压力容器装配通用工艺规程
- 格式:docx
- 大小:319.09 KB
- 文档页数:12
压力容器装配通用工艺规程
1范围 本规程规定了公司压力容器产品装配焊缝布置、装配错边量棱角度不等厚度对接、装配尺寸
公差、热处理、无损检测和管箱装配的要求 ;
本规程适用于本公司压力容器产品的装配;非压力容器产品可参照本标准执行 ;
本规程不适用于按ASM规范制造生产的压力容器的装配;
2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款 ; 凡是注日期的引用文件 , 其随后所 有的修改单 (不包括勘误的内容 )或修订版均不适用于本标准 ,然而,鼓励根据本标准达成协议 的各方研究是否可使用这些文件的最新版本 ; 凡是不注日期的引用文件 , 其最新版本适用于本 标准;
G150 《压力容器》
GB151 《管壳式换热器》
HG20584 《钢制化工容器制造技术要求》
JB4730 《压力容器无损检测》
JB/T4750 《制冷装置用压力容器》
3总则
3.1 当本标准与图纸或专用工艺的规定不一致或图纸另有规定时 ,应以图纸或专用工艺文件规 定为准 ;
3.2 操作工在操作前应先看图纸和专用工艺文件 , 熟悉装配方法、顺序和装配要求 ;
3.3装配时应核对装配零件的P/N号是否与BO一致;受压元件是否有材料标记;上道工序的加 工是否合格;是否已经过必要的检验 ;
3.4操作工在本工序完工后应首先自检 , 合格后再转下道工序 ;
3.5 需经相关检验人员 ( 以下简称检验员 ) 检验的控制点在自检合格后交相关检验员检验; 停止 点必须经检验员和压力容器体系相关责任人检验确认 ;
3.6 不准强力装配 ;
3.7 装配时使用的临时拉筋、吊耳等应采用与容器焊接性能相似的材料、焊材及焊接工艺 ; 装 配后留下的焊疤应磨平 , 打磨后的厚度不应小于设计母材厚度 ;
3.8 制造中应避免钢板表面的机械损伤 ; 对尖锐伤痕以及不锈钢容器防腐蚀表面的局部伤痕、 刻槽等缺陷应予修磨 , 修磨范围的斜度至少为 1:3; 修磨的深度应不大于该部位钢材厚度的 5%
S n,且不大于2mm否则应予补焊;对于复合钢板,其修磨深度不得大于复层厚度的3%且不大 于1mm否则应予补焊;钢板的补焊按Q/YWT0204的规定
3.9凡被支座、腹板、垫板、补强圈等覆盖的焊缝,均应打磨至母材平齐; 3.10壳体内凡妨碍管束顺利装入或抽出的焊接接头均应打磨至与母材平齐 ;
3.11 容器封闭前 (装配封头、管板等)均应对容器内进行清洁检查 , 并检查是否有工具或杂物遗
留在容器内 ;
3.12容器在生产过程中应对暂时不加工的管口进行封闭 , 防止杂物进入容器内; 有螺纹的接管
在焊接过程中应用闷盖保护 , 防止飞溅进入容器或损坏螺纹 ; 3.13加工过程中如发现标记会被覆盖或加工掉 , 则应事先进行标记移植 ;
4焊缝布置
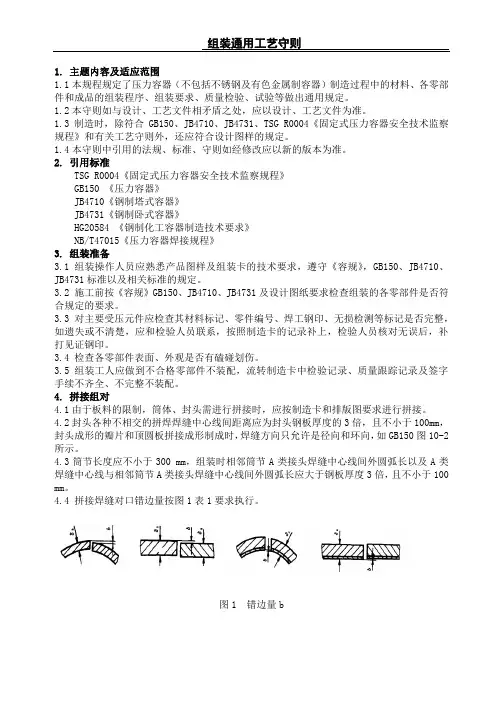
4.1筒节长度一般应不小于300mm相邻筒节间纵缝及筒节纵缝与封头拼缝应错开,焊缝中心错 开间距(外圆弧长)应大于名义厚度S n的三倍、且不小于100mm图1);
4.2设备内外装配件与壳体相焊接的焊缝,其焊缝边缘应尽量避开筒体焊缝;
