润滑油基础油络合-吸附精制工艺1技术简介上世纪60年代我国开发
- 格式:doc
- 大小:133.50 KB
- 文档页数:4

润滑油发展历程润滑油,作为现代工业生产中不可或缺的一部分,经历了漫长而曲折的发展历程。
以下将从润滑油的起源、发展和未来进行阐述,以此来展示润滑油的重要性和不断发展的前景。
润滑油的起源可以追溯到古代,人们最早使用的润滑物质是动物油和植物油。
古埃及人用润滑油来减少摩擦,使得木制车辆更容易行驶。
在中国,人们早在公元前1000年左右就开始使用油脂作为润滑剂。
然而,这些天然润滑油存在着易氧化、温度不稳定等缺点,不能满足现代工业对润滑油的多样化需求。
19世纪末,随着工业化进程的加速,人们对润滑剂的需求日益增加。
1866年,美国著名化学家约翰·邓斯特首次制备出合成润滑油,这标志着合成润滑剂的诞生。
1873年,美国人约翰·蒂尔纳摩尔发明了一种用石蜡制造润滑脂的方法,为润滑剂的生产提供了更好的途径。
随着化学技术的不断进步,合成润滑油和润滑脂在性能上逐渐得到改进,开始被广泛应用于工业生产中。
20世纪初,随着机械工业的迅速发展,对润滑油的要求也不断提高。
1927年,美国门特公司研发出第一批高质量的液体润滑油,开创了润滑油技术发展的新时代。
此后,润滑油的研发不断推陈出新,性能和品种不断得到改进和扩展。
随着航空航天、汽车、化工等行业的发展,高温、高压、高速等极端工况下的润滑需求也逐渐增加。
如今,润滑油已经成为现代工业中不可或缺的一部分。
润滑油不仅可以减少机械零件之间的摩擦,延长机械设备的使用寿命,还能降低能源消耗,提高工作效率。
现代润滑油不仅包括润滑脂和液体润滑油,还涵盖了多种特殊用途的润滑剂,如导热油、火花塞油等。
润滑油的研发还涉及绿色环保和节能减排等方面,以适应现代社会对环保可持续发展的要求。
未来,润滑油的发展前景充满希望。
随着新材料、新工艺的不断涌现,对润滑油性能的要求将进一步提高。
例如,人们对润滑油的耐高温、耐腐蚀、耐磨损等性能的需求将不断增加。
此外,随着智能制造和物联网技术的发展,润滑油的使用和监测将更加智能化和自动化。

润滑油高压加氢工艺用加氢方法生产润滑油目前有3种最具代表性的工艺技术。
一种是六十年代开发的采用加氢处理和溶剂精制相结合的物理-化学办法。
典型的有法国IRP润滑油加氢技术,我国在80年代初引进,在兰州炼油厂建有工业装置。
在国内,抚顺研究院、石油化工科学研究院也开发出了该相技术,并拥有催化剂,其中石油化工科学研究院目前已将其技术推向市场。
另一种技术是美国Mobli公司开发,于1981年工业化的催化脱蜡MLDW工艺。
随后,在世界各地先后建设了11套工业装置,这些装置处理的原料油从轻质中性油到光亮油,加工能力从7万吨/年到70万吨/年,总加工能力达到300万吨/年。
国内没有引进该相技术,但抚顺石油三厂在80年代就开发成功了加氢裂化尾油临氢降凝技术,石油化工科学研究院也在90年代推出适合于环烷基油的催化脱蜡技术,并成功地应用于辽河油田和新疆克拉玛依石油化工厂。
1993年8月,美国Chevron公司开发了润滑油异构脱蜡技术,在短短8年时间里,向全世界转让了16套工业装置,其加工能力已超过510万吨/年。
1999年,Mobil公司宣称其推出的异构脱蜡MSDW技术,已在新加坡Yurong炼油厂投产成功。
目前,大庆石油管理局油田化工总厂引进异构脱蜡技术合同已经国家批准。
国内石油化工研究院开发的异构脱蜡技术和催化剂已经过鉴定,并计划在茂名进行工业放大。
异构脱蜡工艺从加工过程看,非常类似于催化脱蜡,但由于其采用的催化剂具有正构烷烃转化为异构烷烃的功能,因而产品收率和产品质量上都要好于催化脱蜡技术。
据初步统计,到2000年中期,全世界基础油的生产能力约4000万吨/年,其中不到10%采用全氢法生产的。
