氯化氢石墨合成炉
- 格式:docx
- 大小:26.22 KB
- 文档页数:6
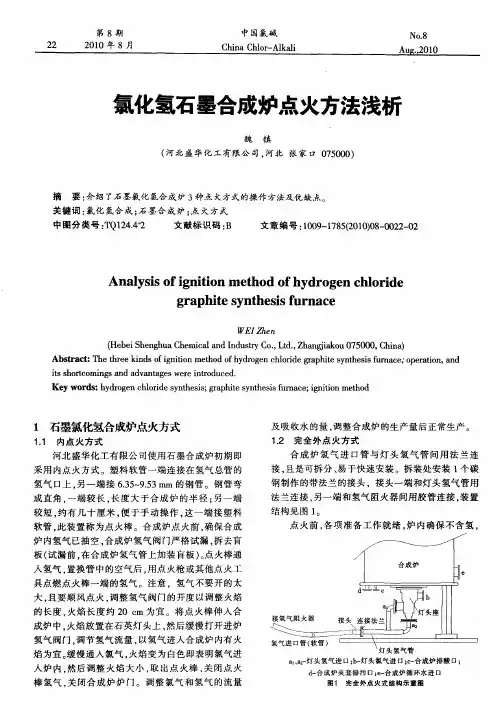
副产低压蒸汽二、三合一氯化氢石墨合成炉开车方案(自动点火工艺)南通星球石墨设备有限公司开车前的准备工作一、设备、管道安装工艺确认。
(已确认)二、工艺设备、管道清洗及吹扫。
(已吹扫)三、合成炉夹套进水试压、试漏。
(已完成)四、控制程序、仪表、阀门现场调试确认。
(已完成)五、氯气、氢气及辅助管道试压、试漏。
(已完成)六、合成系统(炉内、连接管道)气密性试漏。
(已完成)七、岗位操作人员工艺培训。
(已完成)开车准备工作一、按照操作规程进行进行各项准备、检查工作。
循环水、锅炉给水、原料气纯度、连锁试验、炉内真空度等。
二、具备开车条件后,拆下炉内点火枪放置在炉外,按点火枪的点火程序点火。
调整点火枪的氢气、空气流量,保证火焰的长度符合条件,然后关闭点火枪,将点火枪装入炉内。
(注:第一次开车的要求)正常开车1、解除该合成炉的所有连锁。
2、在班长指挥下方可进行开车。
3、现场点火人员打开炉前氮气手动阀,关闭炉门,通知DCS控制人员准备点火;确认后启动燃烧器吹扫程序,吹扫(10~15分钟)完成并分析合成炉内含氢是否合格后。
4、打开合成炉空气补充口(炉门),空气置换5~10分钟;DCS控制人员确认后启动点火枪点火程序,观察炉内是否有小火,并确认火焰长度。
5、确认后,缓慢打开氢气手动阀,DCS操作人员远传手动开氢气连锁安全阀、点小火阀,观察炉内是否点着。
6、确认燃烧器点着后,缓慢打开氯气手动阀,DCS操作人员远传手动开氯气连锁安全阀、点小火阀,观察炉内火焰颜色及大小。
确认正常后,关闭炉前空气补充阀(炉门)。
7、DCS控制人员逐步远程手动缓慢开启氢气、氯气调节阀,观察炉内火焰是否正常,按照操作规程要求逐步加大氯、氢流量。
8、合成炉点着后,关闭点火枪,闪蒸罐随过热水温度的上升液位缓慢上升,至70%时,必需手动打开闪蒸罐底部排污阀,将液位降至40%左右。
热水温度升至100度以上时,有蒸汽产出。
9、点炉正常后,将部分连锁投入。
建议:火焰探测器、循环水连锁在正常运行一周后投入。
设备维护检修规程氯化氢石墨合成炉维护检修规程1总则1.1 规程适用范围本规程适用于ZSH-30、ZSH-50、ZSH-80型氯化氢石墨合成炉的维护及检修。
1.2 设备结构简述氯化氢石墨合成炉主要由壳体、石墨炉胆、石墨炉顶管、防爆膜、灯头、视镜组成。
1.3 设备主要性能工作介质: 炉内为氯气、氢气及氯化氢,夹套内为水;氯氢配比: 氯气:氢气=1:1.05~1.10(摩尔比);操作压力: 炉内压力小于0.06MPa,循环上水压力大于0.05MPa;操作温度: 灯头火焰温度约为2000℃,合成炉出口氯化氢气体温度小于165℃,循环上水温度小于32℃,循环下水温度小于40℃。
2完好标准2.1 零部件齐全完整,质量符合要求。
2.1.1 压力、温度、流量仪表灵敏准确。
2.1.2 基础支座稳固可靠,防护栏、扶手、钢梯、平台符合国家标准规定。
2.1.3 管线、阀门等安装合理,色标符合规定。
2.1.4 防爆膜可靠。
2.1.5 避雷针有效可靠。
2.2 运行状况2.2.1 设备出力满足设计要求或生产要求。
2.2.2 各部压力、温度、流量平稳,无异常波动。
2.2.3 各处石墨段粘接严密不漏。
2.2.4 视镜清晰,利于观察。
