2019年电镀车间作业流程图.doc
- 格式:doc
- 大小:30.53 KB
- 文档页数:1
工作行为规范系列电镀加工作业工作程序(标准、完整、实用、可修改)编号:FS-QG-26373电镀加工作业工作程序Electroplating work procedure说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可循,提高工作效率和责任感、归属感,特此编写。
1.目的:外接电镀加工之订单能有计划的顺利出货,使客户满意.2.适用范围:所有外椄电镀加工之订单3.职责范围:3.1业务员3.1.1新客户的开发及老客户的维护3.1.2产品的报价3.1.3协调工厂与客户之特殊事宜3.2跟单员3.2.1产品的收货及出货3.2.2开制令单3.2.3生产日报及对账单处理3.2.4大货及样品的跟进3.2.5与客户之间日常事务的处理3.3生产部3.3.1制令单特殊要求的补充3.3.2产品生产的排单,进度及品质的跟进3.3.3负责生产设备,镀液的维护3.4品管负责出货的检验4.作业说明:4.1订单的开发业务员依据工厂设备及生产能力开发适合工厂配合的客户.4.2报价业务员接到订单后,第一时间依据产品大小及电镀色等条件填写《电镀加工报价单》报价,并呈上级主管核准.若客户有议价情况则协调完成最终双方确认加工价格.4.3打样4.3.1依据客户之要求或客样等进行打样,以满足客户需求,电镀技师必须记录下相关的电镀电流.时间等参数,以方便报价及生产大货依据.4.3.2所有来货必须先试镀打样,确认后方可进行批量生产4.4制令单4.4.1接到订单产品后,跟单员依据客户要求及打样等产品信息,进入MRP订单系统开具《电镀制令单》,并经审核及核准后分发生产单位进行排单生产4.4.2电镀技师依据打样或试镀情况,补充《电镀制令单》未填项目.4.4.3跟单员依据技师补充的《电镀制令单》进入MRP 订单系统将未填项目录入,以方便下次翻单生产及查阅4.5生产计划生产车间依据订单交货时间进行合理的排单,同批次.同类型的产品集中生产;返工之产品集中尽快处理.4.6收货及出货4.6.1跟单员依据客户之需要安排取货及送货,同路线及同客户尽量减少出车次数及里程.4.6.2收货数量依据上挂数量,此数量要及时同客户数量核对,若有误差要同客户及时反映.4.6.3出货时出货数量要同来货数量核对,若有误差要寻找原因,是否有不良品返工等,不能返工产品要求退回客户,以方便客户补数.4.6.4依据实际出货数量及报价进入MRP订单系统开具《电镀送货单》,并经权限人员会签后同货物安排出货.由客户收货签收,客户留存一联,工厂财务一联,跟单员留存一联.4.6.5跟单员每天上午进入MRP订单系统打印头一天《电镀外加工生产日报表》,并呈主管核阅.4.7对账及收款4.7.1月结客户对账为每月1日-月底为每月月结周期.4.7.2跟单员每月1-5日进入MRP订单系统打印上一月各客户《电镀月对账单》,依据送货单进行核对.4.7.3跟单员将核对后的《电镀月对账单》及时交给客户确认,若有误差及时修正.并跟进《电镀月对账单》客户确认回签.4.7.4客户确认回签的《电镀月对账单》及MRP订单系统打印的《电镀月对账单》附上送货单呈上级核准后交财务收款.4.7.5现金加工由财务部依据送货单进行收款.5.相关表单《电镀加工报价单》《电镀制令单》《电镀送货单》《电镀外加工生产日报表》《电镀月对账单》请输入您公司的名字Foonshion Design Co., Ltd。

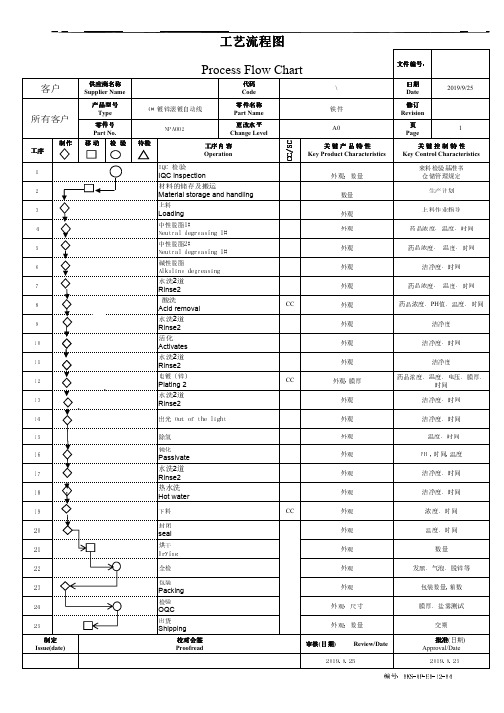

生产线工艺流程:开卷——焊接——电解清洗——电镀——软溶——钝化——静电涂油——检测剪切——卷取钢卷经开卷机开卷后由搭接式自动缝焊机焊接使电镀生产连续化。
