MSA_GRR分析第四版
- 格式:xlsx
- 大小:120.67 KB
- 文档页数:4

msa grr标准MSA GRR标准是度量系统分析(MSA)的工具之一,用于评估测量系统的能力和稳定性。
此标准适用于逐次检测测量数据(例如,测量某物件的长度时,可以多次测量并记录结果)。
以下是针对MSA GRR标准的中文解释。
一、测量系统能力测量系统能力是指测量系统提供正确性和精确性的能力。
若测量系统的能力不足,则所获得的数据可能无法准确反映实际情况。
测量系统的能力评估可通过分析系统的偏倚、线性性和稳定性来完成。
1. 偏倚测量系统的偏倚是指系统得出的平均值与实际值偏离程度的大小。
在MSA GRR标准中,可以通过测量平均向和偏差(分析的是每个测量结果和整体平均值之间的偏离程度)来评估系统的偏倚。
2. 线性性测量系统的线性性是指系统在整个测量范围内是否能保持恒定的量程。
这可以通过分析线性回归来评估。
3. 稳定性测量系统的稳定性是指系统在同一时间内多次测量同一物件时,得出的结果的变化程度大小。
在MSA GRR标准中,稳定性评估可通过分析方差成分来完成。
二、GRR分析GRR(Gage Repeatability and Reproducibility)分析是MSA GRR标准中用于评估测量系统稳定性的一种方法。
GRR分析包括确定系统误差和操作员误差。
1. 系统误差系统误差指由于测量系统本身导致的误差。
在GRR分析中,可以通过测量重复度(重复检测同一物件,检测者亦相同),来评估系统误差。
2. 操作员误差三、数据分析在完成GRR分析后,需要对测量数据进行统计分析。
以下是MSA GRR标准中常用的数据分析方法:1. Cp和Cpk指标:可用于衡量测量系统的能力是否足够,以满足产品或过程的规格要求。
2. 误差图:可以帮助用户直观地评估测量系统的稳定性和误差。
3. 方差分析(ANOVA):可用于确定系统误差和操作员误差及其交互作用的大小。
综上所述,MSA GRR标准是一种用于评估测量系统能力和稳定性的方法。
通过对系统偏差、线性性和稳定性进行评估,以及GRR分析和数据分析,可以获得全面的测量系统能力信息。
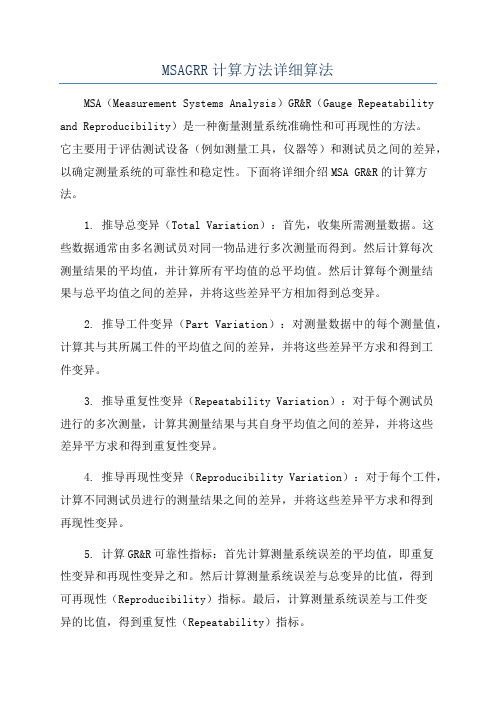
MSAGRR计算方法详细算法MSA(Measurement Systems Analysis)GR&R(Gauge Repeatability and Reproducibility)是一种衡量测量系统准确性和可再现性的方法。
它主要用于评估测试设备(例如测量工具,仪器等)和测试员之间的差异,以确定测量系统的可靠性和稳定性。
下面将详细介绍MSA GR&R的计算方法。
1. 推导总变异(Total Variation):首先,收集所需测量数据。
这些数据通常由多名测试员对同一物品进行多次测量而得到。
然后计算每次测量结果的平均值,并计算所有平均值的总平均值。
然后计算每个测量结果与总平均值之间的差异,并将这些差异平方相加得到总变异。
2. 推导工件变异(Part Variation):对测量数据中的每个测量值,计算其与其所属工件的平均值之间的差异,并将这些差异平方求和得到工件变异。
3. 推导重复性变异(Repeatability Variation):对于每个测试员进行的多次测量,计算其测量结果与其自身平均值之间的差异,并将这些差异平方求和得到重复性变异。
4. 推导再现性变异(Reproducibility Variation):对于每个工件,计算不同测试员进行的测量结果之间的差异,并将这些差异平方求和得到再现性变异。
5. 计算GR&R可靠性指标:首先计算测量系统误差的平均值,即重复性变异和再现性变异之和。
然后计算测量系统误差与总变异的比值,得到可再现性(Reproducibility)指标。
最后,计算测量系统误差与工件变异的比值,得到重复性(Repeatability)指标。
6.评估和改进:通过对可再现性和重复性指标的分析,评估测量系统的可靠性和稳定性。
如果得到较高的指标值,则说明测量系统的误差较小,系统较为可靠。
如果得到较低的指标值,则需要对测量系统进行改进或调整以提高其准确性和稳定性。

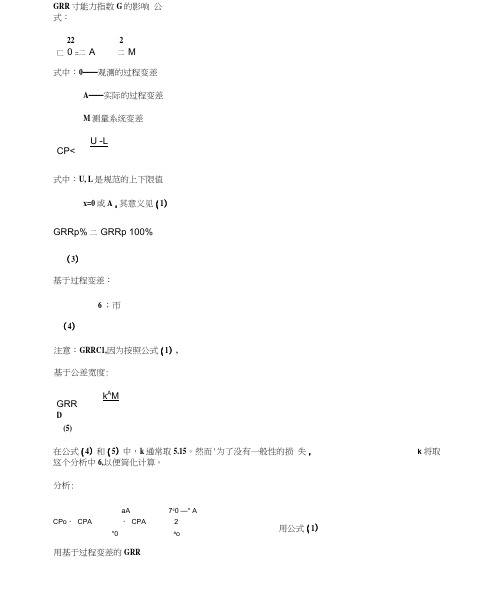
GRR寸能力指数G的影响公式:22 2匚0 =二A 二M式中:0——观测的过程变差A——实际的过程变差M测量系统变差U -LCP<式中:U, L是规范的上下限值x=0或A,其意义见(1)GRRp% 二GRRp 100%(3)基于过程变差:6 ;帀(4)注意:GRRC1,因为按照公式(1),基于公差宽度:k A MGRRD(5)在公式(4)和(5)中,k通常取5.15。
然而'为了没有一般性的损失,k将取这个分析中6,以便简化计算。
分析:aA 7c0 —° ACPo ・ CPA ・ CPA 2用公式(1)°0a o用基于过程变差的GRRCpo =CpA m 4——=CpA J —GRR 2OQ (6 ' 用基于公差宽度的GRRCpo =CPA J ・(CpoGFW(7 1图押:盧■的和实际的t?p (基于过程〉用公式(4) (6)CP A 二〒 Cpo1 ・ GRR2 1叫CP Q 因此:用公式(2)和(5)J-(Cpo GRR)2图表分析:根据公式(6),考虑到Cpx 和Cp 。
