毕业设计--数控车床加工工艺设计(含CAD制图)
- 格式:doc
- 大小:1.67 MB
- 文档页数:25
数控毕业设计课题图纸设计题目1 图纸x 343235R1 I处30 . 000-5φ30.050-2.83φ30.000-3φ30. 3060- φ3φI处放大y=a*sin〔x〕g62 73M361022.524.541I处339183167.5R2.545#调质HRC25~35M33x2-6g大径32.962~32.682件1与件2协作加权评分螺纹以顶径、牙型或两件协作为考评依据件1I处放大y=a*sin(x)R29 4) H6R27363057 63 -229 73 34 540 .0 5φφx3 ( M φφφφ0-φφII处放大R1500.312 5 1224 25.25613.5 II处件 214.94R4 R4(9.29)30. 579 000- φφφ5φ30.0+003φ2530. 18090- φφ4φ件3与件1协作加权评分3.5 1022.530设计题目2 图纸〔三件配〕-设计题目3 图纸材料:45#调质材料:45#调质设计题目4 图纸椭圆段 长轴120,短轴90R8R100 8φ 7φ 2 08φ24° 5.19φ7φ25°8 7φ55550 67.548 28R1 156.5771材料:45# 调质处理设计题目 5 图纸φ0.025 A-B 24±0.02 0.8R1 R31.6 抛物线: X 2 =10ZR3R50+80-30.0 93 3 1.60 0 4 φφ 6-+ 5.0 .0 0 0 3 23φ 61 82 8 φR2φ φ 4φ 0 4 φ 0+ 84- φ201.6R10 3X2R10R1022±0.1AB101520 3 830±0.03 40±0.05104±0.05材料:45# 调质设计题目 6 图纸A 2 : 1 AR41×45°45°4R5 30°1.5 0.5×45°R 803 φ 2φ4.5 4φ5.2 01 1φφ11317R21.52.52.51.52 6 3.53.5 4551045材料:45# 调质处理设计题目 7 图纸3.2铣削类零件的数控加工工艺设计及程序设计主要内容:1、编制生产类型为小批生产的铣削类零件的数控加工工艺。
数控车床加工工艺设计摘要:数控车削加工设计以机械制造中的工艺基本理论为基础,结合数控机床高精度、高效率和高柔性等特点综合多方面的知识,解决数控加工中的工艺问题.对零件进行编程加工之前,工艺分析具有非常重要的作用.在比较数控车床加工工艺与传统加工工艺的基础上,对数控车床加工工艺中的关键问题进行了深入分析,总结了数控车床的工艺设计方法。
通过实例,证明了正确地进行数控车床加工工艺分析与设计有助于提高零件加工质量和生产效率。
本文通过对零件图样分析、工艺路线的拟订、切削用量的选择等几方面进行了介绍.关键词:数控加工工艺分析图样分析工艺路线目录摘要 (I)引言.......................................................................................II 第1章数控加工概述 (1)1。
1 数控加工原理........................................................................11.2 数控加工的特点 (1)第2章数控加工工艺分析 (3)2。
1机床的合理选用 (3)2。
2 数控加工零件的工艺性分析 (3)2。
3 加工方法的选择与加工方案的确定.............................................32。
4 工艺与工步的划分 (3)2.5 零件的安装与夹具的选择 (4)2.6 刀具的选择与切削用量的确定 (5)2.7 对刀点和换刀点的确定 (5)2.8 工艺加工路线的确定 (6)第3章数控车床加工实例 (7)3。
1 零件图样分析 (7)3。
2 工艺措施 (7)3。
3 确认定位基准和装夹方式 (7)3。
4加工路线及进给路线 (8)3.5 刀具选择 (9)3.6 工艺卡片…………………………………………………………………103.7切削用量选择.....................................................................10 3。
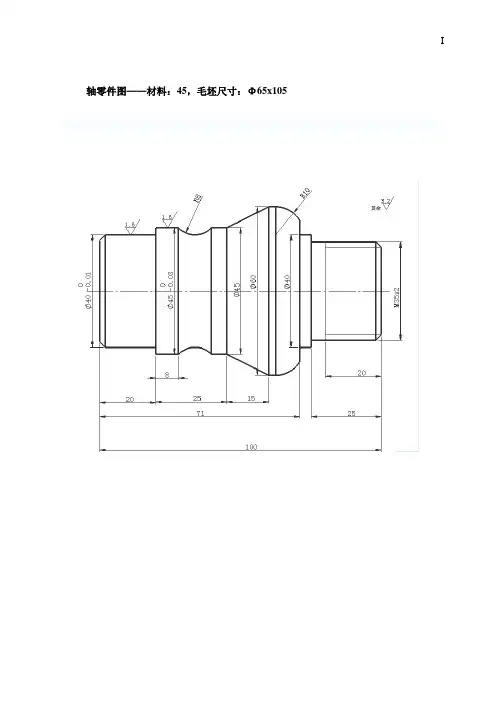
轴零件图——材料:45,毛坯尺寸:Φ65x105数控车床轴类零件加工工艺设计及编程摘要数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不但发展和应用领域的扩大他对归计民生的一些重要行业(IT、汽车、医疗、轻工等)的发展起着越来越重要的作用,因为这些行业所需要装备的数字化已是现代发展的大趋势.在我国加入WTO和对外开放进一步深化的新环境下,发展我国数控技术及装备是提高我国制造业信息化水平和国际竞争能力的重要性保证.数控加工与编程毕业设计是数控专业教学体系中构成数控加工技术专业知识及专业技能的重要组成部分,通过毕业设计使我们学会了对相关学科中的基本理论基本知识进行综合运用,同时使对本专业有较完整的系统的认识,从而达到巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。
选这个题目的目的是它能体现出我对所学知识的掌握程度和灵活规范的运用所学知识,在我认为要成为一名合格的在学生,以自己的的思路用所学的知识来完成一份成功的毕业设计是必不可少的。
此次的毕业设计主要解决的问题是零件的装夹、刀具的对刀、工艺路线的制订、工序与工步的划分、刀具的选择、切削用量的确定、车削加工程序的编写、机床的熟练操作。
主要困难的是两次装夹中的水平Z向长度难以保证、切削用量的参数设定、对刀的精度、工艺路线的制订。
运用数控原理、数控工艺、数控编程、专业软件等专业知识和数控机床实际操作的一次综合练习,能让我感触当代科学的前沿,体验数控魅力,为人们的生活带来方便,进一步认识数控技术,熟练数控机床的操作,掌握数控,开发数控内在潜力。
关键词:数控技术,毕业设计Numerical control lathe shaft parts processing processdesign and programmingAbstractIn the digitized manufacture technology, the computer numericalcontrol technology and the numerical control programming technology isone of most important technical, this article mainly moves thetemplate which uses for the mold processing to carry on the CNCprocessing, uses the Simens system to move the template to carry onthe numerical control programming processing. First is carries on theprocessing working procedure to the work piece the determination, andcarries on the craft analysis, the attire clamps the way the choice,the cutting specifications determination. Again has carried on thechoice to the cutting tool. Then carries on the programming processingon the craft route..The current numerical control processing