而在1995年-2000年期间已宣布增建250万吨/年生产能力中,全氢法流程约占一半,预计2000年北美基础油生产能力中,溶剂精制油将比1996年减少约30%,而经加氢裂化或加氢处理的产品将比1996年增加约3倍。
由此可以看出,在发达国家润滑油中,采用加氢技术所占的比重将日益增加。

润滑油基础油的制备与应用润滑油在工业生产中扮演着不可或缺的重要角色。
润滑油最核心的组成部分便是基础油。
基础油的质量直接影响到润滑油的性能指标,如粘度、氧化安定性、低温流动性等。
因此,研发更高品质的润滑油基础油具有重要的意义。
一、润滑油基础油的制备润滑油基础油通常分为矿物油、合成油和生物油三类。
其中,矿物油是指从石油提炼出的基础油。
石油本身就是复杂的有机化合物,经过多个步骤的加工和分离,才能提炼出适用于制备润滑油的基础油。
合成油是指通过化学合成得到的基础油。
合成油的优点在于可以根据需要精确控制关键的化学性质,以满足不同类型润滑油的要求。
生物油是指从植物或动物中提取的基础油。
相对于传统油品,生物油环保性更高,但同时其生产成本也更高。
在润滑油基础油的制备过程中,最为关键的是加工工艺的优化。
例如,合成油的制备过程中需要根据反应物浓度、反应温度等参数的优化而得到最佳的产率和产品性能。
同时,矿物油的开采和提炼过程中,需要减少对环境和人体的影响,尽可能降低产品污染和环境污染的风险。
二、润滑油基础油的应用润滑油基础油的应用范围非常广泛。
在机械制造业中,润滑油可以用于汽车、航空器、火箭等各类发动机的润滑。
同时,润滑油也常常被用于海运、轨道交通领域的机械设备。
相比较于传统的矿物油基础油,合成油和生物油的应用范围也在逐渐扩展。
合成油适用于高温、高负荷的工作环境,可以提高润滑油的稳定性和热稳定性。
生物油的环保性使得其在一些特定环境、如国家公园等使用较多。
值得注意的是,不同的润滑油基础油在性能方面也存在差异。
例如,矿物油在耐氧化性方面较差;合成油的界面活性较低;生物油可能存在微生物污染的风险。
因此,在润滑油选择及使用过程中,需要根据具体使用条件和性能需求来选择合适的润滑油基础油。
三、结论润滑油基础油是润滑油中最核心的组成部分。
在润滑油基础油的制备过程中,加工工艺的优化是关键。
润滑油基础油的应用范围广泛,包括机械制造业、海运、轨道交通等领域。
润滑油的生产工艺润滑油是重要的石油化工产品之一,其产品种类繁多,广泛应用于生产与生活领域。
成品润滑油主要由基础油和添加剂组成,其中基础油占绝大部分,因而基础油的性能和质量对润滑油的质量影响至关重要。
添加剂可以改善基础油性能,是润滑油的重要组成部分。
润滑油用在各种类型机械上以减少摩擦,保护机械及加工件的液体润滑剂,主要起控制摩擦、减少磨损、冷却降温、密封隔离等作用。
2。
1 润滑油的生产工艺2.1。
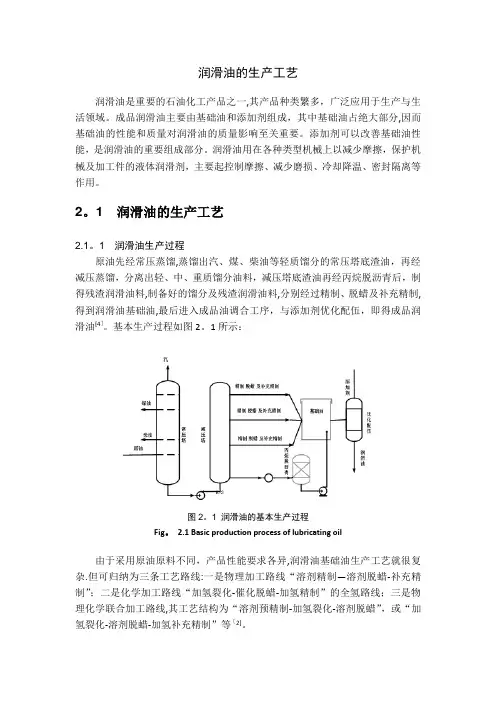
1 润滑油生产过程原油先经常压蒸馏,蒸馏出汽、煤、柴油等轻质馏分的常压塔底渣油,再经减压蒸馏,分离出轻、中、重质馏分油料,减压塔底渣油再经丙烷脱沥青后,制得残渣润滑油料,制备好的馏分及残渣润滑油料,分别经过精制、脱蜡及补充精制,得到润滑油基础油,最后进入成品油调合工序,与添加剂优化配伍,即得成品润滑油[4]。
基本生产过程如图2。
1所示:图2。
1 润滑油的基本生产过程Fig。
2.1 Basic production process of lubricating oil由于采用原油原料不同,产品性能要求各异,润滑油基础油生产工艺就很复杂.但可归纳为三条工艺路线:一是物理加工路线“溶剂精制—溶剂脱蜡-补充精制”;二是化学加工路线“加氢裂化-催化脱蜡-加氢精制”的全氢路线;三是物理化学联合加工路线,其工艺结构为“溶剂预精制-加氢裂化-溶剂脱蜡”,或“加氢裂化-溶剂脱蜡-加氢补充精制”等[2]。
2。