直线族为:0.6 2.6*20:观测与实际Cp值的对比%GRR 70% 60% 50%观测Cp5.0……00 40:观测Cp与实际Cp (基于公差)2.0-•B■■ ■■■■ an aa aa ■■■■■ MB OB «B■■ «■ am as «B OB OB■■OB OB SB ■■as OB■■ ■■ ■■ ■■as as as ■■ ■■ ■■ ■■OB «B as ■■ MB ■■■■0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.92.0。

MSAGRR计算方法详细算法MSA(Measurement System Analysis,测量系统分析)是衡量一个测量系统的准确性、可靠性和稳定性的方法,GRR(Gage R&R,测量仪器重复性与再现性)是MSA中最常用的一种分析方法,用于评估测量仪器在测量过程中所引入的误差,其计算方法包括以下步骤:1.确定测量指标:首先确定需要进行GRR分析的测量指标,例如长度、直径或重量等。
2.选择测量样本:从需要进行测量的样本中,随机选择一批样本。
样本数量建议为30个以上。
4.准备测量工具:准备相应的测量工具,例如卡尺、游标卡尺或称重器等。
5.进行测量:由选定的测量员,对所选样本进行测量。
每个测量员应进行连续两次的测量,以获得重复性和再现性数据。
所有测量应在相同的环境条件下进行。
6.记录数据:将测量结果记录下来,可以使用电子表格或其他数据记录工具。
7. 计算重复性(Repeatability):计算每个测量员在连续两次测量中的测量值差异。
可以使用以下公式计算:重复性= ∑(X_ij - X_i平均)^2 / n,其中X_ij表示第i个测量员第j个测量值,X_i平均表示第i个测量员的平均测量值,n表示样本数量。
8. 计算再现性(Reproducibility):计算不同测量员之间的测量值差异。
可以使用以下公式计算:再现性= ∑(X_i平均 - X平均)^2 / k,其中X_i平均表示第i个测量员的平均测量值,X平均表示所有测量员的平均测量值,k表示测量员的数量。
9. 计算总变异(Total Variation):计算测量系统总体的变异。
可以使用以下公式计算:总变异= 重复性 + 再现性。
10. 计算GRR指标:根据上述计算结果,计算GRR指标以评估测量系统的稳定性。
常用的GRR指标包括Gage R&R %,Gage R&R值和Gage R&R 误差分量。
以上是GRR计算方法的详细算法。
MSA GRR计算公式为了确保产品质量的稳定性和一致性,制造业在生产过程中常常需要进行测量系统分析(Measurement System Analysis,简称MSA)。
而在MSA中,GRR(Gauge Repeatability and Reproducibility)是一种常用的计算方法,用来评估测量系统的可靠性和准确性。
GRR计算公式是通过分析测量数据的方差来评估测量系统的误差来源,包括重复性误差和再现性误差。
重复性误差是由同一操作者在相同条件下重复测量同一样本时引起的误差,而再现性误差是由不同操作者在相同条件下测量同一样本时引起的误差。
GRR计算公式如下:GRR = √(MSR - MSE)其中,MSR代表测量系统的方差,而MSE代表测量误差的方差。
在实际应用中,我们通常需要收集一组测量数据来进行GRR计算。
首先,选择一组合适的样本,确保样本能够代表整个生产过程中的变异性。
然后,选择一定数量的操作者和重复测量次数,以模拟实际生产环境中的操作情况。
接下来,我们需要计算重复性误差和再现性误差的方差。
通过统计分析方法,我们可以得到测量系统的方差MSR和测量误差的方差MSE。
最后,将这两个方差代入GRR计算公式中,即可得到GRR的值。
GRR的结果通常以百分比的形式表示,表示测量系统的误差占总变异性的比例。
一般来说,GRR值越小,说明测量系统的误差越小,可靠性和准确性越高。
在实际应用中,我们可以根据GRR的结果来评估测量系统的可接受性。
通常情况下,GRR值小于10%被认为是可接受的,而大于10%则需要进一步分析和改进测量系统。
除了GRR计算公式外,还有其他一些衍生的计算方法,如Gauge R&R Study和ANOVA方法。
这些方法在实际应用中可以根据具体情况选择使用,以评估和改进测量系统的性能。
总结起来,MSA GRR计算公式是一种常用的评估测量系统可靠性和准确性的方法。
通过分析测量数据的方差,我们可以得到测量系统的误差来源,并评估其可接受性。
