主运动:直接切除工件表层金属,使之 变为切屑,形成工件新表面的运动。一 般只有一个 进给运动:是新的金属层不断投入磨削 的运动。
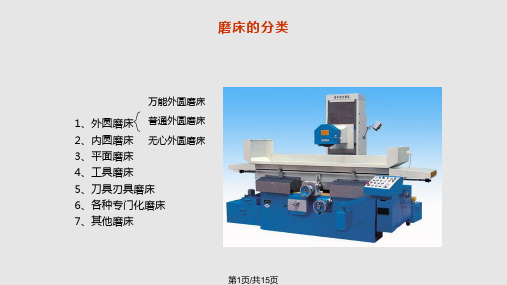
第2页/共15页
磨削机理
磨削是用磨具(即砂轮、砂瓦、砂 带等)作为刀具加工零件表面,通常 磨具是砂轮。磨削过程大体分为擦滑、 耕犁、切削三个阶段。
擦滑 磨粒从工件表面擦滑而过,仅使平面产生弹性变形 擦滑过程中产生较大的热量
第6页/共15页
滚动轴承与滑动轴承
滚动轴承
球轴承 滚子轴承
特点:滚动轴承摩擦阻力小、起动快、 效率高与滑动轴承比较,滚动轴承的径 向尺寸较大,减振能力较差,高速时寿 命低,声响较大
按摩擦性质
滑动轴承
优点:1,承载能力高;(接触面积大的 原因)2,构造简单,制造、加工、拆卸
。 方便;3,良好的耐冲击性和良好的吸振
主轴 锥孔
壳体杆
底座
3、头架
头架工主件轴用支和三承顶爪在尖或前有四自后三爪磨顶种卡主尖工盘轴上作夹顶磨方持尖削式工(件死磨顶削尖)
●●主由固工自轴拨装件磨拨由前盘在支主盘端带拨壳承轴通安动盘在顶过体装法上前尖杆卡兰的、后带盘 盘拨顶动头,旋杆尖主卡转拨架上轴盘,动有磨旋固主主夹助削转定轴紧于轴●在也提用法随工高及三兰之件工爪其盘旋上件或第上转的的轴四8,鸡旋页爪承法心转/共卡兰夹精、1盘5盘头度页夹工插使及持入工主件工主件轴件轴传转部磨锥动件动削孔,刚内而度装,主置并轴用和与拉顶底杆尖拉固座紧定组。不运动成动。
磨削速度是指砂轮线速度,一般为30~35米/秒,超过45米/秒时称为高速磨削。 磨削通常用于半精加工和精加工,精度可达IT8~5甚至更高,表面粗糙度一般磨削为 Ra1.25~0.16微米,精密磨削为Ra0.16~0.04微米,超精密磨削为Ra0.04~0.01微米, 镜面磨削可达Ra0.01微米以下。