DME模具标准件—大角度斜顶—设计与安装指南
- 格式:pdf
- 大小:8.14 MB
- 文档页数:44


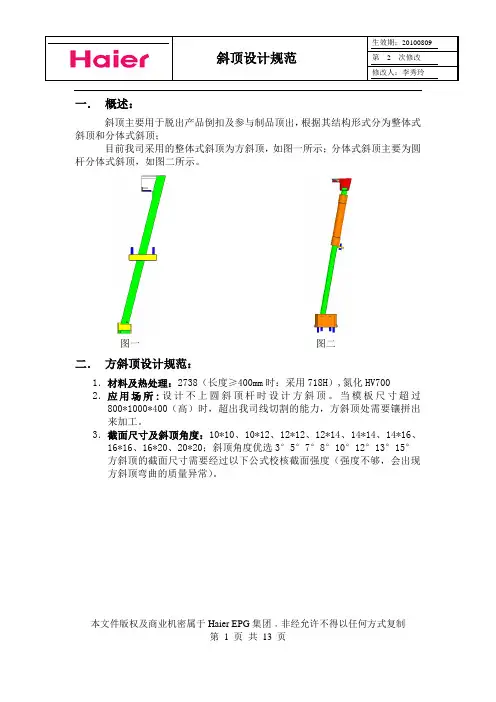
本文件版权及商业机密属于Haier EPG 集团﹐非经允许不得以任何方式复制一. 概述:斜顶主要用于脱出产品倒扣及参与制品顶出,根据其结构形式分为整体式斜顶和分体式斜顶;目前我司采用的整体式斜顶为方斜顶,如图一所示;分体式斜顶主要为圆杆分体式斜顶,如图二所示。
图一 图二 二. 方斜顶设计规范:1.材料及热处理:2738(长度≥400mm 时:采用718H ),氮化HV7002.应用场所:设计不上圆斜顶杆时设计方斜顶。
当模板尺寸超过800*1000*400(高)时,超出我司线切割的能力,方斜顶处需要镶拼出来加工。
3.截面尺寸及斜顶角度:10*10、10*12、12*12、12*14、14*14、14*16、16*16、16*20、20*20;斜顶角度优选3°5°7°8°10°12°13°15° 方斜顶的截面尺寸需要经过以下公式校核截面强度(强度不够,会出现方斜顶弯曲的质量异常)。
本文件版权及商业机密属于Haier EPG集团﹐非经允许不得以任何方式复制本文件版权及商业机密属于Haier EPG 集团﹐非经允许不得以任何方式复制4.方斜顶建腔及导向:模具上需保证“B ”大于斜顶宽度的2倍,其余部分避空,避空优选直圆孔,其次为对接圆孔,最后才选斜圆孔如图四所示, 同时B0底面设计导滑块,如图三所示; B3,B4板要设计斜顶拆装孔,拆装孔直径要比螺钉坯头直径大2mm 以上。
而且必须保证T 型块的宽度比拆装孔的直径大于10毫米。
方斜顶不能够跨镶拼线。
图三图四5.方斜顶设计参数如图五所示:“A ”和“H ”为方斜顶基准面及定位面,要求:A ≧3mm ,H ≧15mm 。
本文件版权及商业机密属于Haier EPG 集团﹐非经允许不得以任何方式复制图五6.方斜顶T 型块的固定螺丝大小必须为M6以上,否则需设计成图六结构形式。
图六三.圆杆分体式斜顶设计规范1.材料及热处理:圆斜顶杆采用我司标准件,设计时避免圆杆回厂二次加工螺纹,斜顶头材料根据项目需求可以采用2738或者国产P20(低成本)2.应用场所:能设计圆杆分体式斜顶的必须设计圆杆分体斜顶,且避免设计双角度的斜顶。

塑胶模具设计斜顶的种类与设计要点解析
一,模具设计中产品的内部简单的倒扣按照正常的脱扣设计,倒扣设计成普通的斜顶,设计这种斜顶要注意斜顶的角度不能超过15度,超过15度很容易插烧,斜顶需要淬火处理,如下图所示:
二、有些产品倒扣异形,设计斜顶空间不够,我们可以设计成异形斜顶的形式,这种斜顶的最大的一个特点就是靠斜顶上的两个斜面接触,从而达到脱扣的目的,一般这种斜顶用于蓝牙耳机比较多,如
下图所示:
三、有些产品的的倒扣出在前模,出在前模的倒扣一般设计成前模斜顶机构,设计这种机构要注意前模斜顶机构的动力来源,轨道,限位与复位,如下图所示:
四、有的产品的出模角度超过了15度,为了出模顺畅我们要把斜顶设计成加速斜顶,防止斜顶在出模过程中卡死,如下图所示:。