prioritize direction is doesnot have chart production, single unit high accuracy parallelprocessing, few people nobody melts the processing, this requestnumerical control engine bed can satisfy high speed, the high dynamicprecision, the high rigidity, the thermostability, the redundantreliability, the network as well as with it necessary control system,most importantly the mold three dimensional processingspecially paid great attention to the engine bed the dynamicperformance domestic to have some companies to introduce the highspeed milling machine, and started to apply. The domestic machine toolfactory develops some high speed milling machines one after another,and is developing high speed processes the engine bed.The numerical control technology is refers with digital, the writingand the mark composition digital command realizes or a many mechanicaldevices movement control technology. It controls usually is theposition, the angle, the speed and so on the mechanical quantity andflows to the related switch quantity with the mechanical energy. Thenumerical control production relies on data carrier and the binarymode data operation appearance. In 1908, the perforation sheet metalexchange type data carrier was published; 19 century's ends, and havethe assistance function take the paper as the data carrier the controlsystem to invent; Has established the modern computer, including computer numericalcontrol system foundation. The numerical control technology isdevelops with the engine bed control close union. In 1952, the firstnumerical control engine bed was published, becomes in the worldmechanical industry history an epoch-making event, impelled theautomated development.Has established the moderncomputer, including computer numericalcontrol system foundation. The numerical control technology isdevelops with the engine bed control close union. In 1952, the firstnumerical control engine bed was published, becomes in the worldmechanical industry history an epoch-making event, impelled theautomated development.KEY WORDS:numerical control,finish school目录摘要 (II)Abstract (III)1数控技术的现状及发展趋势 (1)1.1我国数控技术的现状 (1)2零件的加工工艺过程分析 (3)2.1零件图的架构及工艺分析 (3)2.2工艺处理 (4)2.3设备选择 (4)2.4确定零件的定位基准和装夹方式 (5)2.4.1粗基准选择原则 (5)2.4.2精基准选择原则 (5)2.4.3夹具的选择原则 (5)2.4.4定位基准 (5)2.4.5装夹方式 (5)2.4.6轴类零件加工的技术要求: (7)2.4.7表面粗糙度 (7)2.5加工方法的选择和加工方案的确定 (8)2.5.1加工方法的选择 (8)2.5.2加工方案的确定 (8)2.6.工序与工歩的划分 (8)2.6.1按工序划分 (8)2.6.2工歩的划分 (9)2.7确定加工顺序及进给路线 (9)2.7.1进给路线 (9)2.7.2零件加工必须遵守的安排原则 (11)2.8刀具的选择 (11)2.9确定切削用量 (12)2.9.1背吃刀量的选择 (12)2.9.2进给量 (12)2.9.3主轴转速的选择 (12)2.9.4进给速度的选择 (13)2.9.5数值计算 (13)2.9.6.轴类零件加工的工艺路线 (13)3数控车床编程 (17)3.1数控车床的编程特点 (17)3.2编程误差及其控制 (17)3.2.1编程误差 (17)3.2.2误差控制 (17)3.3.编程中工艺指令的处理 (17)3.3.2常用M指令代码功能表 (18)3.3.3 F功能 (19)3.3.4.S功能 (19)3.3.5 T功能 (20)3.4程序编程 (20)3.5模拟运行 (21)3.6零件加工 (21)3.7精度自检 (22)4致谢 (23)5设计小结 (24)6参考文献 (25)数控车床轴类零件加工工艺设计及编程1 1数控技术的现状及发展趋势1.1我国数控技术的现状数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用.。
摘要自从1946年世界上首次电子计算机制造以来,这说明人们制造了工具,能增加和替换脑力。
它和工具,人类在农业和工业社会,有了质的飞跃,为人类进入奠定了基础信息社会。
在1952年,计算机技术应用于机器,第一个数控机床的诞生在美国。
从那时起,近年来传统的机床,数控机床公司逐年增加,并被应用在大中型企业中,有了质量的变化。
近半个世纪以来,数控系统经历了两个阶段和六代的发展。
在中小企业甚至个人企业也普遍开始使用。
在这些数控机床,除了少量的机床在FMS模式集成,主要是在独立的运行状态,和相当部分的使用效率不高,落后的管理模式。
近年来,中国的出口增长的大型数控机床是数控车床、数控磨床、数控加工专用机床,数控剪板机,数控折弯,折弯机,数控压铸机、通用机床。
在车床主传动系统的毕业设计中,使学生建立不错的的规划和了解车床主传动系统设计的一般方法。
巩固和加深所学理论知识,加深知识储备,运用所学知识剖析和处理设计工作中的实际问题。
从机械制造装备毕业设计中,使我们在制定车床主传动机构、车床的结构设计、一般的提案的设计、零件等的计算、编绘技术文稿和设计理论的表现等方面,得到整体性的锻炼。