331012345678910Total 1.A 10.29-0.56 1.340.47-0.80.020.59-0.31 2.26-1.36 1.942.20.41-0.681.170.5-0.92-0.110.75-0.21.99-1.251.663.30.64-0.58 1.270.64-0.84-0.210.66-0.17 2.01-1.31 2.114.均值Mean0.44667-0.60667 1.260000.53667-0.85333-0.100000.66667-0.22667 2.08667-1.306670.190333Sum A 1.34-1.82 3.78 1.61-2.56-0.32-0.68 6.26-3.92 5.71005. 极差Rang0.350.120.170.170.120.230.160.140.270.110.1840006.B 10.08-0.47 1.190.01-0.56-0.20.47-0.63 1.8-1.680.017.20.25-1.220.941.03-1.20.220.550.082.12-1.6211.3048.30.07-0.68 1.340.2-1.280.060.83-0.34 2.19-1.50.899.均值Mean0.13333-0.79000 1.156670.41333-1.013330.026670.61667-0.29667 2.03667-1.600000.068333Sum B0.4-2.37 3.47 1.24-3.040.08 1.85-0.89 6.11-4.8 2.050010. 极差Rang0.180.750.4 1.020.720.420.360.710.390.180.51300011.C 10.04-1.380.880.14-1.46-0.290.02-0.46 1.77-1.49-2.2312.2-0.11-1.131.090.2-1.07-0.670.01-0.56 1.45-1.77-2.5613.3-0.15-0.960.670.11-1.45-0.490.21-0.491.87-2.16-2.8414.均值Mean-0.07333-1.156670.880000.15000-1.32667-0.483330.08000-0.50333 1.69667-1.80667-0.254333Sum C -0.22-3.47 2.640.45-3.98-1.450.24-1.515.09-5.42-7.6315. 极差Rang0.19000.42000.42000.09000.39000.38000.20000.10000.42000.67000.3280000.168889-0.851111.0988890.366667-1.06444-0.185550.454444-0.34222 1.940000-1.571110.0014441.520000-7.660009.890000 3.300000-9.58000-1.67000 4.090000-3.0800017.460000-14.14000.13 3.5111110.34166723D4 3.27 2.5750.3509690.879792D300-0.348080.00000A2 1.88 1.02312345678910UCLx0.35100.35100.35100.35100.35100.35100.35100.35100.35100.3510LCLx-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481UCL R 0.87980.87980.87980.87980.87980.87980.87980.87980.87980.8798LCL R0.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000公差:6σpp变差PV PV 1.104596PV TVTV#DIV/0!TV基于公差base%#DIV/0!基于零件变差%#DIV/0!基于过程变差%#DIV/0!基于过程能力%#DIV/0!公式A Formulandc 5.0936924公式B FormulaX^2/nkr 0.0001878 3.167450088.362122291.88836694.647300Source DF SS MS F P Source DF SS MS F PParts 988.361939.81799492.291420.00000988.361939.81799245.610.000002 3.16726 1.5836379.406050.000002 3.16726 1.5836339.6170.00000180.358980.019940.433720.9741160 2.758930.0459878 3.117920.03997Total 8994.647118994.64711Source VarComp Stdev %Contribu %TV %Toleranc Source VarComp Stdev %Contribut %TV%Tolerance 0.098110.313228.27%28.75%#DIV/0!0.091430.302377.76%27.86%#DIV/0!0.045980.21443 3.87%19.68%#DIV/0!0.039970.19993 3.39%18.42%#DIV/0!0.052120.22830 4.39%20.96%#DIV/0!0.051460.22684 4.37%20.90%#DIV/0!0.052120.22830 4.39%20.96%#DIV/0!0.051460.22684 4.37%20.90%#DIV/0!0.000000.000000.00%0.00%#DIV/0!1.08867 1.0433991.73%95.78%#DIV/0! 