4.3当装配件与壳体主焊缝交叉时,应在附件上开一槽口,以使连接焊缝跨越主焊缝(图1);
4.4筒体或封头上开孔,以开孔中心为圆心,1.5倍开孔直径为半径的范围内不要布置焊缝 (图1)
若不能避开,则在此范围内的A B类焊缝应全部进行无损检测; 4.5筒体焊缝布置时应尽量不被支座、垫板等覆盖;如被覆盖则按3.9条执行外,还应对被覆盖 部分的焊缝全部进行无损检测;
5装配错边量b、棱角度E、不等厚对接的要求
5.1A、B类焊接接头对口错边量b按表1和图2规定;
5.1.1用焊接检验尺检验,当壳体为不等厚钢板时,按薄板计算,且测量时不计入钢板的厚度 差;
5.1.2对于封头压制后接头部分的增厚情况,装配应以外表对齐为准,测量时不计入增厚因素
5.1.3装配时先测量两零件的外周长,计算差值,确定错边量值,以便装配时保证错边量在圆周 方向均匀分布;
图2:错边量示意图b
表1 A 、 B类焊接接头的错边量
单位:mm 对口处钢材厚度S s A类焊接接头对口错边量b B类焊接接头对口错边量b
< 12 b< 1/4 S s b< 1/4 S s
>12~20 b< 3 b< 1/4 S s
>20~40 b< 3 b< 5.0
>40~50 b< 3 b< 1/8 S s
> 50 b< 1/16,且w 10 b< 1/8 S s,且 w 20
5.2B类焊接接头在轴向形成的棱角度 EW (0.1 S n+2.0)mm且不大于5mm用长度不小于300mm 的直尺或样板测量(图3);
图3:棱角度示意图
5.3当对接壳体两侧钢板厚度不等时,当薄板厚度大于10mm两板厚度差超过3mr时,或当薄板 厚度大于10mm两板厚度差大于薄板厚度的30%或超过5mr时,均应按下图4所示的要求单面或 双面削薄厚板边缘,或按同样要求采用堆焊方法将薄板边缘焊成斜面 ;
ED d
L2 4 - |r
(L1,L2) > 3( S 1—S 2)
图4不等厚对接
5.4最大最小直径差,壳体上同一截面上最大最小直径差应该不大于该截面内径的 1%;如果为
换热容器,则壳体上同一截面上最大最小直径差应该不大于该截面内径的 0.5 %;当被检断面
位于开孔中心一倍开孔内径范围内时,则该断面最大内径与最小内径应不大于该断面内径的 1%Eb住
J=2 E
S 2
S 2” 与开孔内径的2%之和;
5.5当筒体由几节拼接而成时,拼接后的筒体直线度△ LW L%。(L为壳体总长度),且换热容器的 △
L不大于4.5mm.;
5.6A、B类接头焊缝余高(e1、e2)按表2;
表2焊缝余高
单位: mm
标准抗拉强度下限厅b>540Mpa的钢材以及 Cr-Mo低合金钢钢材 其他钢材
单面坡口 双面坡口 单面坡口 双面坡口
e1 e2 e1 e e1 e2 e1 e
0〜10%5 s且W
3 W 1.5 0 〜10 %S 1
且W 3 0〜10%s 2
且W 3 0 〜15%5 s
且W 4 W 1.5 0 〜10 %5 1 且W 4 0 〜10%5 2且W 4
6装配尺寸公差
6.1容器内件装配尺寸公差(如支撑板、挡板、防冲板、安装板等)(图5);
6.1.1与图纸所标基准线的轴向尺寸公差为土 3mm;