1.2 典型工艺流程(1)物理加工路线以石蜡基原油常减压渣油为进料加工制造润滑油时,典型的工艺流程如图2。
2所示[5]:图2.2 润滑油生产的物理加工路线Fig. 2.2 Physical route of lubricating oil processing(2)化学加工路线以全氢工艺生产基础油时,润滑油厂原料制备过程与上述生产过程基本相同,然而基础油的生产工艺结构则有很大的差别[6]。
图2.3展示了化学加工路线中全氢法生产润滑油基础油的工艺和总流程:图2。
精制工艺在润滑油基础油生产中的作用分析摘要:润滑油产业是与国计民生密切相关技术密集型支柱产业之一,我国为世界第二大润滑油消费国,虽然我国也是润滑油生产大国,但由于大部分生产企业仍沿用传统工艺,技术落后,只能满足中低档油的市场需求,高档润滑油发展受到制约。
润滑油基础油加氢异构脱蜡是高档润滑油基础油生产的最新技术。
自1999年起,大连化物所瞄准国际炼油技术前沿,开展润滑油基础油加氢异构脱蜡技术及催化剂的开发研制。
项目先后投入科研经费三千多万元,历经小试开发、中试放大和工业试验,通过一系列创新集成及技术突破,解决了若干工程和技术难题,研制成功三种新型分子筛,并实现5m³反应釜规模工业生产,分别针对石蜡基和环烷基原料油开发出不同系列、具有自主知识产权的异构脱蜡专用催化剂及配套工艺技术,满足多种原料生产各种黏度级别高档润滑油基础油的需求。
关键词:润滑油基础油;抗乳化度;抗氧化安定性;空气释放性引言随着社会经济的快速发展和石油工业的革新转型,润滑油市场的需求量逐年上升,润滑油产品的质量要求也在不断提升,其中润滑油基础油的质量直接影响着润滑油品质量。
中国石油大连石化公司采用石蜡基原油加工生产润滑油基础油,由于其烷烃和长侧链的环烷烃含量较高,有利于取得较高的精制收率及性能良好的基础油。
在整个加工生产过程中,通过有效地精制处理,保留正影响物质,去除润滑油基础油中负影响物质,最终获得高品质润滑油基础油。
1润滑油生产工艺在当前的润滑油生产过程中,绝大多数企业为了提高生产效率、保证产品的质量、节约有效的能源,通常会合理使用自动化技术进行生产。
在实际的生产过程中,自动化生产工艺运行十分复杂,工作人员需要先通过自动化系统收集相关的数据信息,数据信息一般会以数据或者图像的方式进行表示,然后再根据数据或图像的反馈进一步控制和分析整个生产过程,通过对物料数量、设备操作以及设备之间的相互配合等工作进行设计,不仅能精准操控生产设备的运行,还大大提高了生产的效率、减轻了现场工作人员的工作负担,实现了连续自动生产,给企业带来了更高的经济效益。

中国润滑油的发展历史润滑油在工业领域中扮演着重要的角色,它可以减少机器零件之间的磨擦,延长机器的使用寿命,提高工作效率。
随着中国工业的发展,中国润滑油行业也经历了漫长而充实的发展历程。
本文将回顾中国润滑油的发展历史,探讨其过程中所面临的挑战和取得的成就。
一、中国润滑油行业的起步阶段20世纪50年代至70年代是中国润滑油行业的起步阶段。
在这个时期,中国润滑油行业主要依赖进口产品。
由于当时国内技术和设备的限制,中国润滑油产量较低,并且主要以轻质润滑油为主。
然而,随着国家工业的不断发展和需求的增加,中国润滑油行业开始走上了自主研发和生产的道路。
二、中国润滑油行业的技术突破与创新1. 技术引进与消化吸收在20世纪80年代初,中国润滑油行业开始引进国外先进的润滑油生产技术和设备。
通过消化吸收和改进创新,中国开始逐步打破对进口润滑油的依赖。
这一时期的技术引进和吸收为中国润滑油行业的发展奠定了基础,为后续的技术突破创造了条件。
2. 研发与自主创新随着技术引进的基础上,中国润滑油行业开始着重于自主研发和创新。
通过加强科研力量的投入和提高研发能力,中国润滑油企业开始推出更多类型和规格的润滑油产品,涵盖了不同工艺、温度和机械设备的需求。
这为中国润滑油行业在国内市场的竞争中赢得了一席之地。