1.08645 1.0423392.24%96.04%#DIV/0!Reproducibility Reproducibility Operator Operator Operators*Part 极差图Range chartSUMSQ(sum(men-part))/r sumSQ(all)n=part k=men ANOVA Table With Operator*Part Interaction ANOVA Table Without Operator*Part InteractionParts Operators Gauge R&R With Operator*Part Interaction Gauge R&R Without Operator*Part InteractionTotal Gauge R&R Total Gauge R&R Repeatability Repeatability Operators Operators*Part Repeatability Repeatability Total Part - To - Part Part - To - Part 注:当分析结果超出要求后,利用均值极差图分析原因When analysis result is out of spec,need analyse the root cause by mean and range chart 。
3310
12345678910Total
1.A10.29-0.561.340.47-0.80.020.59-0.312.26-1.361.94
2.20.41-0.681.170.5-0.92-0.110.75-0.21.99-1.251.663.30.64-0.581.270.64-0.84-0.210.66-0.172.01-1.312.114.均值Mean0.44667-0.606671.260000.53667-0.85333-0.100000.66667-0.226672.08667-1.306670.190333Sum A1.34-1.823.781.61-2.56-0.32-0.686.26-3.925.71005. 极差Range0.350.120.170.170.120.230.160.140.270.110.1840006.B10.08-0.471.190.01-0.56-0.20.47-0.631.8-1.680.017.20.25-1.220.941.03-1.20.220.550.082.12-1.6211.3048.30.07-0.681.340.2-1.280.060.83-0.342.19-1.50.899.均值Mean0.13333-0.790001.156670.41333-1.013330.026670.61667-0.296672.03667-1.600000.068333Sum B0.4-2.373.471.24-3.040.081.85-0.896.11-4.82.050010. 极差Range0.180.750.41.020.720.420.360.710.390.180.51300011.C10.04-1.380.880.14-1.46-0.290.02-0.461.77-1.49-2.2312.2-0.11-1.131.090.2-1.07-0.670.01-0.561.45-1.77-2.5613.3-0.15-0.960.670.11-1.45-0.490.21-0.491.87-2.16-2.8414.均值Mean-0.07333-1.156670.880000.15000-1.32667-0.483330.08000-0.503331.69667-1.80667-0.254333Sum C-0.22-3.472.640.45-3.98-1.450.24-1.515.09-5.42-7.6315. 极差Range0.19000.42000.42000.09000.39000.38000.20000.10000.42000.67000.328000
0.168889-0.8511111.0988890.366667-1.064444-0.1855560.454444-0.3422221.940000-1.571111
0.001444
1.520000-7.6600009.8900003.300000-9.580000-1.6700004.090000-3.080000
17.460000-14.140000
0.133.511111
0.34166723D43.272.5750.3509690.879792D300-0.3480810.000000A21.881.023
12345678910UCLx0.35100.35100.35100.35100.35100.35100.35100.35100.35100.3510LCLx-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481-0.3481
UCLR
0.87980.87980.87980.87980.87980.87980.87980.87980.87980.8798
LCLR
0.00000.00000.00000.00000.00000.00000.00000.00000.00000.0000
公差:6σpp变差PVPV1.104596PVTVTV#DIV/0!TV基于公差base on parts spec
%EV#DIV/0!