清洗槽为立式浸渍型,由电解清洗槽和电解酸洗槽组成。
电解清洗液通常采用碱性磷酸盐或硅酸盐加氢氧化钠和表面活性剂配成的复合清洗液,温度为60~90℃,电流密度为5~lO A/din ,碱洗后带钢在喷淋槽中将其表面的碱液洗净。
电解酸洗液通常采用25~40℃的硫酸溶液,一般浓度为40~80 g/l,电流密度为5N 30A/dm ,酸洗液中铁含量不超过25g/1,酸洗后带钢经喷淋槽除去残留酸液oF型电镀段由立式浸入型电镀槽和废液回收槽组成电镀液通常采用二阶锡苯酚磺酸溶液加添加剂,以防止二价锡氧化成四价锡而增加电流量。
电镀液的工作温度保持在40~50~C。
电镀槽数由电镀锡作业线速度和电流密度而定阳极通常采用宽76IT'LI~,、厚50ram、长l。
8m的锡条,阴极为通过槽顶导电辊的带钢,电镀度液通过挤干辊在废液回收槽得到回收。
带钢经带V 型喷嘴的热风干燥器干燥。
电镀锡线最高速度可达600 m/m~n。
软融装置由导电辊,马弗炉和水淬槽组成。
带钢加热方法有电阻加热法和感应加热法2种。
F型大部分采用电阻加热法,带钢在2个导电辊之间加热,镀锡层被瞬时熔化,在钢基板表面生成一层很薄的铁锡台金,形成光亮的表面。
软熔时间仅需几秒钟,温度只需稍微超过锡的熔点,锡层软熔后立即在50~8O℃水淬槽中冷却。
钝化处理有浸溃法和电解钝化法两种。
电解钝化处理采用的钝化液通常是重铬酸钠或铬酸水溶液,将带钢作为阴极,在浓度为约aog/l的重铬酸钠溶液内进行钝化处理,pH值为3~5,温度为45~85℃,阴极电流密度为4~1OA/din 。
钝化膜能防止镀锡板在运输和储存期间的腐蚀,能改善漆层的结台力及对亚硫酸盐腐蚀的耐久性,并且不会妨碍焊接操作。
涂油装置采用静电涂油法。
油腊种类通常是食品包装中允许使用的二辛基癸二酸脂或乙酰基三丁基柠檬酸脂。

电镀厂的工艺流程一、镀前处理。
1. 机械处理。
- 这一步就像是给要电镀的东西先洗个澡,不过是比较粗糙的那种。
比如有打磨,把表面那些不平整的地方给弄平咯。
就像你脸上有痘痘,得先把痘痘给磨平了才能上妆一样。
还有抛光,这能让东西表面变得光亮光亮的,像镜子似的。
如果表面坑坑洼洼的,电镀上去的那层金属也不会好看呀。
2. 化学处理。
- 化学处理就像是给要电镀的物件做个深度清洁。
有脱脂这一步,因为很多东西表面可能会有油啊之类的脏东西。
要是不把油去掉,电镀的时候,金属就不容易附着上去。
就像你要贴手机膜,屏幕上要是有油,膜肯定贴不牢。
还有酸洗呢,它能把物件表面的氧化层去掉,让里面新鲜的金属表面露出来,这样电镀的时候就可以亲密接触啦。
二、电镀过程。
1. 镀液准备。
- 镀液可是电镀的关键所在哦。
就像做菜得先准备好调料一样。
镀液里有各种成分,像主盐,这是提供电镀金属离子的东西。
比如说镀铜,那镀液里就得有铜离子。
还有络合剂,它能让金属离子乖乖听话,保持稳定,就像幼儿园的老师管着小朋友一样。
添加剂也不能少,它可以让电镀出来的金属层更加光滑、均匀,就像给金属层做个美容。
2. 电镀操作。
- 把要电镀的物件放到镀液里,然后通上电。
这时候就像魔法开始了一样,在电流的作用下,镀液里的金属离子就会跑到物件的表面,一层一层地堆积起来。
这就好比是一群小蚂蚁,在电流这个指挥棒的引导下,有序地往物件上搬家。
而且这个过程得控制好电流密度、温度这些条件。
要是电流太大了,可能金属层就会变得很粗糙,就像你画画的时候,颜料涂得太厚就不好看了。
温度也很重要,不同的镀液有不同的最佳温度范围,就像人有最适合自己的生活温度一样。
三、镀后处理。
1. 清洗。
- 电镀完了之后,物件得好好洗个澡。
因为上面可能还沾着镀液呢。
要是不洗干净,镀液残留可能会腐蚀物件。
就像你吃完糖不刷牙,牙齿就会被蛀一样。
