SPC培训教材-精华版
- 格式:ppt
- 大小:696.00 KB
- 文档页数:110

第一章节重新认识SPC内容主要有:过程的概念;过程变差;过程能力分析;计量型控制图(X—R图,X—S图等);计数型控制图(p图,np图,c图,u图等);第二章节SPC应用的基础2.1数据与质量特性值●质量数据1.数据的特点:①波动性;②规律性;2.质量特性:反映产品特定性质之内容;(如:尺寸、重量、硬度、力度、电阻值、丝印寿命、外观等)3.质量特性数据:测量质量特性所得的数据;(如:“力度150g”、“力度偏重20g”、“力度偏重5pcs”)4.数据分类:①计量值数据:(如单位为“mm、g、℃、Ω”的数据)②计数值数据:(如单位为“PCS、箱、桶、罐”的数据)●数据参数1.数据表达式:公式中一般用X1 X2……Xn表示一组数据中n个数据。
2.频数:同一记录中同一数据出现的数据。
公式中一般用n1 n2 n3…ni表示个数。
3.平均数:所有数据的和与总数和商。
4.百分率:单项数据与所有数据总和的商的百分值。
5.累计百分率:顺序排列中,第1项的累计百分率,等于前N-1项百分率的和。
标准方差:6.●数据的分层1.概念:将数据依照使用目的,按其性质,来源,影响等进行分类,把性质相同,在同一生产条件下收集到的质量特性数据归并在一起的方法;2.作用:分层的目的是为有利于查找生产质量问题的原因。
3.分层方法:①操作人员:按个人分,按现场分,按班次分,按经验分;②机床设备:按机器分,按工夹刀具分;③材料:按供应单位分,按品种分,按进厂批分④加工方法:按不同的加工、装配、测量、检验等方法分,按工作条件分;⑤时间:按上、下午分,按年、月、日分,按季节分;⑥环境:按气象情况分,按室内环境分,按电场、磁场影响分;⑦其他:按发生情况分,按发生位置分等。
4.两点原则:作频数分布表时要确定组距、组数和组的边界值。
例:某零件的一个长度尺寸的测量值(mm )共100个,测量单位为0.01mm①从数据中选出最大值和最小值,这时应去掉相差悬殊的异常数据.最大值为42.44,最小值为42.27②用测量单位的1、2、5倍除以最大值与最小值之差(极差),并将所有得值取整数.极差=42.44-42.27=0.17mm已知测量单位为0.01mm,为了求出组距,可用0.01mm 的1、2、5的倍数除以极差0.17mm.0.17÷0.01=17 0.17÷0.02=8.5(取整数为9) 0.17÷0.05=3.4(取整数为3)数据为④确定分组组界时,可把数据中的最小值分在第一组的中部,并把分组组界定在最小测量单位的1/2处,以避免测量值恰好落在边界上。


SPC理论培训教材1 SPC应用基础 22 SPC概述 32.1 什么是SPC 32.2 SPC的发展简史 32.3 SPC的特点 32.4 SPC与ISO9000标准体系的联系 33控制图及其应用 43.1什么是控制图 43.2质量数据与控制图 53.2.1计量型数据 53.2.2计数型数据 53.2.3质量数据的特性 53.3控制图原理 53.4 控制图贯彻预防原则 63.5 两类错误 63.6 3σ方式 73.7 控制图的判定准则 73.7.1判定稳态准则 73.7.2判定异常准则 83.7.3点子排列不随机模式 83.8 休哈特控制图 103.8.1控制图的种类 103.8.2休哈特控制图的用途 103.8.3通用控制图 113.8.4 工序能力指数及样本分布图 113.8.5控制图的选用 124 运用SPC的意义 134.1 为什么要用SPC 134.2 应用SPC的意义 135 控制图和报表 135.1 作图基础 135.2 作图 135.2.1 均值极差图 