自动切割机说明书
- 格式:ppt
- 大小:1.23 MB
- 文档页数:26
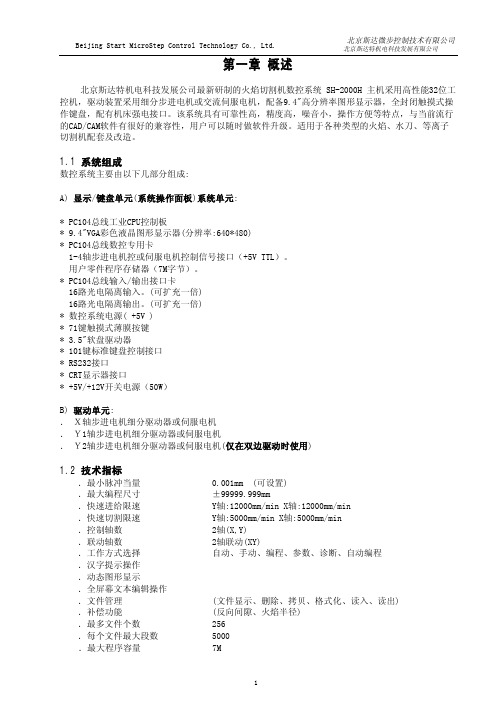
切割机说明书V1.1设备参数1 电源:94V-264VAC 50/60HZ2 重量:20KG3 尺寸:430(L)×330(W)×260(H)㎜4 切割精度:±0.1㎜5 切割尺寸:1.0㎜~99,000㎜6 切割速度:230strips/min按键说明:1.连动(Autocut):此键按一下连续切割,再按一下切割停止。
2.点切(Onecut):此键按一下机器运行一次完整切割。
3.送片(Feed):按着此键不放片材连续送,放开此键送片停止。
4.清零(Clear):此键按一下切割数量清零。
5.设置(Set):此键按一下进入设置状态,可对宽度和数量参数的修改。
6.减一(-):此键按一下切割数量减一。
7.增加(▲):在设置状态下,可对光标所在参数进行加8.减少(▼):在设置状态下,可对光标所在参数进行减在没进入设置状态按此键可以缓慢进行刀头上下运动。
9.电源开关(Power SW):机器电源总开关。
10.急停开关(Emergency):紧急停机开关,切割和送片等操作失效。
屏幕显示说明:打开电源开关液晶屏显示如图1。
宽度速度数量图1开机后显示的是默认参数,每次开机后都一样宽度=400表示切割的宽度是4mm,可以通过增加(▲) 减少(▼)键进行微调。
速度=100表示切割的速度是100(约340次/分钟),数字越大表示切割越快,数字越小表示切割越慢。
数量=0 表示当前的切割切割数量是0条,每切割一次,此数会自动加一,按清零(Clear) 键该数重新为0。
T =0 表示当前的切割数量是0条,每切割一次,此数会自动加一,按清零(Clear)键无影响,但断电后该数清零。
Q=1000 表示设定连续设定片数,在连续切片中,切片数量到达Q设定片数时,会自动停止切割,清零后,按连动可以继续切割。
参数设置说明:按设置(Set)键可修改各项参数。
按此键一次显示如图2,再按一次会显示如图3,再按一次会显示如图4,光标会在宽度,速度设定片数这3参数间变换。


AccutomAccutom-5自动精密切割机Accutom-50自动精密切割研磨机Accutom-5和Accutom-50的共同特性- 定位精度可达5微米;- 可预设的恒定进刀速度(0.005~3毫米/秒);- 可调节的载荷限值;- 试样可转动或振动;-切割轮转速可调节到3000转/分;- 菜单式控制和数字输出显示;- 内置切割轮清单;- 用户可定义切割方法的数据库;- 内置循环冷却装置;- 密闭的带安全开关切断室。
共同应用领域:可对以下各种材料进行精密的无变形切割:- 金属;- 电子元件;- 陶瓷;- 复合材料;- 晶体;- 硬质合金;- 矿物;- 纤维增强材料;- 生物材料(齿、骨)。
Accutom-50的新增特性- 连续薄片切割(Multi-cut);- 薄片试样研磨;- 根据试样组成的目标研磨;- 切割轮转速可以调节到5000转/分;- 带切割与研磨方法的数据库;- 改进型菜单式控制。
新增的应用领域- 可对各种材料进行连续精密切割;- 矿物薄片的制备;- 陶瓷薄片的制备;- 根据试样组成的目标研磨。
Accutom-50是根据历经考验的现有Accutom-5技术研发的,并拥有代表当今精密切割技术领域最先进水平的一系列功能,如试样定位精度达到5微米以内、恒定进刀速度以及试样可转动或振动等。
新增的全自动连续切割与精密研磨装置以及更高的转速等都使Accutom-50成为当今最通用的试样精密加工设备。
工作原理Accutom-5和Accutom-50都采用同一种经精密加工的铸造机箱。
试样沿X 轴和Y 轴方向的运动都由步进电机控制,定位精度非常高。
定位精度可达5微米步进电机具有很高的分辨率,使试样的定位精度可达5微米。
试样沿X 轴方向的最大可移动距离为60毫米。
可预设的恒定进刀速度进刀速度可以预设,并可控制在0.005~3毫米/秒的范围以内。
由于具有如此宽的进刀速度调节范围,即使是最容易损坏的材料也可以进行切割。

ICm 200Q数控自动送料切割机系统说明书ICm 200Q数控自动送料切割机系统说明书:一、ICm 200Q数控自动送料切割机系统切割前准备(一)、使用前必须认真检查设备的性能,确保各部件的完好性。
(二)、电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查,操作台必须稳固,夜间作业时应有足够的照明亮度。
(三)、使用之前,先打开总开关,空载试转几圈,待确认安全无误后才允许启动。
(四)、操作前必须查看电源是否与电动工具上的常规额定220va 电压相符,以免错接到380va的电源上。
二、ICm 200Q数控自动送料切割机系统切割注意事项(一)、切割机工作时务必要全神贯注,不但要保持头脑清醒,更要理性的操作电动工具。
严禁疲惫、酒后或服用兴奋剂、药物之后操作切割机。
(二)、电源线路必须安全可靠,严禁私自乱拉,小心电源线摆放,不要被切断。
使用前必须认真检查设备的性能,确保各部件完好。
(三)、穿好合适的工作服,不可穿过于宽松的工作服,更不要戴首饰或留长发,严禁戴手套及袖口不扣而操作。
(四)、加工的工件必须夹持牢靠,严禁工件装夹不紧就开始切割。
(五)、严禁在砂轮平面上,修磨工件的毛刺,防止砂轮片碎裂。
(六)、切割时操作者必须偏离砂轮片正面,并戴好防护眼镜。
(七)、严禁使用已有残缺的砂轮片,切割时应防止火星四溅,并远离易燃易爆物品。
(八)、装夹工件时应装夹平稳牢固,防护罩必须安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。
(九)、中途更换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。
(十)、必须稳握切割机手把均匀用力垂直下切,而且固定端要牢固可靠。
(十一)、不得试图切锯未夹紧的小工件或带棱边严重的型材。
(十二)、为了提高工作效率。
对单支或多支一起锯切之前,一定要做好好辅助性装夹定位工作。
(十三)、不得进行强力切锯操作,在切割前要待电机转速达到全速即可。
(十四)、不允许任何人站在锯后面,停电、休息或离开工作地时,应立即切断电源。

