第一章 冲压工艺基础知识
- 格式:pptx
- 大小:3.76 MB
- 文档页数:77
冲压工艺基础知识及质量保证培训一、冲压工艺基础知识1. 冲压工艺概述冲压工艺是一种利用模具将金属板材受力变形而成型的加工工艺。
冲压工艺广泛应用于汽车制造、家电制造、机械制造以及航空航天等领域,是实现多种金属零件批量生产的主要工艺之一。
2. 冲压工艺的原理冲压工艺的基本原理是通过模具将金属板材置于冲模和模具之间,施加压力将金属板材沿模具表面的凹凸部分形成所需的形状。
通过不同的模具设计和冲压工艺参数设置,可以得到不同形状和尺寸的金属零件。
3. 冲压工艺的优点冲压工艺具有高效、高质、低耗的特点,可以实现金属零件的批量生产,具有良好的经济效益和社会效益。
此外,冲压工艺还可以实现复杂形状的金属零件加工,提高了产品的设计自由度和外观质量。
4. 冲压工艺的分类根据冲压工艺的不同特点,可以将其分为冲裁、成形、冲粉、翻边等不同类型的工艺。
不同的工艺有不同的特点和适用范围,可以根据具体的产品要求选择合适的工艺。
二、质量保证培训1. 冲压工艺质量要求冲压工艺在应用过程中,需要保证产品的质量,提高产品的可靠性和稳定性。
因此,需要在冲压工艺中加强质量管理,把握好从材料选型到模具设计和操作过程中的每一个环节,确保产品的质量符合客户要求。
2. 质量保证体系建立健全的冲压工艺质量保证体系是保证产品质量的重要手段。
质量保证体系应该包括质量管理、质量控制、质量检验等多个方面的内容,形成一个完整的质量管理体系。
3. 质量保证培训为了提高员工的质量管理意识和技术水平,需要给冲压工艺的操作人员进行质量保证培训。
培训内容包括产品质量要求、质量管理体系、质量控制方法、质量检验技术等,通过培训提高员工的专业水平和质量意识。
4. 质量保证实施在冲压工艺的实施过程中,需要严格执行质量保证体系,确保各项管理制度得到有效执行。
此外,需要加强对不良品和质量问题的分析和处理,及时找出问题的原因和解决方案,及时采取有效的措施做好产品的质量保证。
三、总结冲压工艺作为一种重要的金属加工工艺,在工业生产中具有重要的地位和作用。
第一章冷冲压概论1.1冲压工艺特点1.冲压是金属塑性成形的基本方法之一,它利用冲模在压机上对金属板料施加压力,使其分离或变形,从而得到一定形状,并且满足一定使用要求零件的加工方法。
通常在常温(冷态)下进行,又称冷冲压。
主要用于加工板料,又称板料冲压。
2.冲压三要素:冲床、模具、原材料。
1.2 冷冲压基本工序及模具1.冲压工序分离工序:指冲压过程中使冲压件与板料沿一定的轮廓相互分离的工序。
基本工序:冲孔、落料、切断、切口、切边、剖切、整修等。
成形工序:指材料在不破裂的条件下产生塑性变形,从而获得一定形状、尺寸和精度要求的零件。
基本工序:弯曲、拉深、成形、冷挤压等。
2.模具1)单工序模:在冲压的一次行程过程中,只能完成一个冲压工序的模具。
2)级进模:在冲压的一次行程过程中,在不同的工位上同时完成两道或两道以上冲压工序的模具。
3)复合模:在冲压的一次行程过程中,在同一工位上同时完成两道或两道以上冲压工序的模具。
复合冲压模有正装式和倒装式两种结构。
其中正装式是凸凹模置于上模部分,倒装式则是凸凹模置于下模部分。
3.常见冲压工序及相应模具1)分离工序(1)冲孔:用冲孔模沿封闭轮廓冲裁工件或毛坯,冲下部分为废料。
(2)落料:用落料模沿封闭轮廓冲裁板料或条料,冲下部分为制件。
(3)切断:用剪刃或模具切断板料或条料的部分周边,并使其分离。
(4)切口:用切口模将部分材料切开,但并不使它完全分离,切开部分材料发生弯曲。
(5)切边:用切边模将坯件边缘的多余材料冲切下来。
(6)剖切:用剖切模将坯件(弯曲件或拉深件)剖成两部分或几部分。
(7)整修:用整修模去掉坯件外缘或内孔的余量,以得到光滑的断面和精确的尺寸。
2)塑性变形工序(1)弯曲:把平面毛坯料制成具有一定角度和尺寸要求的一种塑性成形工艺。
压弯:用弯曲模将平板(或丝料、杆件)毛坯压弯成一定尺寸和角度,或将已弯件作进一步弯曲。
卷边:用卷边模将条料端部按一定半径卷成圆形。