轻车熟路相关准则、图册和参照素材的使用,以懂得具有粗浅的结构剖析和构造的设计演算的能力。
关键词:主传动系统、传动设计、动力设计Abstract1946 birth of the world's first electronic computer, which suggests that human created can be enhanced and part instead of the mental work tools. It with humans in agriculture, industrial society to create those is only a means of enhancing physical labor, compared to a qualitative leap, which laid a foundation for human into the information society. Six years later, in 1952, the computer technology application in machine tools, was born in the United States the first CNC machine tool. Since then, traditional machine tools produced in recent years, our country enterprise of nc machine tools share rise year by year, in large and medium-sized enterprises have more use, a qualitative change. Nearly half a century, the CNC system has experienced two stages and the development of six generations. Also common in small and medium-sized enterprises and individual enterprises begin to use. In the nc machine tools, in addition to a small amount of machine tools used in FMS model integration, mostly in single machine running state, and some in the efficiency is not high, management way backward state. In recent years, China's exports was bigger nc machine tool with CNC lathe, CNC grinding machine, numerical control special machine tools, CNC bending machine, CNC shearing machine, CNC forming die casting machine, such as the common machine tools have a drilling machine, sawing machine, slotting machine, broaching machine, combinationmachine tools, hydraulic press.Through the lathe main drive system of curriculum design, causes the student to set up the correct design ideas and master the basic method of lathe main transmission system design.Consolidate and deepen the theory knowledge, the expanded aspect of knowledge, and apply what they have learned the theory analysis and solve specific problems in the design work;By machinery and equipment course design, causes the student to the structure of the main transmission mechanism in forming lathe, lathe parts design, all kinds of scheme design, calculation, write technical documents and the expression of design ideas and so on, to get basic training comprehensive;Be familiar with the relevant standards and manuals and the use of the resources, to foster a preliminary structural analysis and the ability to structure design and calculation.Keywords: main drive system, transmission design, dynamic design目录摘要 1第一章概述 (1)1.1国内数控机床现状 (1)1.2 设计参数 (1)第二章参数的拟定 (2)2.1确定极限转速 (2)2.2电机的选择 (2)第三章传动设计 (3)3.1主传动方案拟定 (3)3.2传动结构式、结构网的选择 (3)3.3转速图的拟定 (3)第四章主传动部分的改造和设计 (6)4.1主传动部分方案拟定 (6)4.2主传动部分设计改造设计计算 (9)4.3数控机床分级变速箱的设计 (11)4.4电磁离合器的设计计算 (15)4.5齿轮的结构设计 (16)4.6带轮结构设计 (17)4.7传动轴间的中心距 (17)4.8轴承的选择 (17)第五章动力设计 (18)5.1传动轴的验算 (18)5.2齿轮效验 (22)5.3轴承的效验 (23)第六章结构设计及说明 (24)6.1结构设计的内容 (24)6.2 I轴的设计 (24)6.3齿轮块的设计 (25)6.4传动轴的设计 (25)结论 (27)参考文献 (28)致谢 (29)第一章概述1.1国内数控机床现状最近几年我国企业的数控机床占的比重也在增长,在大的公司中就有很多的使用,在小公司和个体的企业中也在开始使用中。

数控机床轴类零件加工工艺分析的毕业设计一、引言数控机床轴类零件是制造业中常见的零部件之一,其制作过程对零件的质量和性能有着至关重要的影响。
本毕业设计旨在通过对数控机床轴类零件加工工艺的分析与研究,提出一种适用于轴类零件加工的工艺方案,以提高加工效率和零件质量。
二、加工工艺分析1.材料选择:轴类零件通常采用钢材料,如45钢、40Cr钢等。
材料的选择应根据零件的使用要求、受力情况和表面要求等进行确定。
2.工艺路线:对于轴类零件的加工,一般可采用车削、切割、铣削等工艺。
具体的工艺路线应根据零件的形状特点、工艺要求和机床的能力等确定。
3.外形加工:轴类零件的外形加工一般采用车削工艺。
先进行粗加工,然后进行精加工。
车削时要注意刀具的选择、进给速度和切削深度的控制,以确保零件的精度和表面质量。
4.内孔加工:对于具有内孔的轴类零件,在加工过程中可以采用钻削、铰削、镗削等工艺。
在内孔加工时,要注意刀具的选择和冷却液的使用,以防止刀具磨损和加工过程中的热变形。
5.表面处理:轴类零件的表面处理包括磨削、抛光、镀铬等工艺。
这些工艺可以提高零件的表面质量和耐磨性,同时还可以实现美观的外观效果。