2.3 技术资料2.3.1 技术档案齐全,运转纪录、检修和验收资料齐全。
2.3.2 设备合格证,产品使用说明书齐全。
2.3.3 设备操作规程、维护检修规程齐全。
2.4 设备及环境2.4.1 设备清洁,周围无杂物。
2.4.2 设备及附属管道无跑、冒、滴、漏。
3 设备的维护3.1 日常维护a.操作工应检查合成炉夹套冷却水的通畅情况,发现堵塞立即排除,1次/小时。
b.查看炉底温度是否正常,1次/小时。
c.检查视镜、防爆膜是否完好,1次/小时。
d.检查各部连接螺栓及固定螺栓有无松动现象,1次/班。
e.每班操作人员做好设备及周围环境的清洁工作。
3.2 常见故障及处理方法(见表1)表13.3 紧急情况停车遇有以下情况之一者立即停车:a.合成炉炉胆破裂。
二合一石墨炉氯化氢合成操作规程一、物质介绍1、原材料份子量:70.91.1 氯气份子式:Cl2比重:3.214kg/m3 (标况下)液氯沸点:-34.5℃(0.1MPa)溶解度:1.462g/100gHO(标况)21.1.1 性质:氯主要以钠、钾、钙、镁的无机盐形式存在于海水中,其中以NaCl 含量最高。
氯为双原子份子、熔点、沸点较低,常温下氯是气体,加压降温后变成黄色液体,可装在钢瓶中储存,氯气为黄绿色气体,具有刺激性气味,有毒。
氯气的化学性质很活泼,易与各种金属和非金属反应生成各种化合物。
并易与氢化合,在常温下反应较缓慢,但在光照射线或者加热至250℃时,反应瞬间即完成,燃烧并可能发生爆炸,同时放出大量的热。
氯气能与氨发生强烈反应,产生爆炸性化合物NH Cl ,这就是用4氨水检查氯气管道是否泄漏的依据。
氯气与烧碱反应生成次氯酸钠,这是用碱处理废氯即生产漂液的依据。
H 2 ↑+Cl 2=2HCl ↑12NH 3 ↑+6Cl 2=9NH 4Cl+NCl 3+N 2 ↑2NaOH+Cl 2 ↑=NaClO+H 2O+NaCl1.1.2 氯气技术条件(1) 合成盐酸用:正常开车:≥68%(体积百分比)含氢≤0.4%含 H 2O ≤0.04%(2) 氯乙烯用: Cl 2 纯度≥92%含氢<0.4%含 H 2O ≤0.04%1.2 氢气:份子式 H 份子量:2.0162比重: 0.0897kg/m 3(标况)1.2.1 性质:空气中氢的含量极微, 在自然界中氢主要以化合物形态存在, 氢 气在氧气中(或者在空气中)燃烧生成水,在氯气中燃烧生产氯化氢。
2H 2+O 2=2H 2O+Q ……… .(合成付反应) H 2+Cl 2=2HCl+Q ……… ..(合成主反应)氢能自燃,但不能助燃,在常温时与氧化合较缓慢,在空气中最 低发火温度是 530℃, 在氯气中的最低发火温度是 440℃(均在爆炸极 限范围之内)。
氯化氢合成工艺技术及装置的选择摘要:介绍了氯化氢合成工艺技术,就装置的选择对国产合成炉和国外合成炉进行了对比。
关键词:氯化氢合成国产合成炉国外合成炉我公司1 00万t/a PVC项目,其中一期工程拟建30万t/a烧碱装置,24万t/a HC1(折lOO%HCl)装置,高纯盐酸4.5万t/a(折31%HCl)。
我公司在氯化氢合成工序,工艺技术采用热量回收副产蒸汽的正压二合一石墨合成炉,合成的氯化氢气经冷却后可直接送至VCM装置,不需设置加压系统,副产蒸汽供冷冻工序溴化锂机组生产烧碱装置和乙炔装置所需的+7℃冷冻水。
氯化氢吸收系统按全负荷吸收设计,采用6套吸收系统,其中2套负压吸收系统,用于点火和生产烧碱装置自用盐酸,4套正压吸收系统,用于事故吸收。