Automatic machines usingthe plasma and oxycutting processes for high-quality cutting.2003-298N E WH P C D I G I T A L P R O C E S S OX Y C U T T I N G S Y S T E M22002-4381275-0590255-0672005-7961115-0010823-004Single or multi-torch HP plasma cuttingOxycuttingOxycutting beveling unitPlasmabeveling unitMarkingAir Liquide Welding multi-process automatic118-0012002-1042005-7830031-045OXYTOME HPCcutting solutions.OPTITOME 1542-14OPTITOME 15Has all the qualities requiredfor plasma arc cutting, thanksto its design and the choiceof techniques usedExhaust fume extractiontableThis sturdy structure hasoptimized exhaust fume suctionthat acts over the entire lengthto make for easier loadingand unloading of workpieces.The oxycutting option comescomplete with a specially adaptedsteel metal backing strip. 2000-1511115-0010255-0442000-1962001-2971OXYTOME/PLASMATOME : for perfect plas625-971Fitted with a tool holderwith 250 mm travel, thesemachines can adapt to suitthe needs of all trades,and have a cutting potentialranging from the thinnest(0.65 mm) to the thickestpossible thicknessesfor plasma and/or oxycutting.Their concept: versatilityand a wide choice of:Systems:From the single-torch NERTAJET50 to the two-torch NERTAJETHP 720,Applications:0.5 mm thick non-alloy steelsTo 350 mm thick low-alloy steelsTo 150 mm thick light alloysTo 150 mm thick stainless steels.Uses:Dry plasma cuttingto immersed plasma cutting.(according to plasma installations).22-5631-58PLASMATOME 25NERTAJET HP 600Main features:•Dual-motor drive system on the longitudinal axis ensures constant performancequality at any speed•A range of suitable cutting speeds from 0 to 10 m/min.•A 15 m/min range of travel speeds•A single supplier for all equipment:- Machine, generator, torch, tool holder, height servo-control,•High-performance options for steel plate marking and environmental protection,•Torch shock protection on all versions of the NERTAJET HP•Single or multi-torch available for enhanced productivity.ma cutting70255-0370031-4482005-783•The OXYTOME HPC 20, 25,30, 40 rangeor the OXYTOME RS HPC 30,40, 50 and 65 range with reinforced structure provides the degree of automation required for your applications.Rational useof the NERTAJET HP plasma cutting process can be achieved by fitting it with an optional dual drive system.•With the HPC DIGITAL PROCESS gas control features,you are sure of continuous gas control without the need for operator monitoring.•Each blowtorch is fitted with a set of warm-up solenoid pilot valves to speed up the process.•Rationalized gas control:to prevent maladjustments in the blowtorches and reduced gas consumption•Electric tool holderwith 150 mm travel. Reduces operator interventions, thus limiting the riskof perpendicularity errors.•Capacitive sensor: ensures tool holder automation and continuous monitoring of the cutting height.The small-diameter tilted edgecapacitive sensor and the igniter are retracted when startinga cut in the center of a plate and are thus protected.When the tool holder is in the raised position,the capacitive sensor provides torch shock protection during high-speed movements.2006-2992006-303OXYTOME HPC9H P C -109N f e a t u re s u re sOptions10Tapering systemNarrow strip cutting systemCapable of cutting strips from 80 to 155 mm wide,using independent blowtorches to give a better qualitycut.V X K axis straight beveling systemFor bevels parallelto the axes usingmechanicalproximity sensors.Oxycutting equipmentThe standardmachines aredesigned to take6 blowtorches(8 