2019精品金属压力加工车间设计车间平面布置及立面尺寸化学
- 格式:ppt
- 大小:6.12 MB
- 文档页数:92
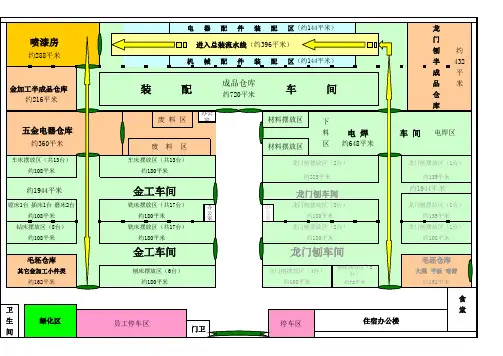
新厂区平面规划图详细说明(个人意见仅供参考)新厂区如何合理利用?不是随意的给他一个地盘,就有他来分配调整!要有统筹安排意识,新厂区的利用不能马虎,要有多个方案的比对研究,确定合理性方案的实施!新厂区的规划要注意以下几个问题:生产布局规划第一、整体决策性:要考虑的是总部如何设立部门!这个方案决定了整个企业的管理程序化问题,能不能改变以往老式的管理观念,就要从这次的整体规划中体现!如:总部要以销售、采购、技术为核心,以此严律销售、管制物资、技术革新、品质监控、售后服务、奠定生产!(属于六加一产业链管理模式),这就决定了新厂区的利用为生产!那就要把成熟的产品、批量生产的产品搬入新厂区!以大产量主导生产;相应的金加工及龙门刨也要搬入!确定新厂区的生产完整性!第二、现场规划性:要考虑的是新厂区的规划长期性、稳定性;这个也尤为重要,一但确定就不要再做轻易的改变!如:当新厂区规划好以后,是否做为长期生产部属,稳定生产产量,再按照现场的实际区域设定厂区布局,必须考虑全面。
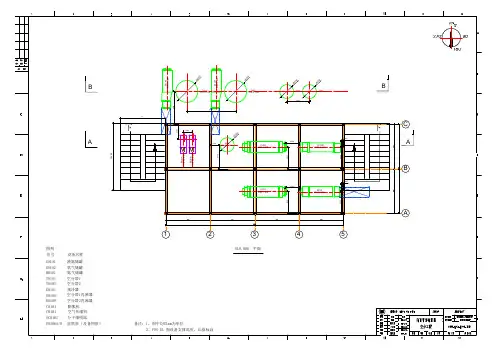
上图《新厂区平面规划图》中所显示的分布区域为:金工车间、龙门刨车间、电焊车间、装配车间及金加工半成品仓库、龙门刨半成品仓库、小件类毛坯仓库、大件类毛坯仓库、五金电器仓库、成品仓库和喷漆房等。
第三、设备流程性:厂区布局要根据产品的配套生产性能,生产设备的流程性进行设定摆放,才能够发挥作用,体现出设备流程管理的最大优势。
金工车间生产区主要以生产小件类为主,根据设备流程性能及产能,配相应产量(生产计划)进行小件类量化管理;龙门刨车间生产区主要以生产大件类为主,也可以根据设备流程性能及产能,配相应产量(生产计划)进行大件类量化管理;这些生产都服务于装配流水线!电焊车间也一样控制相应产量,服务整体流水线的合理生产!新厂区、新开端、新流程、新观念,为了改变现在混乱的局面,这个才是我们公司崭新的要点!第四、管理程序性:以上图《新厂区平面规划图》中所显示:龙门刨车间的大件类可从南丰铸件车间直接推过来,进入计划生产;施行生产领料制,金工车间的小件类由外协直接运至小件毛坯仓库进行计划领料生产,大件类以相同的方式进行合理生产;当金工、龙门刨车间按计划生产好的配件成品进入相应的半成品仓库后,再由装配按计划控制半成品出库量;整体以生产目标制按计划进行相应配件产品的生产,按计划领料生产控制所有设备进行量化管理,以此达到生产管理目标制!第五、生产流水线性:首先由毛坯件作为流水线的开始,大件类进入龙门刨车间进行量化生产(计划生产量、设备定值量(生产领料量)、最大产能量、目标控制量等),电焊车间将焊好的脚架同样在龙门刨车间刨好后进入总装流水线,作为总装流水线的第一道工序;金工车间小件类与龙门刨车间生产同步进行生产,同样进行量化生产,当金工车间产品配件生产一批结束后,进入机械配件装配区进行配件装配,当机械配件装配结束,总装流水线的第一道工序也已完成,然后进入第二道机械装配,第二道工序结束后进入第三道电机装配,第四道电器装配,第五、第六道等,最后进入道喷漆工序,喷漆批灰可以在第一道完成后进行!注:整道工序还待确定!总装流水线适用于除圆弧机(超大型)以外的任何机型!它可以减少人员、质量稳定、快速生产、提高产能。
中天建设集团西南公司项目工厂化车间标准当前的建筑施工管理仍显粗放,老一辈技术工人身上的计算、策划能力,对工序的严谨,对质量的较真的态度,既很少在新一代“建筑工人”的身上得到遗传,也很少在管理人员中得到继承。
现实中靠工人“素质”实现施工效率和质量稳定显得十分的困难。