三、工艺方案设计与分析1.工艺路线设计:根据轴类零件的形状特点和工艺要求,设计合理的工艺路线,确定每道工序的加工方法和顺序。
在设计工艺路线时,要考虑到加工效率、加工精度和零件变形等因素。
2.工艺参数确定:根据材料的性质和加工要求,确定合适的切削参数,如切削速度、进给速度和切削深度等。
在确定工艺参数时,要充分考虑刀具的耐用性和加工质量的要求。
3.设备选择:根据工艺路线和工艺参数的要求,选择合适的数控机床设备。
设备的选择应考虑到加工范围、加工精度和生产效率等因素。
4.工艺试验分析:在进行实际加工前,进行工艺试验,验证设计的工艺方案的可行性和有效性。
根据试验结果,对工艺进行优化和调整,以提高加工效率和零件质量。
四、结论通过对数控机床轴类零件加工工艺的分析与研究,我们可以得出以下结论:1.合理的工艺路线设计和工艺参数确定对于零件的加工质量和生产效率具有重要影响;2.合适的设备选择能够提高零件的加工精度和生产效率;3.工艺方案设计和工艺试验分析是确保零件加工质量和提高生产效率的重要环节。

摘要在本设计说明书中,我通过对零件的图形分析,零件的结构工艺性,技术要求进行仔细分析了,所设计的零件结构应便于成型,并且成本低,效率高,它的涉及面广,因此这一环节是技术的关键,以便在拟定工艺规程时采用适当的措施。
材料分析,选好了加工毛坯,了解常用的毛坯种类:锻件.型材.焊接件.冷压件等,还有毛坯是根据零件要求的形状,工艺尺寸等方面而制成的进一步加工使用的生产对象。
在制订零件的工艺规程时,正确的选择工件的基准有着很重要的意义,应划分阶段一般分粗加工.半精加工和精加工三个阶段。
选择的机床型号是CA6140普通车床,CJ6032A教学型数控车床。
另外还对加工的工序.工艺进行分析,从而手工将加工零件的全部工艺过程、工艺参数、位移数据等以规定的代码、程序格式写出,编制出了适合所选车床的程序。
关键词:零件的分析,毛坯,工艺,工序尺寸,加工路线,编程目录第一章零件的分析 (2)1.1 零件的结构工艺性分析 (2)1.1.1 零件的形状分析 (2)1.1.2 零件的形位公差分析 (2)1.1.3零件的加工表面分析 (2)1.2 零件的材料分析 (3)第二章毛坯的设计 (4)2.1 确定零件的生产类型和生产纲领 (4)2.2.1 毛坯的种类 (4)2.2.2 毛坯种类的选择 (4)2.2.3毛坯的形状与尺寸的选择 (4)第三章零件工艺规程的设计 (6)3.1 定位基准的的选择 (6)3.1.1 精基准的选择 (6)3.1.2 粗基准的选择 (6)3.2 零件表面加工方法的选择 (7)3.3 加工顺序的安排 (7)3.3.1 加工阶段的划分 (7)3.3.2 工序的合理组合 (7)3.3.3 加工顺序的安排 (8)3.4 工艺的制定 (9)3.4.1 工序基准的制定 (9)3.4.2 确定工序尺寸的方法 (9)3.4.3 加工余量的确定 (10)3.4.4 机床的选择 (11)3.4.5 工艺装备的选择 (11)3.4.6 切削用量的选择 (1)第四章数控加工程序的编制 (16)4.1 数控加工的特点 (16)4.2 数控编程方法及特点 (16)4.2.1 数控编程的分类 (16)4.2.2 编程零点及坐标系的选择 (16)4.2.3 对刀点的选择 (16)4.2.4 加工路线的确定 (17)4.3 数控加工程序的内容 (17)4.3.1车床程序 (17)结束语 (23)参考文献 (24)前言毕业设计是培养我们实际工作能力的最后一个重要实践性学习环节,它不但是对我们三年来的学习与实践是一个很好的总结和考验,也是为以后从事专业技术工作做个强而有力的铺垫。
毕业设计(论文)任务书系部:专业:学生姓名:学号:设计(论文)题目:CK6150数控车床主轴箱设计起迄日期: 20**年3月9日~ 6月14日设计(论文)地点:指导教师:专业负责人:发任务书日期:20** 年2月26日毕业设计(论文)任务书1.本毕业设计(论文)课题应达到的目的:通过这次毕业设计使学生初步掌握机床设计和机械零件设计的一般方法,学会查阅技术文献。
掌握技术文件编写的格式。
2.本毕业设计(论文)课题任务的内容和要求(包括原始数据、技术要求、工作要求等):1、课题任务的内容:进行CK6150数控车床主轴箱设计。
2、课题任务的要求:该主轴箱设计完成以后能够实现主轴12档转速,最低转速70 rpm、最高转速1400rpm,半自动换档变速。
机床主轴中心高为250mm。
5.本毕业设计(论文)课题工作进度计划:起迄日期工作内容20**年3月9日~ 3月15日3月16日~ 3月22日3月23日~ 4月5日4月6日~ 4月19日4月20日~ 4月30日5月1日~5月17日5月17日~ 5月30日6月1日~ 6月7日6月8日~ 6月14日熟悉课题,调研,确定设计方案,完成开题报告。
完成外文翻译。
总体设计,方案论证。
完成部件设计初稿。
部件设计定稿。
完成零件设计初稿。
零件设计定稿。
完成说明书初稿毕业设计定稿,论文答辩所在专业审查意见:负责人:20**年月日系部意见:系部主任:20**年月日毕业设计(论文)开题报告学生姓名:学号:专业:设计(论文)题目:CK6150数控车床主轴箱设计指导教师:毕业设计(论文)开题报告1.结合毕业设计(论文)课题情况,根据所查阅的文献资料,每人撰写2000字左右的文献综述:文献综述摘要本文主要介绍了数控机床的特点、组成、分类、应用范围及其对ck6150数控车床主轴箱进行的研究分析,论述了我国数控机床发展的过去、现状,对数控机床的发展趋势进行了探讨, 提出了我国数控机床发展的对策。
阜阳职业技术学院毕业论文题目盘类零件的数控加工设计姓名徐国柱所在学院工程科技学院专业班级10级数控(2)班学号*********指导教师张宣升日期2013 年 5 月日摘要数控技术,是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。
数控是先进制造技术的基础技术。
数控加工在现代化生产中显示出很大的优越性。
数控加工就是在对工件材料进行加工前,事先在计算机上编写好程序,再将这些程序输入到使用计算机程序控制的机床指令性加工。
本次的课题就是以盘型零件的加工为例子,先用AutoCAD软件画出三个配合件的直观图,再运用斯沃数控仿真软件,选择FANUC-0i数控系统输入事先编好的程序来进行模拟加工。
通过仿真加工,详细描述了零件的整个加工过程。
其中包括一些加工前准备工作:一、分析零件的加工工艺:(1)分析零件图、(2)选择设备、(3)确定定位基准及装夹方式;二、合理确定加工步骤、加工方式、路线以及切削用量;三、根据工艺分析和零件的形状特点进行刀具选择、主轴转速和进给速度的确定;四、零件工序卡的填写以及程序的编写;五、输入程序以及刀补修正系统等;最后根据安排的加工步骤和选择的刀具和夹具对零件进行仿真加工关键词盘类零件,编程,工艺,斯沃数控仿真目录一绪论.................................................... - 6 -(一)数控车床及其加工技术在国内(外)的现状.................... - 6 - (二)本论文设计的内容....................................... - 7 -二零件数控加工工艺.......................................... - 8 -(一)零件图的工艺分析........................................ - 8 -1、分析零件图................................................ - 8 -2、选择设备.................................................. - 9 -3、确定零件的定位基准和装夹方式以及加工起点、换刀点.......... - 9 -(二)加工路线的工艺分析..................................... - 11 -1、零件加工必须遵守的安排原则................................ - 11 -2、进给路线.................................................. - 12 -(二)切削用量的确定......................................... - 13 -(三)刀具的选择 ..............................................- 13 -(四)建立工件坐标系 ..........................................- 16 -三加工过程工序卡片及.......................................- 16 -(一)工艺文件的填写.......................................- 16 -1、数控加工工序卡及工序卡片................................- 16 -(三)程序编制..............................................- 19 -1、注意事项..................................................- 19 -2、工件加工参考程序............................................- 20 -四配合零件的数控加工仿真....................................- 24 -(一)仿真操作..............................................- 25 -1、打开仿真软件并选择机床....................................- 25 -2、工件的定义和刀具的选择...................................- 26 -(二)刀补修正..............................................- 27 -1、程序输入及刀具补正系统....................................- 27 -2、精度自检..................................................- 27 -3、仿真效果图..............................................- 27 -五总结与展望 .................................................- 28 -(一)总结 .....................................................- 28 -(二)展望 .....................................................- 29 -六谢辞.....................................................- 30 -七参考文献................................................- 31 -盘类零件的数控加工设计一绪论(一)数控车床及其加工技术在国内(外)的现状数控车床是数字程序控制车床的简称,数控车床能自动完成轴类及盘类零件内外圆柱面、圆锥面、圆弧面、螺纹以及各种回转曲面切削加工,并能进行切槽、钻孔等工作。
数控车床复杂零件加工的毕业设计————————————————————————————————作者:————————————————————————————————日期:数控车床复杂零件的加工摘要:本设计主要为数控车床加工具有一定代表性的轴类复杂零件,其加工工艺包括:螺纹、圆锥、阶梯轴、圆弧配合、盲孔等加工。
具体还包括毛坯的选择、零件结构工艺的分析、及加工定位基准,加工工艺路线的确定。
工序卡片的制定,加工余量、工序尺寸、公差以及工艺尺寸链的计算,数控对刀的方法,最后编写工件的数控车削程序。
关键词:复杂零件工艺分析工艺尺寸工序卡数控编程数控车床简介:数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。
经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
数控机床的操作和监控全部在这个数控单元中完成,它是数控机床的大脑。
与普通机床相比,数控机床有如下特点:1对加工对象的适应性强,适应模具等产品单件生产的特点,为模具的制造提供了合适的加工方法;2加工精度高,具有稳定的加工质量;3可进行多坐标的联动,能加工形状复杂的零件;4加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;5机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);6机床自动化程度高,可以减轻劳动强度;7有利于生产管理的现代化。
数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础;8对操作人员的素质要求较高,对维修人员的技术要求更高;9 可靠性高。
组成数控机床的构造数控机床一般由输入介质、人机交互设备、计算机数控装置、进给伺服驱动系统、主轴伺服驱动系统、辅助控制装置、反馈装置和适应控制装置等部分组成.[4]在数控加工中,数控铣削加工最为复杂,需解决的问题也最多。
学号:淮北职业技术学院毕业设计设计题目:1.数控车床轴类组合零件的加工设计成绩:1不及格2及格3中等4良好5优秀系别:机电工程系班级:级数控班姓名:指导老师:陈之林完成设计日期:2012.05 .前言随着信息技术在全球的迅猛发展,社会各行各业都发生了很大的变化,尤其加工制造业出现了喜人的局面,新的机械产品层出不穷,新的加工技术不断更新。
将成为生产战线技术骨干的高职院校学生需要全面了解和掌握机械加工的新技术。
随着科学技术和社会生产力的不断发展,各类机械产品更趋复杂,社会对机械产品的质量和生产效率也提出了越来越高的要求。
特别是在航空航天、军工、计算机等工业领域中,零件精度高,形状复杂,批量小,加工困难,劳动强度大,同时质量又难以保证,为了解决以上种种问题,便有了数控加工技术。
数控加工作为一种新技术,在许多加工业已得到广泛应用,为了更好地去适应现代化社会的需要,设计者在对于此零件的加工上,更加要求严格,由浅及深,彻底清晰地阐述与分析数控车床加工的具体方法,更好地为阅读者提供一些参考价值,更有利于初学者能够有目标、有方法地分析、加工一个合格的零件。
能够更好地提高初学者的动手能力和创造力。
本设计内容丰富,且通过具体的加工得到一些实际的方法和经验。
本设计共七章并带有附录,为参阅者对代码的理解提供了方便。
第一章图样及技术要求第二章图样分析第三章工艺分析第四章编程要点第五章加工工序卡第六章工艺条件第七章加工程序卡本设计采用FANUC Oi系统,并且有目的地介绍了FANUC的一些功能和在实际操作过程中的注意事项,并稍作介绍其它系统,可使参阅者有目的地掌握和了解。
本设计在进行加工之前进行了图样分析,在尺寸与公差的配合时尤其做了大量的数据计算,以便更有效地符合尺寸要求,并进行了尺寸链的具体分析,在技术要求方面尽量选用一些钳工的方式来达到表面粗糙度的要求。
在工艺分析方面进行了更加深入的探索,在考虑装夹,找正两个零件配合方法上有了具体的说明,工艺条件方面则选择了FANUC OI系统。
完整毕设
完整设计
o 新疆工业高等专科学校|机械工程系
数控车床上零件的加工工
艺与编程
专业
作者姓名指导教师
CAD09一10
定稿日期:2013年09月18日新疆工业高等专科学校机械工程系毕业设计(论文)任务书
新疆工业高等专科学校机械工程系毕业设计(论文)成绩表
评阅成绩,评阅教师签字
威绩.提问教师签字:
答辩成绩,答辩小组细长签字丨」
零件的加工工艺
數控车床上与编程
摘要