三、中国润滑油行业的市场化与国际化1. 市场化改革与提质增效改革开放以后,中国润滑油行业面临着市场化的挑战和机遇。
润滑油企业逐渐实行自主经营,注重市场需求的调研和产品质量的提升。
通过企业自主经营模式的引入,中国润滑油企业开始注重提高产品质量、降低成本、增强市场竞争力。
2. 国际化与技术合作为了提升技术与管理水平,中国润滑油企业积极开展国际合作与交流。
与国际知名润滑油企业进行技术合作,学习其先进管理经验和生产技术,加快中国润滑油产业的发展步伐。
国际化的发展策略为中国润滑油企业拓展了广阔的国际市场,提升其在国际竞争中的地位。
四、中国润滑油行业的现状与展望目前,中国润滑油行业已经取得了长足的发展。
润滑油基础油络合-吸附精制工艺
1 技术简介
上世纪60年代,我国开发了适应于我国原油特点的“老三套”润滑油基础油精制
工艺,即:溶剂精制、酮苯脱蜡、白土补充精制。至上世纪90年代末,我国约80%
的润滑油生产装置采用该精制工艺。白土补充精制能脱除溶剂精制和酮苯脱蜡后基
础油中残余的溶剂、大分子缩合物和不稳定化合物等,进一步改善润滑油的颜色,
提高安定性,降低残炭。但存在精制油质量差、收率低、白土用量大、粉尘含量超
标、废白土污染、工人劳动强度高等诸多问题。
针对这些问题,武汉润尔华科技有限公司开发了润滑油基础油络合-吸附精制工
艺,以替代现在普遍应用的白土精制工艺,并获国家发明专利。该技术已在兰州石
化、燕山石化、大连石化等润滑油基础油生产企业成功应用。
在基础油络合-吸附精制工艺中,先用RUN-410络合精制剂脱去基础油中的碱
性氮化物、胶质、沥青质和其它不良组分,再用RUN-422高效吸附剂在较低温度下
进一步补充精制。该工艺与白土精制工艺相比:
(1)提高了润滑油基础油质量。氧化安定性、色度等质量指标有明显提高。
(2)精制油收率可提高1~2%,收率达99.70%以上。
(3)综合能耗降低1.0千克标油/吨以上。
(4)经济效益达50元/吨以上。
(5)固体废料降低90%、粉尘浓度降低80%以上,环保效益显著。
(6)劳动强度大幅降低。
随着该项工艺技术的大范围推广使用,为个润滑油基础油生产企业装置挖潜、
节能降耗和减轻环境污染提供了有力的技术保障,经济效益、社会效益和环保效益
十分显著。
2 工艺流程
来自罐区的溶剂精制后脱蜡油,经预热器加热至85~95℃后,进入络合-吸附精
制系统。RUN-410络合精制剂与粗润滑油一起进入静态混合器充分混合反应后,送
至电精制沉降罐进行电沉降分离,N-络合衍生物从电精制沉降罐底部排入N-络合衍
生物贮罐,用槽车运往本厂,是本公司生产RN系列橡胶软化剂和HEDP(羟基亚
乙基二膦酸)的主要原料。
络合精制油从电精制沉降罐顶部排出,与RUN-422高效吸附剂在搅拌混合罐中
充分混合后,送入过滤机过滤,过滤后的精制油送往成品油罐区。废吸附剂送到处
理厂进行无害化处理。其工艺流程图如下:
溶剂精制
脱蜡油
静态混合器
电精制沉降罐N-络合衍生物贮罐槽车运输橡胶软化剂HEDPRUN-410络合精制剂络合精制油
搅拌混合罐
滤机
废吸附剂RUN-422高效吸附剂无害化处理
图1 润滑油基础油络合-吸附精制工艺流程图
3 技术原理
溶剂精制脱蜡后的润滑油基础油中仍残存一定量的碱性氮化物、烷基酸、微量
的胶质和溶剂等极性物质,这些极性物质对润滑油基础油的性能均具有不同程度的
负作用, 在络合精制中,加入的络合剂(其非金属中心离子具有空的3d轨道)与
碱性氮化物(其氮原子上具有孤对电子)发生络合反应,形成极性更强的[碱性氮-络合
剂]络合物,在工业装置上通过电场使络合物极化并定向移动、相互碰撞聚集沉降而
快速分离,从而除去了润滑油基础油中绝大部分的碱性氮化物、环烷酸等极性物质。
在沉降过程中,由于沉降粒子颗粒直径的连续性分布特性,较细小的粒子(包