VCM装置所需氯化氢和离子膜烧碱装置自用盐酸所需的氯化氢的总量约为815t/d,结合国内目前已有成熟的正压合成炉生产能力,暂按选用国产的单台生产能力为135t/d的副产蒸汽的正压二合一石墨合成炉6+1套。
故采用国产合成炉在合成工艺技术及装置配置上是可行的。
下面主要从以下几个方面就国产合成炉和国外合成炉进行比较。
1氯化氢合成炉的结构特点国产合成炉由钢制外壳、热能利用器、气室、石墨炉盖、下酸盘、石英灯头、固定件以及合成筒等组成。
采用全自动补水,高、低水位控制及报警,压力和液位远传等装置,合成炉直径1. 6m。
该HC1石墨蒸汽炉的所有石墨件均采用改性树脂浸渍,并通过时效不少于25d 的特殊高温碳化处理,以达到耐高温、高压,浸渍后的石墨设备不管从强度上、导热系数上、还是密度及耐温性能等方面都比酚醛树脂浸渍的产品高,其技术特性:炉内设计压力:≤0. 12MPa夹套设计压力:≤0. 45MPa炉内设计温度:≤450℃夹套设计温度:≤170℃氯化氢纯度:≥94%HC1经冷却器出口温度:≤45℃炉内介质:Ho、Cl、HC1氯、氢合成后的HC1中游离氯的含量为零(氧化还原分析)夹套使用介质:脱盐水、蒸汽氯化氢日产量:按设备型号可产5:-150t输送方法:正压直送PVC热能利用:可产0. 3MPa的蒸汽。
设备维护检修规程
氯化氢石墨合成炉维护检修规程
1总则
1.1规程适用范围
本规程适用于ZSH-30、ZSH-50、ZSH-80型氯化氢石墨合成炉的维护及检修。
1.2设备结构简述
氯化氢石墨合成炉主要由壳体、石墨炉胆、石墨炉顶管、防爆膜、灯头、视镜组成。
1.3设备主要性能
工作介质:炉内为氯气、氢气及氯化氢,夹套内为水;
氯氢配比:氯气:氢气=1:1.05~1.10(摩尔比);
操作压力:炉内压力小于0.06MPa,循环上水压力大于0.05MPa;
操作温度:灯头火焰温度约为2000℃,合成炉出口氯化氢气体温度小于165℃,循环上水温度小于32℃,循环下水温度小于40℃。
2完好标准
2.1零部件齐全完整,质量符合要求。
2.1.1压力、温度、流量仪表灵敏准确。
2.1.2基础支座稳固可靠,防护栏、扶手、钢梯、平台符合国家标准规定。
2.1.3管线、阀门等安装合理,色标符合规定。
2.1.4防爆膜可靠。
2.1.5避雷针有效可靠。
2.2运行状况
2.2.1设备出力满足设计要求或生产要求。
2.2.2各部压力、温度、流量平稳,无异常波动。
2.2.3各处石墨段粘接严密不漏。
2.2.4视镜清晰,利于观察。
2.3技术资料
2.3.1技术档案齐全,运转纪录、检修和验收资料齐全。
2.3.2设备合格证,产品使用说明书齐全。
2.3.3设备操作规程、维护检修规程齐全。
2.4设备及环境
2.4.1设备清洁,周围无杂物。
2.4.2设备及附属管道无跑、冒、滴、漏。
3设备的维护
3.1日常维护
a.操作工应检查合成炉夹套冷却水的通畅情况,发现堵塞立即排除,1次/小时。
b.查看炉底温度是否正常,1次/小时。
c.检查视镜、防爆膜是否完好,1次/小时。
d.检查各部连接螺栓及固定螺栓有无松动现象,1次/班。
e.每班操作人员做好设备及周围环境的清洁工作。
3.2常见故障及处理方法(见表1)
表1
3.3紧急情况停车
遇有以下情况之一者立即停车:
a.合成炉炉胆破裂。
b.炉顶管连接法兰大量漏气。
c.炉顶管突然断裂。
d.防爆膜破裂。
e.氯、氢气入口系统出现故障。
f.紧急情况“联锁停车”。
4检修周期和检修内容
4.1检修周期(见表2)