6.1.2当支撑板处需要贴胀换热管时,应检查支撑板不平度W 1mm轴向尺寸公差为土 1.5mm,可 用定距工装来保证尺寸与图纸所标基准线的周向尺寸公差为土 6mm支撑板为土 3mm角度水平 尺测量时为土 0.5 ° ;
6.1.3当支撑板与拉杆为点焊结构,且支撑板数量较多时,用工装(样板)来保证轴向尺寸;
L ±
= •一* 1 |
1 — . ■■■■ BMBi ■ 1
L ±
< ----- > L ±
--------
►
图5尺寸公差
6.2开孔划线与接管安装公差
6.2.1孔(接管、接头)中心与基准线的轴向尺寸公差为土 3mm人孔、手孔为土 13m m图6);
)(6.1.1 条
图6 图7 623划线时圭寸头中心位置偏差允许3 mm图8);圭寸头上的开孔位置周向土 6mm径向土 3mm;
624换热器的接管(接头)伸出长度允差为L±3mm人孔、手孔为L± 10mm其它L±5mm图9)
a)、法兰面应垂直于接管或圆筒的主轴中心线,接管法兰应保证法兰面的水平或
垂直(图纸有特殊要求的应按图纸要求),其偏差均不得超过法兰外径的1%法兰外径小于
100m时,按100m计算),且不大于3mm图10、图11);人孔法兰面的水平或垂直度允差
6mm;测
量轴向和周向,二点高度分别相减的差值(L1-L2)
b)、当用角度水平尺测量时,允差为1° (图10、图11);
图13
6.2.6径向接头的装配要求(图14)
轴向用直角尺测量,上端偏差为接头伸出长度的1%,(当伸出长度小于100mr时,按100m计算)
周向用水平尺测量上端面或侧面(当必要时)允差为1° , 一般可用肉眼观察,视觉无明显偏差;
图146.2.5接管法兰要求:
c) 、法兰螺栓孔应与壳体主轴线跨中布置 (图12),有特殊要求的应按图纸要求 图 ± 6
图9
图12
接管之间有特殊装配要求的(如液面计),应达到下列要求(图15):
两接管距离允差为土 1.5mm
通过两接管中心垂线的间距不大于1.5mm
两接管法兰面在同一平面内,其平面度允差不大于1.5mm用直尺或水平尺测量); 两接管应一起装配,同时进行装配调整;
图15
6.2.7非径向接管、接头(如视液镜)的装配要求(图16):
1) 调整壳体的周向位置(用水平尺测量);
2) 装配接管或接头,用水平尺测量接管法兰面或接头的侧面或端面,角度允差1
6.2.8封头接管的装配
1) 封头上的径向接管的装配按第d、e条;
2) 封头上的非径向接管(水平接管)的装配,伸出长度按第d条,法兰面的要求如下:用直尺或水 平尺搁在接管法兰面上,测量封头(或法兰)二侧与直尺间的距离L1、L2,保证L1 — L2不大于封 头外径的1%且不大于3mm,(当测量部位不通过封头中心时,为测量部位的长度)(图17),测量 时应测二个方向,即一个方向为接管与封头中心方向,另一个方向为其垂直方向;封头上的液 面计接管的装配按第g条;
6.3支座装配要求(基面、螺栓孔、尺寸、周向尺寸)
6.3.1立式容器支座(支耳)(图18):
a) 支座下端到基准面的距离上偏差允差为 +12mm下偏差为0;
b) 支座底面的水平度公差为:3mm;
c) 沿容器外壁测量支座周向位置允差为:土 6mm ± 1.5 < 1.5 O
---------- I V* ---------
< 1.5
图17