括少量的[碱性氮-络合剂] 络合物、残余络合剂)沉降较慢,在工业装置中,就随主
体物料一起而带出沉降设备。至于烷基酸,其烷基与润滑油基础油的结构相似,由
于相似相溶原理作用,也留在了络合精制后的润滑油基础油。这些仍然留在润滑油
基础油中的杂质,需要进一步的精制过程才能除去。在络合-吸附精制工艺中,这一
精制是通过吸附精制完成的。
在吸附精制中,由于高效吸附剂具有大比表面积、合适的空隙率和孔径及较强的吸
附活性中心等特点,可在较低的反应温度(小于100℃)下对络合精制油中残留的少量
极性物质进行吸附分离。吸附发生在吸附剂的内孔表面,以化学吸附为主。当[碱性
氮-络合剂] 络合物、残余络合剂、烷基酸等极性分子扩散到吸附剂内表面时, 与吸
附中心上的活性组分形成络合键, 在润滑油络合-吸附精制物料体系中, 该络合键很
难打开而不能脱附,从而达到精制的目的。
4 产品质量指标
表1 RUN-410络合剂精制质量指标
项 目 指 标 检验方法
密度(20℃),g/cm3 ≥
1.80 GB/T 2540-1981
运动粘度(50℃),mm2/s ≤
150 GB/T 265-1988
凝点,℃ ≤
20 GB/T 510-1983
络合活性,% ≥
90.0 QB/WRN010-2010
腐蚀率(90℃,304不锈钢),mm/a ≤
0.125 JB/T 7901-1999
表2 RUN-422高效吸附剂质量指标
项 目 指 标 检验方法
颗粒度(75μm筛网),% ≥
90.0 QB/WRN051-2010
振实密度,g/mL
0.7~1.1 QB/WRN050-2010
吸附率,% ≥
90 QB/WRN040-2010
水分,% 8.0~12.0 干燥失重法
脱酸容量(1%的吸附剂),mgKOH/g ≥
0.05 QB/WRN030-2010
5 工业装置的主要设备
表3 20万吨/年络合-吸附装置主要设备表
序号 设备名称 规格型号 数量 材质要求
1 电精制沉降罐 φ4000×14000×14 1台 316L
2 络合剂贮罐 φ3400×5000×12 1台 316L
3 络合尾渣罐 φ3400×5000×12 1台 316L
4 计量标定罐 φ800×1000×8 1台 316L
5 络合剂计量泵 BOFKM13710L3VSSFPM 2台 316L
6 络合剂(尾渣)泵 2WBF141×52-1.6-82-1000 2台 316L
7 混合器组 Dn100 流量14.0~28.0 m3/h 1套 316L
8 混合搅拌罐 φ2200×5036×8
2台 碳钢
9 真空脱气塔 φ2000×13628×16
1台 碳钢
10 一次滤机 XAZ80-1000-30D/I
2台 碳钢
11 二次滤机 820×820×56
2台 碳钢
12 计量加料称 DLSY—JLC-100
2套 组合件
13 吸附剂料斗 -----
2台 碳钢
6 主要工艺指标
表4 20万吨/年络合-吸附装置络合单元控制指标
指标名称 指标单位
指标值
减二线 减三线 减四线
络合剂加入量
wt% 0.25~0.30 0.30~0.35 0.35~0.50
络合剂贮存温度
℃ 50~65 50~65 50~65
络合尾渣贮存温度
℃ 60~80 60~80 60~80
原料润滑油进料温度
℃ 80~100 80~100 80~100
电精制罐电场直流电压
KV 10~15 8~12 4~8
混合组器进出口压降
MPa 0.01~0.06 0.01~0.06 0.01~0.06
吸附剂加入量 wt%
0.15~0.25 0.25~0.45 0.35~0.50
吸附精制混合罐温度
℃ 80~100 80~100 80~100
汽提塔底温度
℃ ≤135 ≤135 ≤135
过滤温度
℃ 110~130 110~130 110~130
氮气加入量(间歇操作)
Nm3/h 100 100 100