availableon option).Tool holder PO 150 HPCwith capacitive proximity sensorHPC-1324-71255-67 25-8631-22Common options1507-0011507-0020031-0550031-00560031-0510031-0310255-0412000-13720Plasma arc equipment1231-55255-4456255-621-297Power SourcesDC power sources are used. Allautomatic plasma power sources areof electronic “transistorized chopper”technology and providing superiorperformance thanks to the ability toreact simultaneously with the cuttingarc to ensure total cutting stability.*720 A possible on request.0031-0280031-0552005-636not alter the surface finish of the material.131115-0010031-0621922-0380255-0441275-049EC B DA An alternative to laser cutting, high-performance plasma arc cutting using the ALPHAT OME DIGIT AL PROCESS is the cost-effective solution for plasma cutting of non-alloy steel, stainless steel or light alloy plates. Gives precise cuts, particularly recommended for thicknesses of 0.5 to 25 mm.ALPHATOME DIGITAL PROCESS143357-001Economic ratingThe NERTAJET HP plasma cutting process lies between the oxycutting and the lasercutting processes in terms of machine investment, range of thicknesses to be cut and cutting quality. However, its fastcutting speeds provide the lowest operating costs (cost per meter of cut material).2004-2594Comparative economic analysis between the plasma cutting process and the laser cutting processLaser Plasma Thk. 1mmLaser Plasma Thk. 5 mmLaser Plasma Thk. 10 mmCutthicknessEuros per cut meter *ConsumablesProgramming + labor Equipment costs1,410,555%*dependson return on inves-tment times,hourly rates, etc.Potential savings60 %62 %Legend:Cost-effectiveness ratingGoodAverageLowLess than 150 000 Euros Morethan 150 000 EurosQuality Laser PlasmaInvestmentLegend:The ALPHATOME fully exploits all the capabilities of the NERTAJET HP:•A brushless drive system,•Transverse and longitudinal guide system by recirculating ball bearings and slides,•Suitable working height (920),•A high-inertia longitudinal track,•High-performance path control by the HPC digital process.The combination of these techniques endows the NERTAJET HP with:•Perfect path control,•Perfect match between machine movements and the plasma process,•On-going effort to achieve the optimum conditions required to ensure very high cutting quality,•Positioning accuracy of +/- 0.1 mm.2004-5982001-2972002-4372004-799T he development of microprocessors has made it possibleto group together all the components of a digital controllerin a small space. The D 2.5+, 510 or 610 controllers integrateperfectly into the Air Liquide Welding machines to provide evenbetter accuracy, productivity and return on investment. Digital controls1631-43D 2.5+Generates 50 selectable shapesand can be connectedto a programming softwarethrough a serial link.D 510Digital controller built aroundan open-ended PC architecturewith Windows NT-basedmovement control softwarefor enhanced performanceand extremely high-performancemultitasking operation. A touch-sensitive flat LCD screen providesaccess to a user-friendlyman-machine interface,all controlled by a Pentiumprocessor. Using the 50 