在数控机床中得到广泛应用的数控技术,是一种采用计算机对机械加工过程中各种控制信息进行数字化运算、处理,并通过高性能的驱动单元对机械执行构件进行自动化控制的高,i技术。
当前己有人量机械加工装备采用了数控技术,其中最典型而应用山最广的是数控机床。
,山于机械加工工艺的多样性和加工零件的复杂性,使数控机床的规格、昷种多样,性能差异极大,控制参数复杂,调试操作繁琐,因此在将不断飞速发展的通用计算机技术及其体系结构、现代自动控制理论及现代的电力电了技术应用于新一代数控机床时,要强调使其具有“开放式”与“智能化”的特点。
数控车床零件加工毕业设计阜阳职业技术学院毕业论文题目盘类零件的数控加工设计姓名徐国柱所在学院工程科技学院专业班级10级数控(2)班学号101080234指导教师张宣升日期2013 年 5 月日摘要数控技术,是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。
数控是先进制造技术的基础技术。
数控加工在现代化生产中显示出很大的优越性。
数控加工就是在对工件材料进行加工前,事先在计算机上编写好程序,再将这些程序输入到使用计算机程序控制的机床指令性加工。
本次的课题就是以盘型零件的加工为例子,先用AutoCAD软件画出三个配合件的直观图,再运用斯沃数控仿真软件,选择FANUC-0i数控系统输入事先编好的程序来进行模拟加工。
通过仿真加工,详细描述了零件的整个加工过程。
其中包括一些加工前准备工作:一、分析零件的加工工艺:(1)分析零件图、(2)选择设备、(3)确定定位基准及装夹方式;二、合理确定加工步骤、加工方式、路线以及切削用量;三、根据工艺分析和零件的形状特点进行刀具选择、主轴转速和进给速度的确定;四、零件工序卡的填写以及程序的编写;五、输入程序以及刀补修正系统等;最后根据安排的加工步骤和选择的刀具和夹具对零件进行仿真加工关键词盘类零件,编程,工艺,斯沃数控仿真目录一绪论....................................................- 5 -(一)数控车床及其加工技术在国内(外)的现状....................- 5 - (二)本论文设计的内容.......................................- 6 -二零件数控加工工艺..........................................- 6 -(一)零件图的工艺分析........................................ - 7 -1、分析零件图................................................- 7 -2、选择设备..................................................- 7 -3、确定零件的定位基准和装夹方式以及加工起点、换刀点..........- 8 -(二)加工路线的工艺分析.....................................- 10 -1、零件加工必须遵守的安排原则................................ - 10 -2、进给路线..................................................- 10 -(二)切削用量的确定.........................................- 11 -(三)刀具的选择 ..............................................- 12 -(四)建立工件坐标系 ..........................................- 14 -三加工过程工序卡片及.......................................- 14 -(一)工艺文件的填写.......................................- 15 -1、数控加工工序卡及工序卡片................................- 15 -(三)程序编制..............................................- 18 -1、注意事项..................................................- 18 -2、工件加工参考程序............................................- 19 -四配合零件的数控加工仿真....................................- 23 -(一)仿真操作..............................................- 24 -1、打开仿真软件并选择机床....................................- 24 -2、工件的定义和刀具的选择...................................- 25 -(二)刀补修正..............................................- 26 -1、程序输入及刀具补正系统....................................- 26 -2、精度自检..................................................- 26 -3、仿真效果图..............................................- 26 -五总结与展望 .................................................- 27 - (一)总结 .....................................................- 27 - (二)展望 .....................................................- 28 -六谢辞.....................................................- 29 -七参考文献................................................- 29 -盘类零件的数控加工设计一绪论(一)数控车床及其加工技术在国内(外)的现状数控车床是数字程序控制车床的简称,数控车床能自动完成轴类及盘类零件内外圆柱面、圆锥面、圆弧面、螺纹以及各种回转曲面切削加工,并能进行切槽、钻孔等工作。
天津滨海职业学院毕业设计数控车床加工工艺设计作者:院系:天津滨海职业学院机电工程系专业:机电一体化技术年级:2010级学号:指导教师:毕业设计任务书设计题目:数控车床加工工艺完成期限:自 2012 年12 月 5 日至2013 年 3 月 10日止一、设计原始依据1.根据《数控加工编程与操作》中的零件设计。
2.在数控车床实训中所加工的轴类以及套类零件。
二、设计内容和要求内容:1.数控车床的概述2.数控车床的操作3.零件加工及工艺要求:1.结合数控机床高精度、高效率和高柔性等特点综合多方面的知识,能够解决数控加工中的工艺问题。
2.能熟练掌握数控车床的编程及加工。
3.能够深刻理解数控加工过程中的一系列问题。
本人签字:2013 年3 月10 日毕业设计内容摘要数控车削加工设计以机械制造中的工艺基本理论为基础,结合数控机床高精度、高效率和高柔性等特点综合多方面的知识,解决数控加工中的工艺问题。
对零件进行编程加工之前,工艺分析具有非常重要的作用。
在比较数控车床加工工艺与传统加工工艺的基础上,对数控车床加工工艺中的关键问题进行了深入分析,总结了数控车床的工艺设计方法。
通过实例,证明了正确地进行数控车床加工工艺分析与设计有助于提高零件加工质量和生产效率。
本文通过对零件图样分析、工艺路线的拟订、切削用量的选择等几方面进行了介绍。
