第九章数控车内孔及G74、G75.ppt
- 格式:ppt
- 大小:1.76 MB
- 文档页数:24


固定循环G70、G71、G72、G73、G74、G75G70~G76是CNC车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。
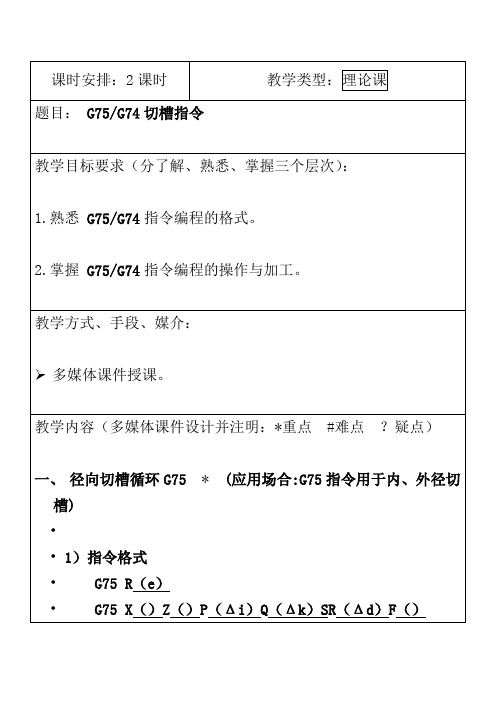
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70 P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量。
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。
(4)指定车削余量U和W可分几次进行精车。
图a图b(2)外圆/内孔粗车循环G71该指令适用于毛坯料的粗车外径与粗车内径。
如图a所示为粗车外径的加工路径,图中C 是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。
该指令的执行过程如图a 所示,其指令格式为:G71 U(Δd) R(e);G71 P____ Q____ U(Δu) W(Δw) F____S____T____;N(P)…………用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号。
车削方向取决于方向AA΄。
该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu: X方向精车预留量的距离和方向。
Δw: Z方向精车预留量的距离和方向。

实训任务九数控车床复合循环编程及应用(G70~G76)G70~G76是CNC车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
一、教学目的和要求1.掌握复合循环编程方法2.能够利用复合循环指令编写加工程序3.掌握精度控制的方法4.了解机床的基本保养常识二、重点难点5.复合循环的编程方法6.能够利用复合循环指令编写加工程序7.掌握精度控制的方法8.了解机床的基本保养常识引入新课:复合固定循环指令,与单一固定循环指令一样,可以用于重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料毛坯需车阶梯较大的轴以及比较复杂的外形加工。
利用复合固定循环指令功能,只要给出最终精加工路径、循环次数和精加工余量,系统根据精加工尺寸自动设定精加工前的形状及粗加工的刀具路径。
三、授课内容运用这组G代码,可以加工形状较复杂的零件,编程时只须指定精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,因此编程效率更高。
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70 P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量。
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。