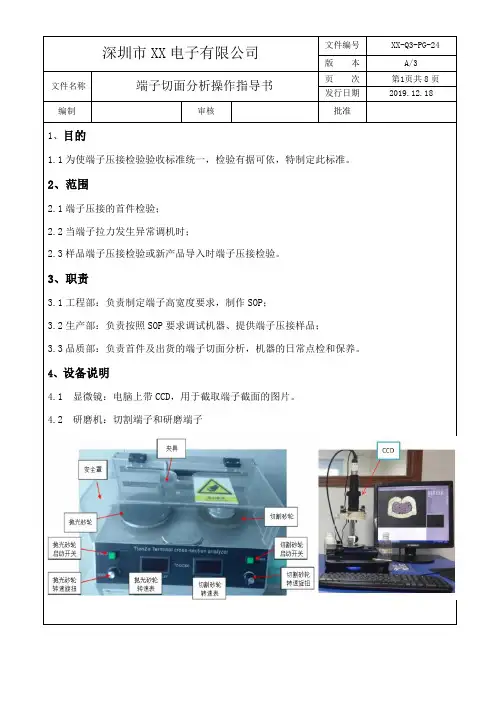
4、设备说明
4.1 显微镜:电脑上带CCD,用于截取端子截面的图片。
4.2 研磨机:切割端子和研磨端子
深圳市XX电子有限公司 文件编号 XX-Q3-PG-24
版 本 A/3
文件名称 端子切面分析操作指导书 页 次 第2页共8页
发行日期 2019.12.18
编制 审核 批准
5、安全和注意事项:
5.1 研磨时须盖上防护罩,机器停止后才能打开安全罩,离开时断开电源。
5.2 操作时小心避免硝酸飞溅,,万一硝酸飞溅到皮肤上, 先用水冲洗,必要的话看医生。
5.3 操作完后应立即盖上硝酸瓶盖。
5.4 机器突然出现不运转或失灵,操作员不能私自处理,应关掉电源,通知维修人员来处理。
5.5使用机器时一定要将机器安全罩放到位后才操作;
6、作业程序:
6.1生产首件时,压接技术员按照SOP要求调好压端机和端子高宽度,自检合格后,提供3pcs样品交给IPQC进行首件确认,再由IPQC递交实验员进行端子切面分析。
6.2 实验员对端子进行切面分析,步骤如下图,并依据品质标准对试验结果进行判定。
深圳市XX电子有限公司 文件编号 XX-Q3-PG-24
版 本 A/3