那么在全民质量意识觉醒之前,在建筑行业工业化拼装时代来临之前,构件(材料)的工厂化加工和作业面的流水施工这一“工业化管理模式”的应用,应该是当前提高施工效率和产品质量的有效方法之一。
工厂化加工,是施工现场标准化施工的一个环节,在工厂化加工的流程中,上游是施工各环节原材料或半成品的标准化、量化,下游是作业面施工的程序化、局部拼装化,最终要解决的是在劳动力紧缺、素质下降的整体环境下,如何提高施工效率,稳定的提供高质量的建筑产品。
工厂化加工的范围可结合不同工程类型,不同施工工艺有针对性的开展,在施工过程中需设立了五个标准化加工车间,五个标准加工车间共同的特征是:设立固定的原材料堆放区和加工车间;配备专用的加工设备和辅助设施;设立专门的加工岗位和人员;最后也是最重要的是结合作业面工序的分解,识别、量化了实施工厂化加工的构件(材料)。
注:根据项目场地的实际情况,加工车间可放置在施工楼层内。
标准化的施工深化图一、一、标准化的施工深化图1、模板配模及下料:分顶板模板配模图和木模施工的梁、飘板、横竖向线条配模图。
2、钢筋加工及绑扎:钢筋加工和料单,按单位范围原料分类别堆放,采用吊笼吊装;定型化吊笼焊制6只。
小型构件加工车间现场厨卫间下沉板支模应用3、填充墙体:先绘制砌体组砌图;再根据砌体组砌图绘制电源管配管图;根据电源管布置确定包管配砖做法中的砌体切割砖。
4、管道井二次深化排列图:原设计电子版图纸和二次深化管线排列图。
项目管道井平面布置图二、标准化的加工车间木工加工车间一)一)木工加工车间配备精密木工加工车一台,通过前期计算,对所有梁、板模板按部位进行下料,对非标板材进行了统筹利用,实现两大功能:一是作业面模板的统一下料和集中领用;二是利用余料废料统一加工土建、水电班组的各类预埋箱盒。
年产25000吨铝型材挤压车间工艺设计一、绪论随着时代的进步,材料的应用也发生着变化。
因铝合金铝合金型材具有强度高、重量轻、稳定性强、耐腐蚀性强、可塑性好、变形量小、无污染、无毒、防火性强,使用寿命长(可达50—100年),回收性好,可回炉重炼等优点,应用受到日益关注。
尤其在建筑方面,铝合金型材现已广泛应用于各种商业及民用建筑,有着不可替代的重要地位。
而在铝合金型材中应用最广泛的就是6063铝合金。
6063铝合金的成份位于Al—Mg2Si—Si的三相区,它的主要合金组元是Mg和Si,而且Mg和Si首先形成Mg2Si相,淬火状态和自然时效状态都有很高的塑性。
人工时效的 6O63台金挤压材,抗拉强度为 240MPa,屈服强度为 220MPa,延伸率为 l1%。
该合金可以在高温下进行高速变形,由于其淬火敏感性低,可以在挤压机上直接风冷淬火。
生产的制品表面光洁,可省去专门的抛光工序。
能进行各种颜色的阳极氧化着色。
由于该合金主要用于建筑、装饰等,所以对 Fe、Cu等杂质元素的控制较为严格,以保证其抗蚀性。
另外,在可热处理强化的合金中,其可焊性属于上等,可以铁焊、气焊、电阻焊,电弧焊。
本次铝型材挤压车间工艺设计采用6063铝合金进行挤压生产。
二、本次设计的意义本次课程设计任务是完成年产量不少于5000吨的挤压车间工艺设计,通过设计可以加深我对挤压车间整个生产流程的认识以及对铝合金性能、生产工艺、挤压设备等有更加深入的了解。
这次课程设计还让初次感受到要创办一间工厂需要考虑多方面的因素(如设备的选购、生产工艺的安排及其具体参数、人员及工作时间的分配等),从中锻炼了我考虑问题的周密性,使我在以后的工作中更加地细致。
因此,本次课程设计对于大四的毕业生来说有着重要的意义。
三、生产任务1.本车间任务本次设计的任务是完成年产量不少于5000吨的挤压车间工艺设计,完成的型材的品种有:幕墙、纱窗、卷廉门和扣板材。
所用的挤压材料是6063铝合金。