3mm碳钢激光焊相关参数
- 格式:docx
- 大小:3.47 KB
- 文档页数:2
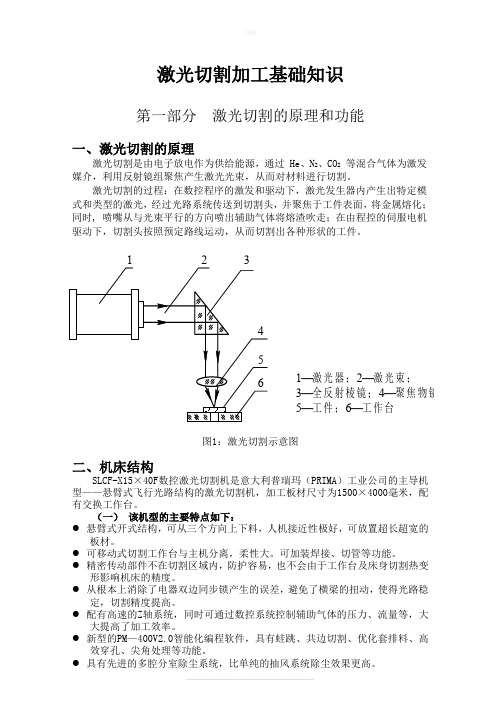
激光切割加工基础知识第一部分 激光切割的原理和功能一、激光切割的原理激光切割是由电子放电作为供给能源,通过 He 、N 2、CO 2 等混合气体为激发媒介,利用反射镜组聚焦产生激光光束,从而对材料进行切割。
激光切割的过程:在数控程序的激发和驱动下,激光发生器内产生出特定模式和类型的激光,经过光路系统传送到切割头,并聚焦于工件表面,将金属熔化;同时, 喷嘴从与光束平行的方向喷出辅助气体将熔渣吹走;在由程控的伺服电机驱动下,切割头按照预定路线运动,从而切割出各种形状的工件。
图1:激光切割示意图二、机床结构SLCF-X15×40F 数控激光切割机是意大利普瑞玛(PRIMA )工业公司的主导机型——悬臂式飞行光路结构的激光切割机,加工板材尺寸为1500×4000毫米,配有交换工作台。
(一) 该机型的主要特点如下:● 悬臂式开式结构,可从三个方向上下料,人机接近性极好,可放置超长超宽的板材。
● 可移动式切割工作台与主机分离,柔性大。
可加装焊接、切管等功能。
● 精密传动部件不在切割区域内,防护容易,也不会由于工作台及床身切割热变形影响机床的精度。
● 从根本上消除了电器双边同步锁产生的误差,避免了横梁的扭动,使得光路稳定,切割精度提高。
● 配有高速的Z 轴系统,同时可通过数控系统控制辅助气体的压力、流量等,大大提高了加工效率。
● 新型的PM —400V2.0智能化编程软件,具有蛙跳、共边切割、优化套排料、高效穿孔、尖角处理等功能。
● 具有先进的多腔分室除尘系统,比单纯的抽风系统除尘效果更高。
1—激光器;2—激光束;3—全反射棱镜;4—聚焦物镜;5—工件;6—工作台(二)机床的结构主要由以下几部分组成:1、床身全部光路安置在机床的床身上,床身上装有横梁、切割头支架和切割头工具,通过特殊的设计,消除在加工期间由于轴的加速带来的振动。
机床底部分成几个排气腔室,当切割头位于某个排气室上部时,阀门打开,废气被排出。

激光焊接机能焊多厚钢板传统的焊接方法难以保证钣金的焊接成形质量,激光焊接具有传统焊接无法比拟的优点,可以有效减少焊接缺陷。
在激光焊接行业中,有很多使用激光焊接不锈钢零件的制造商.激光焊接机的焊接效果也非常好,激光焊接也是不锈钢材料加工的不错选择。
激光焊接机能焊多厚钢板?激光焊接利用高能量激光脉冲在小区域内局部加热材料。
激光辐射的能量通过热量传播到材料内部,使材料熔化形成特定的熔池。
它是一种新型的焊接方式,主要用于焊接薄壁材料精密零件,可实现点焊对接焊接叠接密封焊接等,焊缝宽度小,热影响区小变形小,焊接速度快,焊缝平整,焊接质量高,精度可精确控制,定位精度高,并且自动化很容易。
激光焊接机常被称为激光焊接机能量负反馈激光焊接机激光冷焊机激光氩焊机激光焊接设备。
随着科学技术的不断发展,传统的焊接方法在许多工业技术中都不能满足材料的特殊要求,激光焊接机的优点是粘接强度低,热影响区宽,特别是在许多行业已逐渐取代传统的焊接方法。
1. YAG激光焊接机内部厚度为3mm的焊接效果最佳。
2. 300W激光焊接机堆焊的厚度不超过1.5mm,当然,有时通过强度和热变形也可以焊接稍厚的材料。
3. 600W激光焊接机适用于厨房,家用电器和高速不锈钢激光焊接的厚度小于1mm,熔深小于1mm的1.5mm钢板的要求。
4. 1000W激光焊机2mm厚的不锈钢板,要求进行完全焊接,焊接越精细越好。
建议使用1000W光纤激光器进行焊接,速度可以大于1 m / min,也可以使用500W但速度较慢。
激光焊接的深度与材料的性能有关系,当然也包括材料厚度,焊接碳钢,和钛材肯定不可能选用同样的参数。
武汉瑞丰光电激光设备是性价比较高的,凭借多年的激光研发经验,产品技术成熟,产品性能安全稳定。
瑞丰光电激光电始终坚持“质量第一、服务第二、价格第三”的态度,给客户提供最优质的产品及服务。
比如焊接:2mm厚度不锈钢板,要求焊透,焊缝越细越好。
建议使用1000W光纤激光器焊接,速度可以达到1米/分钟以上,500W 也可以但是速度较慢。

3mm焊脚气保焊焊接参数When it comes to the welding parameters for a 3mm soldering foot gas protection welding, there are several important factors to consider. The welding parameters, such as current, voltage, and speed, play a crucial role in achieving a successful weld. It is important to carefully select and set these parameters to ensure a strong and durable weld.One of the key considerations when determining the welding parameters is the type of material being welded. Different materials require different welding parameters to achieve optimal results. For example, welding parametersfor stainless steel will be different from those for aluminum. It is important to understand the specific requirements of the material being welded and adjust the parameters accordingly.Another important factor to consider when setting welding parameters is the thickness of the material.Thicker materials require higher welding currents and voltages to ensure proper