standardshapes and the latestcommunication modes, the D 510is a digital controller perfectlysuited to automated cuttingapplications.D 610This digital controller developedunder Windows 2000 integratesa sophisticated path algorithmthat ensures dynamic, real-timepath and I/O control. The high-performance, user-friendly man-machine interface integratesa high-quality touch-sensitivescreen that provides access tothe main control functionsof the digital-control cuttingmachines.Management of the 50 standardshapes, in particularthe innovatory and diversified I/Omanagement, further enhances itsperformances. The D 610 is alsoone of the key functionsin thermal cutting processes.It comes with a high-performancetouch-sensitive screen.255-6322-1123-638 112-32734-22 For further details, see our sales leaflet No. 1515-4240.Standard equipmentOXYCUT G1 blowtorches are designed to operate with cutting gas mixer heads.Rugged and reliable, they ensure high-quality work on plate thicknesses ranging from 3 to 300 mm.Thick platesOXYCUT G2 is designed to work on plate thicknesses of up to 900 mm. Thanks to its cooling system, it is capable of operating in the most extreme conditions.21•OXYCUT : a range of equipment suited to all automatic and semi-automatic oxycutting applications. OXYCUT blowtorches and tips can operate with all types of fuel gases: acetylene,propane, natural gas, tetrene, etc...•NERTAJET 50 : a multi-gas plasma cutting system.OXYCUT/NERTAJET 50NERTAJET 50180823-0561001050150100200300400500600700800900200300400500600700800G1Thickness (mm)MACH G2Max. drilling depth in center of plateOperating ranges with the CPM 15 torch0264-0042000-1492000-147MACH equipmentOXYCUT MACH is an internal-mix blowtorch. It operates with MACH-OXY tips to guarantee operating versatility and high-quality cutting. With reduced gas consumption and high cutting speeds, MACH-OXY equipment is very economical. The tips can be fitted on any type of blowtorch and require only 1 adaptor for each application.311160-002230876-0230264-054mmCPM 15Thk (mm)Stainless steelsAluminium and aluminium alloysNon-alloy andlow-alloy steels OXYCUT, oxycutting equipment (blowtorches + tips)2002-4390823-0033357-0062264-0500823-0062Opens the way to all oxycutting and plasma arc cutting operations that require the use of machines capable of cutting very wide plates and implementing more complex options.CYBERTOME E: a large-width, high-202003-338The CYBERTOME range,built around the machine tools concept to meet the most stringent operating criteria.The available useful cutting widths range from 4 meters to 12 meters. All versions are possible, from 3 meters to 12 meters in increments of 500 mm (other dimensions available on request).The main feature of these machines is their wide variety of useful widths; since any tool holders not being used can be parked on the parking track running along either sideof the cutting surface and installed either behind the control panel,or above the slave travel frame.Particularly intended for large-scale cutting projects, the CYBERTOME range can be equipped on option with:a drive