关键词:数控加工工艺分析图样分析工艺路线目录第一章数控车床概述 (1)第一节数控车床的基本构成 (1)第二节数控车床的工艺范围 (1)第二章数控加工工艺分析..2 第三章数控车床加工实例 (4)第一节简单轴类零件的编程与加工 (4)第二节简单轴类零件的编程与加工 (10)第四章数控车床加工操作流程15 小结 (19)参考文献 (20)附件表 (21)第一章数控车床概述第一节数控车床的基本构成数控车床的整体结构组成基本上与普通车床相同,同样具有床身、主轴、刀架、拖板和尾座等基本部件,但数控操作面板、显示监视器等却是数控机床特有的部件。
红酒杯设计及加工摘要论文通过红酒杯的设计和加工,一方面力求做到按红酒杯的设计理论制定出一套合理的设计方案,所设计的红酒杯要符合经济、实用、精美的原则。
产品的造型部分将运用UG NX4.0和AutoCAD这两款软件,前者用于实体建模,后者用来绘制二维工程图。
在按要求完成产品造型的同时,也进一步了解和熟悉这两款软件的各个功能。
另一方面,产品零件的加工将在数控车床上完成,因工件的形状较规则,编程简单,故可采用手工编程加工。
加工前将编写详尽的生产加工程序单和加工工艺流程表。
产品的实际加工将作为检验产品设计方案的有效途径,最后再根据加工情况修改和完善产品的设计方案,最终生产出符合要求的红酒杯产品。
关键词:红酒杯;手工编程;数控车削.目录1 绪论12 红酒杯设计32.2材质选择32.3主要品牌42.4设计初稿63 红酒杯实体造型83.1 零件造型思路83.2 红酒杯实体造型83.2.1 新建零件文件83.2.2 绘制截面曲线的草图93.2.3 利用回旋生成实体93.2.4 实体倒圆角103.2.5 隐藏实体多余轮廓线113.2.6 保存文件114 红酒杯编程加工124.1 加工工艺分析124.2 分析零件图样,确定加工方案134.3 零件材料分析134.4数控机床的选择144.5 工件的定位与装夹164.6 刀具选择与安装164.7 编制数控加工程序174.8 数控加工注意事项194.9工件验收与质量误差分析195 结论216 谢辞22参考文献24附录A21附录B22绪论进入21世纪,制造业已成为推进社会生产力的重要力量,数控技术作为现代制业的先进方式,已得到了广泛的普及。
作为数控专业的毕业生,必须达到熟练掌握常用数控机床的操作,了解不同产品的加工工艺并制定出合理的加工方案,还应具备产品设计和利用工具软件造型等技能。
因此,本次毕业设计就是要通过设计及加工一款红酒杯产品,加深对数控加工的认识,培养产品设计造型的能力。
引言随着科学技术的发展,数控加工技术是现代制造技术的典型代表,在制造业的各个领域,包括军工、汽车、摩托车、模具、家电等行业应用日益广泛,已经成为这些行业不可缺少的加工手段。
数控车削加工技术则是应用最为普及的一种数控加工技术。
随着中国加入世界贸易组合,全球制造业出现向中国转移的倾向,国内对数控加工的需求也呈现出高速持续增长的趋势,大批大量的生产,如汽车、拖拉机与家用电器的零件,为了解决高产、优质的问题,多采用专用的工艺装备、专用自动化机床或专用的自动生产线和自动车间进行生产。
但是应用这些专用设备进行生产,生产准备周期长,产品改型不易,因而使产品的开发周期增长。
在机械产品中,但见于小批量产品占到70%~80%,这类产品一般都采用通用机床加工,当产品改变时,机床与工艺装备均需作相应的变换和调整,而且通用机床的自动化程度不高,基本上由人工操作,难以提高生产效率和保证产品质量。
特别是一些曲线、曲面轮廓组成的复杂零件,只能借助靠模和仿形机床,或者借助划线和样板用于手工操作的方法来加工,加工精度和生产效率受到很大的限制。
由于数控机床综合应用了电子计算机、自动控制、伺服驱动、精密见车与新型机械机构等方面的技术成果,具有高柔型、高精度与高度自动化的特点,因此,采用数控加工手段,解决了机械制造中常规加工技术难以解决甚至无法解决的单件、小批量、特别是复杂性面零件的加工。
应用数控加工技术使机械制造业的一次技术革命,使机械制造业的发展进入了一个新的阶段,提高了机械制造业的制造水平,为社会提供了高质量、多品种及高可靠性的机械产品。
目前应用数控加工技术的领域已从当初的航空工业部门逐步扩大到汽车、造船、机床、建筑等民用机械制造业,并已取得了巨大的经济效益。
数控车床加工实例的工艺设计及程序编程正文一、数控车床加工工艺1、数控车床加工的工艺特点数控车床加工与普通车床加工在许多方面遵循的原则基本上是一致的。
但数控车床加工自动化程度高,控制功能强,设备费用高,因此也就相应形成了数控车床加工工艺的自身特点。
天津滨海职业学院毕业设计数控车床加工工艺设计作者:院系:天津滨海职业学院机电工程系专业:机电一体化技术年级:2010级学号:指导教师:毕业设计任务书设计题目:数控车床加工工艺完成期限:自 2012 年12 月 5 日至2013 年 3 月 10日止一、设计原始依据1.根据《数控加工编程与操作》中的零件设计。
2.在数控车床实训中所加工的轴类以及套类零件。
二、设计内容和要求内容:1.数控车床的概述2.数控车床的操作3.零件加工及工艺要求:1.结合数控机床高精度、高效率和高柔性等特点综合多方面的知识,能够解决数控加工中的工艺问题。
2.能熟练掌握数控车床的编程及加工。
3.能够深刻理解数控加工过程中的一系列问题。
本人签字:2013 年3 月10 日毕业设计内容摘要数控车削加工设计以机械制造中的工艺基本理论为基础,结合数控机床高精度、高效率和高柔性等特点综合多方面的知识,解决数控加工中的工艺问题。
对零件进行编程加工之前,工艺分析具有非常重要的作用。
在比较数控车床加工工艺与传统加工工艺的基础上,对数控车床加工工艺中的关键问题进行了深入分析,总结了数控车床的工艺设计方法。
通过实例,证明了正确地进行数控车床加工工艺分析与设计有助于提高零件加工质量和生产效率。
本文通过对零件图样分析、工艺路线的拟订、切削用量的选择等几方面进行了介绍。
关键词:数控加工工艺分析图样分析工艺路线目录第一章数控车床概述 (1)第一节数控车床的基本构成 (1)第二节数控车床的工艺范围 (1)第二章数控加工工艺分析..2 第三章数控车床加工实例 (4)第一节简单轴类零件的编程与加工 (4)第二节简单轴类零件的编程与加工 (10)第四章数控车床加工操作流程15 小结 (19)参考文献 (20)附件表 (21)第一章数控车床概述第一节数控车床的基本构成数控车床的整体结构组成基本上与普通车床相同,同样具有床身、主轴、刀架、拖板和尾座等基本部件,但数控操作面板、显示监视器等却是数控机床特有的部件。
总体上包含以下四个部分:机床主体、控制部分、驱动装置以及辅助装置,如图所示。
一.机床主体机床主体是数控车床的机械部件,通常包括主轴箱、床鞍与刀架、尾座、进给机构和床身等。
二.控制部分(CNC装置)控制部分是数控车床的控制核心,一般包括专用计算机、液晶显示器、控制面板及强电控制系统等等。
三.驱动装置驱动装置是数控车床执行机构的驱动部件,包括主轴电动机、进给伺服电机等。
四.辅助装置辅助装置是指数控车床上的一些配套部件,包括对刀仪、润滑、液压及气动装置、冷却系统和排屑装置等。
第二节数控车床的工艺范围数控机床有许多种型号、规格和不同的性能,不同类型的机床有着不同的用途:数控车床适用于加工精度要求高、表面粗糙度好、形状比较复杂的回转类的轴类、盘类零件和复杂曲线回转形成的模具内型腔。
能够通过程序控制,自动完成圆柱面、圆锥面、圆弧面和各种螺纹的切削加工。
轴类和盘类零件的区分主要在于它的长度和直径的比例,一般将长度和直径的比例大于一的零件视为轴类零件,而将比例小于一的零件视为盘类零件。
第二章数控加工工艺分析一.机床的合理选用数控机床通常最适合加工具有以下特点的零件:(一)多品种、小批量生产的零件或新产品试制中的零件。
(二)轮廓形状复杂,或对加工精度要求较高的零件。
(三)用普通机床加工时需用昂贵工艺装备(工具、夹具和模具)的零件。
(四)需要多次改型的零件。
(五)价值昂贵,加工中不允许报废的关键零件。
(六)需要最短生产周期的急需零件。
二.数控加工零件的工艺性分析(一)零件图上尺寸数据的给出,应符合程序编制方便的原则(二)零件各加工部位的结构工艺性应符合数控加工的特点三.加工方法的选择与加工方案的确定(一)加工方法的选择加工方法的选择原则是:同时保证加工精度和表面粗糙度的要求。