清洗的时候要洗得彻彻底底的,一般会用清水多冲洗几遍。
2. 钝化处理。
- 这一步可有意思了。
电镀流程图
电镀是一种常见的表面处理技术,通过在金属物体表面形成一层金属膜,提高其耐腐蚀性和美观度。
下面是一个典型的电镀流程图:
1. 准备工作:将需要电镀的物体进行清洗和去除表面杂质,以确保金属的纯净度和表面光洁度。
2. 酸洗:将物体放入酸浴中,使之浸泡一段时间,以去除表面的氧化物和污垢。
酸洗通常使用硫酸或盐酸进行。
3. 水洗:将物体从酸浴中取出,用清水冲洗掉酸液残留和杂质。
4. 镀前处理:根据需要,对物体进行一些表面处理,如退火或打磨,以提高镀层的附着力和均匀性。
5. 化学镀液调配:根据需要,将金属盐、酸和其它化学试剂混合调配成特定的电镀液,以保证其适应物体的特性和电镀要求。
6. 镀液处理:对电镀液进行一系列的处理,如过滤、加热和搅拌,以保持其稳定性和镀层质量。
7. 电镀:将经过前面处理的物体浸入电解槽中,使之成为阴极,在电解质中形成电场。
通过电流通过物体和阳极之间的电解质,金属离子在物体表面还原并形成金属膜。
8. 水洗:将电镀完毕的物体取出,用清水彻底洗净表面的电解
质残留和金属盐。
9. 镀后处理:根据需要,对镀层进行防氧化处理、抛光或上光等,提高镀层的质量和光泽度。
10. 检查和包装:对镀层进行质量检查,如厚度测量、附着力测试和耐腐蚀性评估。
随后进行包装,以防止镀层受到损坏和污染。
以上是一个电镀的典型流程图,每个步骤都需要严格的操作和控制,以确保所得的镀层质量符合要求。
不同的金属和要求,可能会有一些不同的步骤和处理方法。
电镀车间工艺流程图一、引言电镀车间工艺流程图是用于描述电镀车间生产过程中各个工艺环节的图表,通过图表可以清晰地展示每个工艺步骤的顺序、流程和关联关系。
本文将详细介绍电镀车间工艺流程图的标准格式及其内容要求。
二、标准格式电镀车间工艺流程图通常采用流程图的形式进行展示,主要包括以下几个要素:1. 标题:在流程图的顶部中央位置,用较大的字体写明“电镀车间工艺流程图”。
2. 节点:表示各个工艺步骤的方框,每个方框内写明该步骤的名称。
3. 连接线:用箭头连接各个节点,表示工艺步骤之间的顺序关系。
箭头指向下一步骤的方向。
4. 说明文字:在节点之间或连接线上方,用小字体写明该步骤的详细说明、操作要点、注意事项等。
5. 图例:在流程图的右上角或左下角,用小字体写明图例,解释表示不同类型节点或连接线的含义。
三、内容要求电镀车间工艺流程图应准确地反映出整个电镀生产过程中的各个工艺步骤,确保流程图的内容完整、清晰、易于理解。
以下是一份示例的电镀车间工艺流程图及其内容要求:1. 预处理a. 清洗:将待镀件放入清洗槽中,使用清洗液清洗表面污垢。
b. 酸洗:将清洗后的待镀件放入酸洗槽中,使用酸性溶液进行酸洗处理,去除表面氧化物。
c. 水洗:将酸洗后的待镀件放入水洗槽中,使用清水进行冲洗,去除酸洗残留。
2. 镀层处理a. 镀前处理:将预处理后的待镀件放入镀前处理槽中,使用特殊溶液进行表面处理,增加镀层附着力。
b. 镀层:将镀前处理后的待镀件放入镀液槽中,通过电解作用在待镀件表面形成金属镀层。
c. 镀后处理:将镀层完成的待镀件放入镀后处理槽中,使用清水进行冲洗,去除镀液残留。
3. 后处理a. 烘干:将镀后处理后的待镀件放入烘干炉中,使用热风进行干燥,去除表面水分。
b. 包装:将烘干后的镀件进行包装,保护镀层不受损坏。
四、总结电镀车间工艺流程图是电镀车间工艺过程的重要工具,通过清晰地展示每个工艺步骤的顺序和关联关系,帮助工作人员更好地理解和执行工艺流程。
电镀生产流程示意图
镀镍铬:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→半光镍→全光镍→微孔镍→预浸→铬