冲压工艺衝壓工藝(一)第一章簡述压是利用冲模在压力机上对板料施加压力使其变形或分离,从而获得具有一定形状、尺寸零件的一种压力加工方法。
冲压主要用于加工板料零件,所以有时好叫板料冲压。
温下进行的板料冲压叫冷冲压。
第一節衝壓加工的特點冲压与其它加工方法比较,具有下列优点:⑴应用范围广,可冲压金属材料,亦可冲压非金属材料;可加工小型制件,也可加工大型制件;可获得一般形状的零件,也可获得其它加工方法难以加工或无法加工的制件。
⑵冲压是一种高效率的加工方法。
大型冲压件的生产率可达每分种几件,高速冲压的小件可达每分钟百件。
⑶冲压件不但能够满足使用要求,并且还具有重量轻、刚度好和外表光滑等特点。
⑷冲压生产的材料利用率高,一般可达70-85%。
⑸操作简单,便于组织生产。
⑹在大批量生产的条件下,冲压件的成本较低。
⑺由于冲压所用毛坯是板料或卷料,一般又是冷态加工,所以在大量生产的情况下,较易实现机械化或自动化。
国此,在现代的制造业中,冲压工艺被得到广泛的应用。
板料冲压主要的缺点如下:⑴模具制造周期长,费用高。
因此,在小批量生产中受到一定的限制。
⑵冲压适于批量生产,且大部分是手工操作,这样如果不重视安全生产和缺乏必要的防护装置,就易发生事故。
因此,提高冲压操作的机械化和自动化,减轻劳动强度,确保安全生产,是一个很重要的问题。
第二節衝壓工序的基本分類由于冲压加工零件的形状、尺寸和精度要求不同,各企业生产规模和生产条件各异,因此,冲压的方法是多种多样的。
根据材料的变形特点及工厂现行的习惯,冲压的基本工序可分为分离与塑性变形两类。
分离工序是使冲压件与板料沿要求的轮廓线相互分离,并获得一定的断面质量的冲压加工方法。
塑料变形工序是使冲压毛坯在不破坏的条件下发生塑料变形(通常又分为弯曲、拉深、成形三类),以获得要求的制件形状和尺寸精度的冲压加工方法。
具体分类见下表。
分離工序分類塑性變形工序分類第二章衝壓的材料準備第一節衝壓用材料一、概述冲压用材料与冲压工艺的关系非常密切。
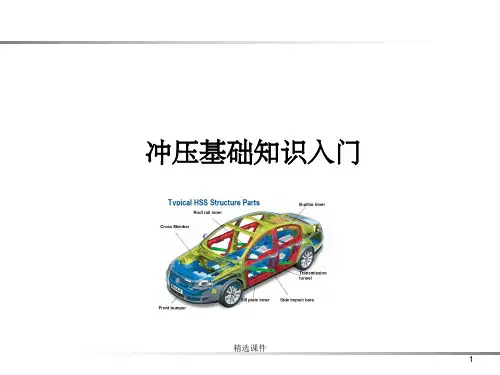
冲压第一章冲压工艺基础3.1.1 什么是冷冲压,它在汽车生产中有何意义?冷冲压加工是在常温下,利用冲压设备(压力机)和冲模,使各种不同规格的板料或坯料在压力作用下发生永久变形或分离,制成所需各种形状零件的一种加工方法。
冷冲压可用于加工金属材料,也可以加工非金属材料。
它同切削、铸造、电加工等加工方法一样,广泛地用于工业生产中。
由于冷冲压是一种生产效率很高、少无切削的加工方法,它在航空、汽车、拖拉机、电机电器、精密仪器仪表等工业占有十分重要的加工地位。
据初步统计,仅汽车制造业差不多有60%——75%的零件是采用冷冲压加工工艺制成的。
其中,冷冲压生产所占的劳动量为整个汽车工业总劳动量的25%——30%。
因此,研究和发展冷冲压生产技术,对发展汽车生产具有十分重要的意义。
3.1.2冷冲压生产具有哪些优点?冷冲压加工与其他加工方法相比,无论在技术上或是经济效果上,都有很多优点:⑴冷冲压是一种高效(即高生产率)低耗(即材料利用率高)的加工方法:冷冲压工艺,适用于较大批量零件生产,便于实现机械化与自动化,有较高的生产效率。
同时,冷冲压不仅能努力做到少废料和无废料生产,而且即使有边角余料,也可以充分利用,使之不致造成浪费;⑵压力机简单冲压下,可以获得用其他加工工艺难以加工的各种形状复杂的零件;⑶操作简单,便于组织生产。
在大批量生产条件下,冲压件的成本较低;⑷冲压出的制品零件,一般不需做进一步机械加工,具有较高的尺寸精度;⑸冲压件有较好的互换性,冲压加工稳定性好,同一批冲压件可相互调换使用,不影响装配和产品性能;⑹由于冲压件大多用板材作材料,所以它的表面质量较好,为后续的表面处理工序(如电镀、喷漆等)提供了方便条件;⑺冲压加工可在耗费不大情况下,能获得强度高、刚度大而重量轻的零件。
3.1.3冲压件一般有哪些技术要求?冲压件在生产、储运过程中具有以下技术要求:⑴形状和尺寸:冲压件的形状和尺寸需符合冲压件产品图和技术文件;⑵表面质量:除冲切外,冲压件表面状况要求与所用的板料一致。