penetration and fusion. On the other hand, thinner materials require lower currents and voltages to prevent burn-through and distortion. It is crucial to carefully consider the thickness of the material and adjust the welding parameters accordingly.In addition to material type and thickness, the welding position also plays a significant role in determining the welding parameters. The welding parameters for a flat position will be different from those for a vertical or overhead position. It is important to consider the welding position and make necessary adjustments to the parameters to ensure proper weld bead formation and penetration.Furthermore, the desired weld joint configuration and quality also influence the selection of welding parameters. For example, a fillet weld will require different parameters compared to a groove weld. Additionally, the desired weld quality, such as strength and appearance, will also impact the choice of welding parameters. It is important to consider the specific requirements of the weldjoint and adjust the parameters accordingly.Moreover, the skill and experience of the welder are crucial factors to consider when determining welding parameters. A skilled and experienced welder may be able to make adjustments to the welding parameters based on their expertise and judgment. On the other hand, less experienced welders may need more guidance and specific parameters to follow. It is important to consider the skill level of the welder and provide appropriate support and guidance to ensure the correct welding parameters are set.In conclusion, determining the welding parameters for a 3mm soldering foot gas protection welding involves careful consideration of several important factors, including material type, thickness, welding position, joint configuration, weld quality, and the skill of the welder. By taking these factors into account and making necessary adjustments, a successful and high-quality weld can be achieved.。
3mm碳钢激光焊相关参数
激光焊接是一种常用的金属焊接方法,其具有高效、高质量、无污染等优势,在工业生产中得到广泛应用。
本文将探讨3mm碳钢激光焊相关参数,包括激光功率、焊接速度、焊缝形态、焊接质量等方面的内容。
1. 激光功率
激光功率是激光焊接中一个重要的参数,它决定了激光束对材料的热输入量。
对于3mm碳钢的激光焊接,一般建议选择适中的激光功率,过高的功率会导致焊缝过宽,过低的功率则会导致焊缝不完全。
2. 焊接速度
焊接速度是指激光焊接头在焊接过程中的移动速度。
对于3mm碳钢激光焊接,合适的焊接速度可以保证焊缝的质量和外观。
过快的焊接速度会导致焊缝形态不良,过慢的焊接速度则会使焊接时间过长,产生过多的热输入,影响焊接质量。
3. 焊缝形态
焊缝形态是评价激光焊接质量的重要指标之一。
在3mm碳钢激光焊接中,焊缝形态应该呈现出良好的连续性和均匀性。
焊缝宽度应
适中,不应过宽或过窄,焊缝表面应光滑平整,没有明显的缺陷和气孔。
4. 焊接质量
焊接质量是衡量激光焊接效果的重要指标,对于3mm碳钢激光焊接而言,焊接质量的要求较高。
焊缝应具有良好的强度和韧性,焊缝与基材之间应有良好的结合。
焊缝中不应存在明显的裂纹和缺陷,焊接区域应无明显的变形。
5. 其他参数
除了上述参数外,还有一些其他参数也会对3mm碳钢激光焊接产生影响。
例如激光束直径、激光束聚焦距离、激光脉冲频率等。
这些参数的选择需要根据具体的焊接要求和材料特性来确定,以保证焊接质量和效率。
3mm碳钢激光焊接的相关参数包括激光功率、焊接速度、焊缝形态和焊接质量等。
合理选择这些参数,可以实现高效、高质量的激光焊接过程,满足工业生产的需求。
在实际应用中,还需要根据具体情况进行参数的优化和调整,以获得最佳的焊接效果。