镀镍青:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→半光镍→全光镍→青铜
镀青古铜:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→半光镍→全光镍→青古铜→黑镍→钝化
镀镍:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→半光镍→全光镍
镀红古铜:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→黑镍→钝化
镀镍铬:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→半光镍→全光镍→微孔镍→铬
镀镍铬:热脱→超音波→电解(+)→酸浸→氰化铜→半光镍→全光镍→微孔镍→预浸→铬
镀镍:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→半光镍→全光镍
镀镍:热脱→超音波→电解(+)→酸浸→氰化铜→半光镍→全光镍
镀青古铜:热脱→超音波→电解(+)→酸浸→黑镍→钝化
镀红古铜:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→黑镍→钝化
镀镍铬:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→半光镍→全光镍→微孔镍→预浸→铬
镀镍铬:热脱→超音波→电解(+)→酸浸→氰化铜→半光镍→全光镍→微孔镍→预浸→铬
镀青古铜:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→青古铜→黑镍→钝化
镀红古铜:热脱→超音波→电解(+)→酸浸→氰化铜→聚磷酸→焦磷酸铜→硫酸铜→黑镍→钝化
镀镍:热脱→超音波→电解(+)→酸浸→氰化铜→半光镍→全光镍。
电镀工艺流程图及工艺说明孔化工艺流程:上板→膨胀→双联水洗→氧化→回收水洗→双联水洗→预中和→中和→双联水洗→ 条件→双联水洗→微蚀→双联水洗→预浸→活化→双联水洗→促化→双联水洗→ 化学沉铜→双联水洗→下板孔化工艺说明孔化操作工艺说明如下表所示序号主要工程功能说明 1 膨胀将孔内粉尘进行膨胀处理。
2 氧化利用强氧化清除膨胀后的杂物。
3 中和将氧化时的碱性物质中和。
4 条件去除材料表面的油污。
5 微蚀对铜面进行修正处理,保证沉铜的结合力。
6 预浸对活化前的预处理,保证无水进入活化槽。
7 活化化学沉铜前的钯沉积。
8 促化化学沉铜前的还原处理 9 化学沉铜在材料表面形成一层化学铜,将板的两面连接起来。
板电工艺流程图板电工艺流程上板→除油→市水洗→上喷水洗→浸酸→镀铜→上喷水洗→上喷水洗→下板→剥挂架→市水洗→上喷水洗→上板板电工艺说明板电操作工艺说明如下表所示序号主要工程功能说明 1 除油去除材料表面的油污。
2 浸酸去除材料表面可能存在的氧化膜,活化产品。
3 镀铜铜电镀为打底电镀,其目的是为了在材料表面形成一层致密的铜电镀层,以增加镀层与基体材料的结合力。
图电工艺流程图图电流程图:上板→除油→水洗→水洗→微蚀→水洗→水洗→酸浸→镀铜→水洗→高位水洗→浸水洗→镀锡前处理→镀锡→高位水洗→浸水洗→下板→剥挂架→水洗→高位水洗→上板图电工艺说明图电操作工艺说明如下表所示序号主要工程功能说明 1 除油去除材料表面的油污。
2 微蚀对铜面进行修正处理,保证铜电镀的结合力。
3 酸浸去除材料表面可能存在的氧化膜,活化产品。
4 镀铜铜电镀为打底电镀,其目的是为了在材料表面形成一层致密的铜电镀层,以增加镀层与基体材料的结合力。
5 镀锡在客户要求的区域内镀上锡,保护铜不被碱性蚀刻。