此外,还应考虑生产率和经济性的要求,以及现有生产设备等实际情况。
(二)确定加工方案的原则零件上精度要求较高的表面加工,常常是通过粗加工、半精加工和精加工逐步达到的。
对于这些表面,要根据质量要求、机床情况和毛坯条件来确定最终的加工方案。
确定加工方案时,首先应该根据主要表面的精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法。
此时要考虑到数控机床使用的合理性和经济性,并充分发挥数控机床的功能。
原则上数控机床仅进行较复杂零件重要基准的加工和零件的精加工。
四.零件的安装与夹具的选择在数控车床上,可以用三爪自定心卡盘、四爪单动卡盘和两顶尖等多种夹具安装车削。
一般装夹棒料工件时,应使三爪自定心卡盘夹紧工件。
为保证夹持力度,要有一定的夹持长度。
但在装夹非回转表面,或偏心工件时,经常使用四爪单动卡盘和两顶尖等方式进行装夹。
五.对刀点和换刀点的确定(一)选择对刀点的原则是:1.选择的对刀点便与数学处理和简化程序编制。
2.对刀点在机床上容易校准。
3.加工过程中便于检查。
4.引起的加工误差小。
(二)确定工艺加工路线的原则是:1.保证零件的加工精度和表面粗糙度。
2.方便数值计算,减少编程工作量。
3.缩短加工运行路线,减少空运行行程。
在确定工艺加工路线时,还要考虑零件的加工余量和机床、刀具的刚度,需要确定是一次走刀,还是多次走刀来完成切削加工,并确定在数控铣削加工中是采用逆铣加工还是顺铣加工等。
第三章数控车床加工实例第一节简单轴类零件的编程与加工图3-1 轴类零件图图3-2 轴类零件CAD图一.零件图样分析(一)所需加工零件如图3-1以及图3-2所示,材料为45号钢。
在数控车床上需要进行的工序为:切削外圆;R70mm 弧面、锥面、退刀槽、螺纹及倒角(二)成型表面组成:由圆柱面、圆锥面、球面、圆弧面以及螺纹面组成。
各表面精度要求较高以及表面粗糙度要求为Ra1.6,用数控车削均可完成。
(三)轴段右侧有两段顺逆圆弧,应选用机械间隙补偿的数控机床去完成。
二.工艺措施(一)尺寸精度要求及表面粗糙度要求,一般取表面粗糙度为七级精度,使用高等精度数控CJK6140即可保证零件的加工要求,编程时,直接带入具体尺寸。
(二)轴段右侧有两段顺逆圆弧,应选用带机械间隙补偿的数控机床去完成。
(三)各成型表面连接无复杂程度中等,不须用可转位刀片,用一般车削硬质合金刀即可。
(四)选毛坯件:45#碳热扎圆钢,取毛坯选φ60㎜棒料。
(五)数控加工前先在普床上完成外圆的准备加工,使之为48mm,同时获得工件的回转轴线、再平端面。
三.确定定位基准和装夹方式(一)定位基准:X方向:坯件回转轴线Z方向:坯件端面设计基准和定位基准与工艺基准三者重合;在相应加工之前基准端面要先加工。
(二)装夹方式:三爪自定心卡盘,手工夹紧夹持端。
对坯料多余部分插入主轴内部,加工时依次完成四根轴的加工。
在数控机床上分别加工各成型面,最后用切割刀切除。
综上所述,首先在普床上平端面、加工外圆去除表面的余量达到要求,然后把工件放到数控车床上确定左段用三爪自定心卡盘夹持,加工圆球、圆弧、圆锥、倒角、退刀槽及螺纹,最后用切割刀切断即可完成。
(三)装夹图如图3-3所示:图3-3 装夹图四.加工路线及进给路线(一)粗车外表面先平端面,然后遵循由粗到精,从右到左(由近到远)的加工原则;加工时从右到左粗车各面,粗车时留精加工余量0.5mm。
加工路线如图3-4所示,用一把刀即可完成所以内容。
(二)精车外表面图3-4 精车轮廓进给路线编程时用G70指令对应G71指令进行精车,一刀完成。
走刀路线如上图3-4所示。
(三)粗车左端表面用G73指令完成左端粗加工,走刀如图3-5所示。
图 3-5 加工路线及进给路线图(四)精车左端表面用指令G70完成,一刀走完,走刀路线如图3-5所示。
(五)槽加工一刀完成。
走刀路线如下图3-6所示:图3-6 槽加工图(六)螺纹加工由于螺纹系易损面,应后加工。
编程时可用G92螺纹循环指令完成加工。
走刀路线如如图3-7所示:图3-7 螺纹加工图(七)最后用切断刀切断。
五.刀具选择刀具材料为硬质合金,经几何分析sina=OC/OK=6.5/7.5=0.866得到a=60度,Kr大于30为安全。
(一)粗车时循环车削轮廓——取一般硬质合金90度右偏刀,从右向左车外廓,副偏角为55度,取nk较大的刀以防止干涉,取刀杆直径D=20mmX20mm。
(二)切槽刀:切削刀宽为5mm,刀柄D=20mmX20mm。
(三)螺纹刀:使用60度外螺纹硬质合金右刀,刀柄20mmX20mm。
(四)将以上所选定的刀具参数填入如下数控加工刀具卡。
六.工艺卡片序号刀具号刀具规格与名称数量工序内容备注1 T01 90度右偏硬质合金外圆刀1车外轮廓及端面自动2 T02 30度硬质合金尖刀1 车外轮廓自动3 T03 刀刃宽为5mm 1 切退刀槽切自动七.切削用量选择(一)背吃刀量的选择:轮廓粗车循环时选ap =3㎜,精车ap=0.25㎜;螺纹粗车循环时选ap =0.4㎜,精车ap=0.05㎜。
(二)主轴转速的选择:车直径和圆弧时,查表选粗车切削速度vc=90m/min 精车切削速度vc=120m/min然后利用公式vc=πdn/1000技术主轴转速n(粗车直径D=60㎜,精车工件直径取平均值);粗车800r/min 精车1200r/min。
(三)进给速度的选择查表选择粗车、精车每转进给量,再根据加工的实际情况确定粗车每转进给量为0.4㎜/r ,精车每转进给量为0.15㎜/r,最后根据公式Vf=nf计算粗车、进给速度分别为200m/min和180m/min。
、八.数控加工程序单按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写程序清单。
该工件的加工程序如下:00001;M03 S700 T0101;G00 X50. Z3.0;G71 U3.0 R0.5;G71 P10 Q20 U0.5 W0.3 F0.4;N10 G00 X0;G01 Z0 F0.15 S1000;G03 X20. Z-10 R10. F0.15;G01 Z-26.5 F0.15;X24.;X27. Z-28;Z-49.5;X32.;G03 X36.Z-51.R2.0 F0.15;G01 Z-64.5 F0.15;X43.;X46. W-1.5;Z-110;N20 G00 X50.0 Z3.0;G00 X150.0 Z200.0;G00 X50.0 Z3.0 S1000 ;G70 P10 Q20;G00 X150.0 Z200.0;G00 X150. Z200. T0202;G00 X50. Z-79.5;G73 U9.W0 R5. ;G73 P30 Q40 U0.5 W0.3;N30 G00 X47. ;G01 X46.F0.05;G02 X35.8 W-5. F0.15;G01 X29.6 Z-102.F0.15;N40 G00 X50 Z-79.5;G00 X150. Z200.;G00 X50. Z-79.5 S1000;G70 P30 Q40 ;G00 X150. Z200. ;T0303 S400 F0.15;G00 X40.0 Z-49.5;X28. ;G75 R0.5 ;G75 X23. P2000 F0.15 ;G00 X50.0 Z3.0;G00 X150.0 Z200.0;T0404 S600;G00 X29. Z-25. ;G92 X26.2 Z-47.0 F1.5;X25.6;X25.2;X25.04;X25.04;G00 X50.0 Z3.0;G00 X150.0 Z200.0;T0303 S400 F0.07 ;G00 X50. Z-106.5;G75 R0.5 ;G75 X0 P2000 F0.07 ;G00 X150. Z200. ;M30;第二节简单套类零件的编程与加工用数控车床加工如图3-8以及3-9所示的简单套类零件,工件长度为44㎜,外圆两个阶台尺寸分别为Φ45㎜,Φ65㎜,两端同轴度要求为0.04㎜,并有一个C1倒角。