system capable of reaching 30m/min, whereas standard equipment normally provides a speed of 15 m/min.The quality of its high-inertia welded beam means that this machine can be fitted with a very wide range of options to suit a large variety of applications: multi-blowtorch,multi-torch, plasma arc cutting with or without beveling, mechanical drilling and marking.The CYBERTOME range is equipped with a brushless drive system controlled bydigital VSDs to ensure dynamic operation and quality movements that allow oxycutting of thick plates at low speeds and plasma arc cutting at high speeds.The equipment can be equipped with the following, depend on your needs:•Up to 13 blowtorches for oxycutting •Single or multi-torches for all NERTAJET HP 125, 300 and 360 range processes (others available on request)•Mechanical drilling with a PCD ranging from 12 mm to 35 mm on request•Different marking processes: pneumatic,plasma arc, ink jet •Automatic indexing•Angle or position-servo-controlled plasma or oxycut beveling according to specifications •Flame control•All other specific options.1987-003capacity cutting machine.1987-0041987-0052005-6351065-001AZURMATIC : 3 different solutions22 Extraction tablefor dry cuttingThe AZURMATIC table with airextraction offers unrivalled efficiencyin terms of smoke removal thanksto its unique system of transverseextraction ducts. This sturdy one-piece or modular design table isdivided lengthwise into 1-meterwide sections, so that extractiontakes place over the entirewidth of the table but onlyon the module in operation.Mechanical grills actuatedby the movement of the machinestart up suction below the plate onlyat the point where cutting is takingplace. This operating modeguarantees optimum extraction,regardless of the size of the plateto be cut, while still maintaininga moderate extraction air flowrate.Technical characteristics:•Transverse duct extraction system•Table divided lengthwiseinto 1-meter long sections(500 mm sections possibleon request for intensive use)•Removable slag pots•Removable workpiece supportframe with 100 x 6 mm sectionflat irons and 50 x 50 x 5 mmmesh grid•Maximum capacity: plates upto 300 mm thickConstant water levelextraction tableVarious processes, in particularplasma arc cutting with non-immersed water vortex, require acutting table with water recoveryand fume extraction. This tableoffers both possibilities.This patented process avoids theneed for filtering upstream of fumeextraction.Technical characteristics:•One-piece design divided into630 mm sections•Standard lengths: from 3 to 12 m•Standard widths: 1.5, -2, 2.5and 3 m,•Height: 700, 800 or 920 mm,•Maximum capacity: plates upto 50 mm thickVariable water leveltablesVariable water level tables arespecifically intended for immersedplasma arc cutting.This procedure limits solid orgaseous pollution and protectsagainst audible and visualaggressions.It improves cutting accuracy whilelimiting distortion caused by heatingof the workpiece.Technical characteristics:•Modular design in lengthsof 1.5, 1.75 and 2m•Widths to demand•Workpiece support frame swivelsfor