表2
4.2检修内容
4.2.1小修
a.更换泄漏处垫片。
b.清洗灯头。
c.擦洗视镜玻璃。
4.2.2中修
a.包括小修内容
b.更换灯头。
c.检修或更换点火口零部件。
d.更换防爆膜(至少1次/年)。
4.2.3大修
a.包括中修内容。
b.更换损坏的炉胆及炉顶管石墨段。
c.清洗炉胆外壁水垢(至少24个月1次)。
5检修方法和质量标准
5.1检修方法
5.1.1对有缺陷的防爆膜或超压未爆破的防爆膜应立即更换。
5.1.2灯头有明显裂纹时应立即更换;灯头垂直放置后,有明显倾斜的不应投入使用。
5.1.3视镜密封不严应立即更换垫片或视镜玻璃。
如发现视镜模糊不清时,应立即擦洗。
5.1.4炉顶管石墨段连接开裂应停车进行重新粘接,待粘接胶完全风干后才能试压开车。
5.1.5炉胆石墨段开裂或小范围爆裂,可重新粘接和更换石墨段。
炉胆大面积爆
裂则要整体更新。
5.2质量标准
5.2.1各密封面必须严密无泄漏。
5.2.2防爆膜必须进行爆破试验,应有监督部门的检验标志。
防爆膜的验证标准
应参照《压力容器安全监察规程》执行。
5.2.3炉胆与炉顶管进行粘接更换后,应进行气密性试验;壳体修补或补焊后,应
进行壳体盛水试验。
6试车与验收
设备大修完后必须由检修单位、使用单位、管理部门共同进行试车与验收工作。
试车工作应在试漏合格后安排。
6.1试车前准备工作
6.1.1按流程顺序检查设备、仪表、管路是否齐全完好。
氯气和氢气的调节阀、截止阀、氢气阻火器等装置必须齐全完好。
6.1.2用氮气对整个系统进行气密性试验,试验压力为最高工作压力。
6.1.3用氮气对系统进行吹扫和置换,吹扫置换时间不少于10分钟。
6.1.4分析炉内含氢≤0.5%;分析氢气纯度≥94%,氯气纯度≥65%。
6.2试车
6.2.1点火正常后检查合成炉所有压力、温度、流量仪表显示是否准确,调节阀是否灵敏。
所有仪表指示值应在规定范围内。
6.2.2连续运行72小时仍无问题,确认一切正常。
6.3验收
确认设备达到完好标准,质量符合要求,检修纪录齐全,可按规定程序办理
交接手续交付生产使用。
7维护检修安全注意事项
7.1维护安全注意事项
7.1.1必须严格执行操作规程和有关安全制度。
7.1.2避雷针必须有效接地。
7.1.3氢气管路要求严密,必须配置阻火器。
7.1.4夹套冷却水必须畅通,并保持一定上水压力。
7.1.5如盐酸滴到皮肤上,应用大量清水冲洗。
7.1.6防爆膜必须经过爆破试验,并定期更换。
7.1.7不准随意移动消防器材,岗位工人须熟知使用方法。
7.1.8开停炉时认真进行氮气置换工作。
7.2检修安全注意事项
7.2.1设备检修前必须切断氯气、氢气管线;做好设备、管线内的清扫工作。
7.2.2凡在生产现场进行动火作业,动火前必须先办理动火证,经主管部门审查
批准后方可动火。
7.2.3吊装、起重、搬运设备及零部件时,要有专人指挥、专人操作起重设备。
严禁超负荷吊装,电装物下严禁人员往来停留。
7.2.4检修中排出的酸水应予收集,泼洒在地面的酸水应用水冲净。
7.2.5检修工具及设备零部件要在现场规定的地方整齐摆放,拆卸件要运到指定地点,实行科学检修,文明施工。
7.3试车安全注意事项
7.3.1点火前认真按规定做好试车前的准备工作。
7.3.2点火前一定要保证炉内含氢合格。
7.3.3操作者必须为相关操作人员。
7.3.4点火时人员要站在上风向,防止被火焰烧伤。
7.3.5点火时先点燃氢气,待火焰稳定后缓慢通入氯气。