135.2.2 均值极差图 145.2.3 中位数极差图 145.2.4 单值移动极差图 145.2.5 指数权重移动均值图 145.2.6 运行图 145.2.7 预控图 145.2.8 不合格品率图(P图) 14 5.2.9 不合格品数图(Pn图) 15 5.2.10 不合格数图(C图) 155.2.11 单位不合格数图(U图) 15 5.2.12 直方图 155.2.13 个体直方图 155.2.14 原因排列图 155.2.15 措施排列图 155.2.16 备注排列图 165.2.17 DPTO图 165.2.18 DPMO图 165.3 图形属性 165.4判异 175.4.1 判异规则 175.4.2失控点与关联点 185.4.3控制线 185.5 点的拾取 186 控制线的计算公式 196.1 计量类的控制线 196.1.1 均值标准差图 206.1.2 均值极差图 206.1.3 位数极差图 216.1.4 单值移动极差图 216.1.5 EWMA图 226.2 合格数据类的控制线 226.2.1 P图 226.2.2 Pn图 236.2.3 Q图 236.2.4 Qn图 236.3 缺陷数据类的控制线 246.3.1 C图 246.3.2 U图单位缺陷数图 247 分析工具 257.1 过程能力分析 257.2 过程能力变动分析 257.3 产品直通率分析 257.4 多参数对比分析 257.5 正态概率纸 251 SPC应用基础Fab-SPC系统建立在公司标准的网络平台上,服务器操作系统采用Windows/NT Server数据库采用Oracle支持公司标准的客户计算机平台。
预防与检测过去,制造商经常通过生产来制造产品,通过质量控制来检查最终产品并剔除不符合规范的产品。
在管理部门则经常靠检查或重新检查工作来找出错误,在这两种情况下都是使用检测的方法,这种方法是浪费的,因为它允许将时间和材料投入到生产不一定有用的产品或服务中。
一种在第一步就可以避免生产无用的输出,从而避免浪费的更有效的方法是——预防。
对许多人来说预防的策略听起来很明智,甚至是显然的。
经常能听到这样的口号“第一次就把工作做好。
”但光有口号是不够的。
所要求的是理解统计过程控制系统的各个要素。
下述七节介绍了这些要素,并可以看成是下列问题的答案:·什么是过程控制系统?(第2节)·变差是如何影响过程输出的?(第3节)·统计技术是如何区分一个问题实质是局部的还是涉及到整个系统的?(第4节)·什么是统计受控过程?什么是有能力的过程?(第5节)·什么是持续改进循环?过程控制对哪一部分起作用?(第6节)·什么是控制图?如何使用?(第7节)·使用控制图有什么好处?(第8节)学习以上材料时,读者可以查阅附录G的术语索引对关键术语和符号的定义。
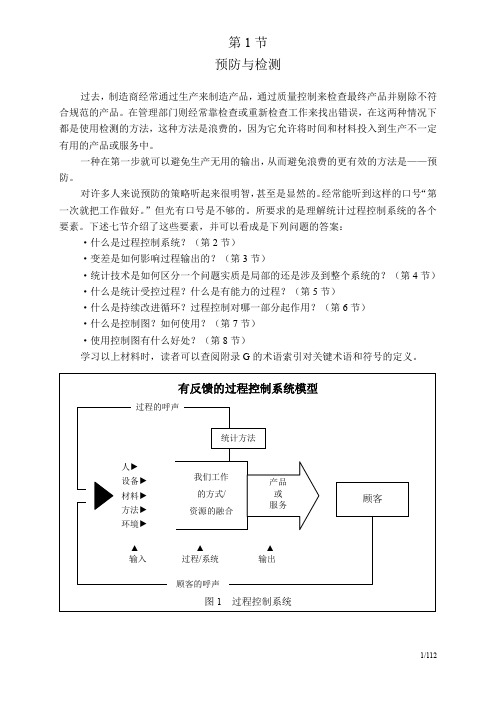
过程控制系统一个过程控制系统可以称为一个反馈系统。
统计过程控制(SPC)是一类反馈系统,但也存在不是统计性的的反馈系统。
下面讨论这个系统的四个重要的基本原理。
1.过程所谓过程指的是共同工作以产生输出的供方、生产者、人、设备、输入材料、方法和环境以及使用输出的顾客之集合(见图1)。
过程的性能取决于供方和顾客之间的沟通,过程设计及实施的方式,以及运作和管理的方式等。
过程控制系统的其他部分只有它们在帮助整个系统保持良好的水平或提高整个过程的性能时才有用。
2.有关性能的信息通过分析过程输出可以获得许多与过程实际性能有关的信息。
但是与性能有关的最有用的信息还是以研究过程本质以及其内在的变化性中得到的。
过程特性(如温度、循环时间、进给速率、缺勤、周转时间、延迟以及中止的次数等)是我们关心的重点。