基于零件变差base on parts variation%AV#DIV/0!
基于过程变差base on process variation%RR#DIV/0!
基于过程能力Base on process PP
%PV#DIV/0!
公式A Formula A
ndc5.093692473
公式B Formula B
X^2/nkr0.00018783.167450088.3621222
91.888366794.6473000
SourceDFSSMSFPSourceDFSSMSFPParts988.361939.81799492.291420.00000988.361939.81799245.613910.0000023.167261.5836379.406050.0000023.167261.5836339.617250.00000180.358980.019940.433720.97411602.758930.04598783.117920.03997Total8994.647118994.64711SourceVarCompStdev%Contribution%TV%ToleranceSourceVarCompStdev%Contribution%TV%Tolerance0.098110.313228.27%28.75%#DIV/0!0.091430.302377.76%27.86%#DIV/0!0.045980.214433.87%19.68%#DIV/0!0.039970.199933.39%18.42%#DIV/0!0.052120.228304.39%20.96%#DIV/0!0.051460.226844.37%20.90%#DIV/0!0.052120.228304.39%20.96%#DIV/0!0.051460.226844.37%20.90%#DIV/0!0.000000.000000.00%0.00%#DIV/0!1.088671.0433991.73%95.78%#DIV/0!1.086451.0423392.24%96.04%#DIV/0!测试日期Test Tate量具编号Equipment NO.基件编号P/N测量人员OperatorB平价人数Appraisers 测量系统分析MSA GR&R---数据记录表 Data Worksheet报告编号Report NO.量具名称Equipment Name产品类型Description测量人员OperatorA试验次数Trials单位UnitMM规格下限LSL过程变差/过程能力Process Variation(σ/PP)样 品 数Samples参数规格Dimension规格上限USL测量人员OperatorC0.2110000.0010000.1150000.089000-0.223000-0.256000分析时机Analytical Occasion零件编号Parts NO.平均值Average0.1940000.166000#DIV/0!20.04%sumSQ(sum(men))/nrSUMSQ(sum(1-10part))/kr-0.284000零件均值Parts MeanTotal试验次数Trials0.444667Part - To - PartPart - To - Part 注:当分析结果超出要求后,利用均值极差图分析原因When analysis result is out of spec,need analyse the root cause by mean and range chart 。均值图meanchart1.1045961.1045961.1045960.0000000.0000001.146135#DIV/0!#DIV/0!26.68%#DIV/0!#DIV/0!96.38%#DIV/0!#DIV/0!17.61%#DIV/0!Total Gauge R&RTotal Gauge R&R Repeatability RepeatabilityOperatorsOperators*PartRepeatabilityRepeatabilityTotalSUMSQ(sum(men-part))/rsumSQ(all)n=part k=men r=timeANOVA Table With Operator*Part InteractionANOVA Table Without Operator*Part InteractionPartsOperators
Gauge R&R With Operator*Part InteractionGauge R&R Without Operator*Part Interaction Reproducibility Reproducibility Operator OperatorOperators*Part
极差图Rangechart
=AX=AR
=BX=BR
=CX=CR=X=PRPX
=-=XMinXMaxXDIFF
=+=RAXUCLX2
=-=RAXLCLX2
==RDUCLR4
==RDLCLR3
-3.00000 -2.00000 -1.00000 0.00000 1.00000 2.00000 3.00000 AUCLxLCLxBC
0.0000 0.2000 0.4000 0.6000 0.8000 1.0000 1.2000 CUCLRLCLRBA
RegularNew QCPPPAPOther=++=AppraisersRcRRbA/)(RPage:1/4