quick, easy cleaning.22-56186-64255-11AB C D D**OXYTOME 20 HPC / PLASMATOME 20 2 950 mm 3 920 mm 5 520 mm 2 425 mm 1 625 mm OXYTOME 25 HPC / PLASMATOME 25 3 450 mm 4 420 mm 6 020 mm 2 925 mm 2 125 mm OXYTOME 30 HPC / PLASMATOME 30 3 950 mm 4 920 mm 6 520 mm 3 425 mm 2 625 mm OXYTOME 40 HPC / PLASMATOME 404 950 mm5 920 mm 7 520 mm 4 425 mm 3 625 mm OXYTOME 50 RS* HPC / PLASMATOME RS* 50 5 950 mm6 920 mm 8 520 mm 5 425 mm 1 125 mm OXYTOME 60 RS* HPC / PLASMATOME RS* 60 6 950 mm7 920 mm 9 520 mm 6 425 mm 4 625 mm OXYTOME 65 RS* HPC / PLASMATOME RS* 657 450 mm8 420 mm9 920 mm 6 925 mm2 625 mmALPHATOME 20 2 000 mm 3 200 mm 4 200 mm --ALPHATOME 25 2 500 mm 3 700 mm 4 700 mm --ALPHATOME 303 000 mm4 200 mm5 200 mm--Main characteristics23544A D800400B544A D700550B65304495,53050800800C439,54715,5OXYTOME HPCPLASMATOME ALPHATOME High speed15 m/min15 m/min 22 m/min Operating speed for both ranges0 to 4 m/min for single-drive systems 0 to 10 m/min for dual-drive systems 0 to 10 m/min0 to 10 m/minMax. number of tool holders 8 blowtorche6 blowtorches + 2 plasma torches1 or2 plasma torches 1 plasma torch (2 on option)Digital controller:choice of 4 types DIGISAF 2.5+, 510, 610 or HPC DIGITAL PROCESS HPC DIGITAL PROCESSDual driveon option for other standard widthsde baseUseful standard cutting length 3 mAdditional lengthper 3 m and/or 1.5 m elementMarking (both depending on option)yes 2 (if two-torch option)yes Positioning accuracy ±0,4mm ±0,4mm±0,1mmElectric ignition yes no no Capacitive sensor yes --Detectionyes --Standard control gas de base-de baseCutting thicknessOxycutting 2 blowtorches for 5 to 300 mm range 8 blowtorches for 5 to 80 mm range--plasma cutting--maximum 30 mmPlasma equipmentto demandto demandNERTAJET HP 125 / OCP 150 or NERTAJET HP 300 CPM 360*RS : Reinforced Structure ** 5 PO on parking trackA i r L i q u i d e W e l d i n g r e s e r v e s t h e r i g h t t o c a r r y o u t m o d i f i c a t i o n s t o i t s m a c h i n e r y w i t h o u t p r i o r n o t i c e . T h e m a n u f a c t u r e r a c c e p t s n o l i a b i l i t y f o r i l l u s t r a t i o n s , d e s c r i p t i o n s a n d c h a r a c t e r i s t i c s , w h i c h a r e f o r i n f o r m a t i o n o n l y .Founded in 1902, Air Liquide is the world leader in industrial and medical gases and related services. The company has offices in 65 countries and employs a work force of 36,000. Drawing on constantly renewed technologies, Air Liquide develops groundbreaking solutions used in making countless everyday products and in helping to preserve life.ALW Export Department France13, rue d'Epluches - BP 70024 Saint Ouen l'Aumône 95315 Cergy-Pontoise Cedex - France Tel: +33 1 34 21 33 33 Fax: +33 1 30 37 19 73Email:***********************ALW Export Department Italy Via Torricelli15/A 37135 Verona - Italy Tel: +39 045 82 91 511Fax: +39 045 82 91 536 Email:*************Sales in other countriesBELGIUMAIR LIQUIDE WELDING BELGIUM S.A.Z.I. West Grijpen - Grijpenlaan 5 - 3300 Tienen Tel.: +32 16 80 48 20 - Fax: +32 16 78 29 22CZECH REPUBLICAIR LIQUIDE CZ S.R.O. - Welding & Cutting Jinonickà 80 - 15800 Praha 5Tel.: +420 257 290 384 - Fax: +420 257 290 428FRANCESCS - réseau OERLIKON10 Route de Boncourt - BP 7007955202 COMMERCY Cedex - FranceTel : +33 3 29 91 12 50 - Fax : +33 3 29 91 21 51GERMANYOERLIKON SCHWEISSTECHNIK GmbHIndustriestrasse 12 - D-67304 Eisenberg/Pfalz Tel.: +49 6351 4760 - Fax: +49 6351 476 335HUNGARYAIR LIQUIDE HUNGARY - Welding & Cutting -IPARI GAZTERMELÖ KFT .Pannonia Center-Pannonia u.11. - H-1136 Budapest XIII, Tel./Fax: +36 1 239 4060ITALYFRO S.p.A.Via Torricelli 15/A - 37135 VeronaTel.: +39 045 82 91 511 - Fax: +39 045 82 91 500NETHERLANDSAIR LIQUIDE WELDING NETHERLANDS BV Rudonk 6 B - NL 4824 AJ BredaTel.: +31 76 541 00 80 - Fax: +31 76 541 58 96POLANDAIR LIQUIDE WELDING POLSKASP . Z.o.o - UL. Porcelanowa 11 - 41-241 Katowice Tel.: +48 32 209 05 68 - Fax: +48 32 209 06 09PORTUGALAIR LIQUIDE SOLDADURA LDARua Dr. António Loureiro Borges, 4-2°Arquiparque Miraflores - 1495-131 AlgésTel: +351 21 41 64 900 - Fax: +351 21 41 69 40ROMANIA DUCTILAleea Industriilor Nr 1 - 120224 BuzauTel.: +40 238 722 058 - Fax: +40 238 716 861SCANDINAVIAOERLIKON SKANDINAVIEN ABKrossverksgatan 7 - 216 16 LimhamnTel. : +46 (0)40 670 15 00 - Fax : +46 (0)40 670 15 01SLOVAKIAFRO KOVOPLAST S.R.O.Prazska 35 - 94901 NitraTel.: +421 37 65 19 919 - Fax: +421 37 65 19 919SPAINOERLIKON SOLDADURA SAPoligono Industrial la Noria - Carretera de Castellon Km-15,500 - 50730 El Burgo de Ebro - Zaragoza Tel.: +34 976 10 47 00 - Fax: +34 976 10 42 67SWITZERLANDOERLIKON - SCHWEISSTECHNIK-AG Neunbrunnenstrasse 50 - CH 8050 ZürichTel.: +41 44 307 61 11 - Fax: +41 44 307 65 30U. K.AIR LIQUIDE WELDING UK LTDLow March / London Road - Daventry - Northants NN11 4SD Tel.: +44 1 327 70 55 11 - Fax: +44 1 327 70 13 10CHINASAF SHANGHAI REP . OFF .Rm. 722. Pine City Hotel 777 Zhao Jia Bang Lu Shanghai 200032Tel.: +86 21 64 43 89 69Fax: +86 21 64 43 58 97MALAYSIASAF - OERLIKON MALAYSIA SDN BHD Lot 45 Jalan Pengeluaran U1/78Batu 3, Industrial Park - 40150 Shah AlamTel.: +603 55 11 07 61 - Fax: +603 55 11 07 63THAILANDAIR LIQUIDE WELDING THAILAND Co Ltd 40 Moo 6 - Ramindra Road Km. 9.5Khannayao, Bangkok 10230Tel.: +66 2 9432250 - Fax: +66 2 9432256Sales in EuropeSales in Asia© A L W 1515-4119 - 06 06 S 02 E d . 7Q B : 2270 - P h o t o s : F r a n ço is。
切割机说明书v公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]切割机说明书设备参数1 电源:94V-264VAC 50/60HZ2 重量:20KG3 尺寸:430(L)×330(W)×260(H)㎜4 切割精度:±㎜5 切割尺寸:㎜~99,000㎜6 切割速度:230strips/min按键说明:1.连动(Autocut):此键按一下连续切割,再按一下切割停止。
2.点切(Onecut):此键按一下机器运行一次完整切割。
3.送片(Feed):按着此键不放片材连续送,放开此键送片停止。
4.清零(Clear):此键按一下切割数量清零。
5.设置(Set):此键按一下进入设置状态,可对宽度和数量参数的修改。
6.减一(-):此键按一下切割数量减一。
7.增加(▲):在设置状态下,可对光标所在参数进行加8.减少(▼):在设置状态下,可对光标所在参数进行减在没进入设置状态按此键可以缓慢进行刀头上下运动。
9.电源开关(Power SW):机器电源总开关。
10.急停开关(Emergency):紧急停机开关,切割和送片等操作失效。
屏幕显示说明:打开电源开关液晶屏显示如图1。
宽度速度数量开机后显示的是默认参数,每次开机后都一样宽度 =400表示切割的宽度是4mm,可以通过增加(▲) 减少(▼)键进行微调。
速度 =100表示切割的速度是100(约340次/分钟),数字越大表示切割越快,数字越小表示切割越慢。
数量 =0 表示当前的切割切割数量是0条,每切割一次,此数会自动加一,按清零(Clear) 键该数重新为0。
T =0 表示当前的切割数量是0条,每切割一次,此数会自动加一,按清零(Clear)键无影响,但断电后该数清零。
Q=1000 表示设定连续设定片数,在连续切片中,切片数量到达Q设定片数时,会自动停止切割,清零后,按连动可以继续切割。
参数设置说明:按设置(Set)键可修改各项参数。