焊缝裂纹金相分析图谱
- 格式:pdf
- 大小:2.47 MB
- 文档页数:68
焊缝接头组织的金相观察分析一、实验目的1、认识焊缝区和热影响区各区段的组织特征。
2、了解焊缝金相检验方法和焊接接头的形成过程3、掌握焊接组织对性能的影响二、实验原理焊接是工业生产中用来连接金属材料的重要加工方法。
根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。
熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。
由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。
这部分靠近焊缝且组织发生了变化的金属称为热影响区。
热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。
根据组织和性能区别,焊接接头分为焊接区和焊接影响区。
焊缝区,是熔池泠凝后为铸态组织,在冷却过程中,液态金属自熔合区向焊缝的中心方向结晶形成的柱状晶组织,焊缝金属的性能一般不低于母材性能,但易产生裂纹。
以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正火区(AC3——1100℃);不完全旺火区(AC1~AC3)。
对易淬火钢而言,还会出现淬火组织。
热影响区如图所示如图所示(1)熔合区即融合线附近焊缝金属到基体金属的过渡部分,温度处在固相线附近与液相线之间,金属处于局部熔化状肪,晶粒十分粗大,化学成分和组织极不均匀,冷却后的组织为过热组织,呈典型的魏氏组织。
这段区域很窄(0.1-1mm),金相观察实际上很难明显的区分出来,但该区对于焊接接头的强度、塑性都有很大影响,往往熔合线附近是裂纹和脆断的发源地。
(2)过热区(粗晶粒区)加热温度范围Tks-Tm(Tks为开始晶粒急剧长大温度,Tm 为熔点),当加热至1100℃以上至熔点,奥氏体晶粒急剧长大,尤其在1300℃以上,奥氏体晶粒急剧粗化,焊后空冷条件下呈粗大的魏氏组织,塑性、韧性降低,使接头处易出现裂纹。
焊缝缺陷图谱焊接基本知识1、焊接的冶金特点什么叫焊接:两个分离的物体(同种或异种材料)通过原子或分子之间的结合和扩散造成永久性联接的工艺过程叫焊接。
熔化焊是金属材料焊接的主要方法:熔化焊接时,被焊金属在热源作用下被加热,发生局部熔化,同时熔化了的金属、熔渣、气相之间进行着一系列影响焊缝金属的成分、组织和性能的化学冶金反应,随着热源的离开,熔化金属开始结晶,由液态转为固态,形成焊缝。
熔化焊的冶金特点:⑴、温度高以手工电弧焊为例,电弧温度高达6000℃~8000℃,熔滴温度约1800℃~2400℃,在如此高温下,外界气体会大量分解,溶入液态金属中,随后又在冷却过程中析出,所以焊缝易形成气孔缺陷。
⑵、温度梯度大焊接是局部加热,熔池温度在1700℃以上,而其周围是冷态金属,形成很陡的温度梯度,从而会导致较大的内应力,引起变形或产生裂纹缺陷。
⑶、熔池小,冷却速度快熔池的体积,手工焊约2cm3~10 cm3,自动焊约9 cm3~30 cm3,金属从熔池到凝固只有几秒钟,在这样短的时间里,冶金反应是不平衡的,因此焊缝金属成分不均匀,偏析较大。
2、焊缝的结晶特点焊接熔池从高温冷却到常温,其间经历过两次组织变化过程;第一次是液态金属转变为固体金属的结晶过程,称为一次结晶;第二次是温度降低到相变温度时,发生组织转变,称为第二次结晶。
一次结晶从熔合线上开始,晶体的生长方向指向溶池中心,形成柱状晶体,当柱状晶生长至相互接触时,结晶过程即告结束。
焊缝表面形态以及热裂纹、气孔等缺陷的成因、形态、位置均与一次结晶有关。
对低碳钢及低合金钢,一次结晶的组织为奥氏体,继续冷却到低于相变温度时,奥氏体分解为铁素体和珠光体,冷却速度影响着铁素体和珠光体的比率和大小,进而影响焊缝的强度、硬度和塑性韧性,当冷却速度很大时,有可能产生淬硬组织马氏体,冷裂纹的形成与淬硬组织有关。
3、焊缝的组成及热影响区组织焊接接头由焊缝和热影响区两部分组成。
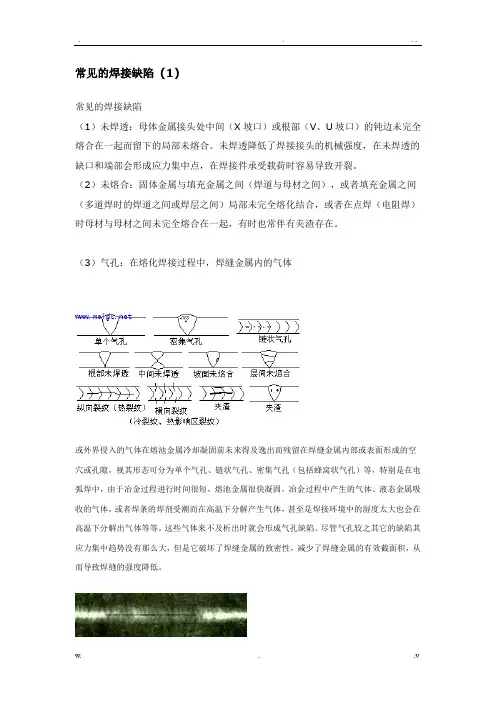
常见的焊接缺陷(1)常见的焊接缺陷(1)未焊透:母体金属接头处中间(X坡口)或根部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。
未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
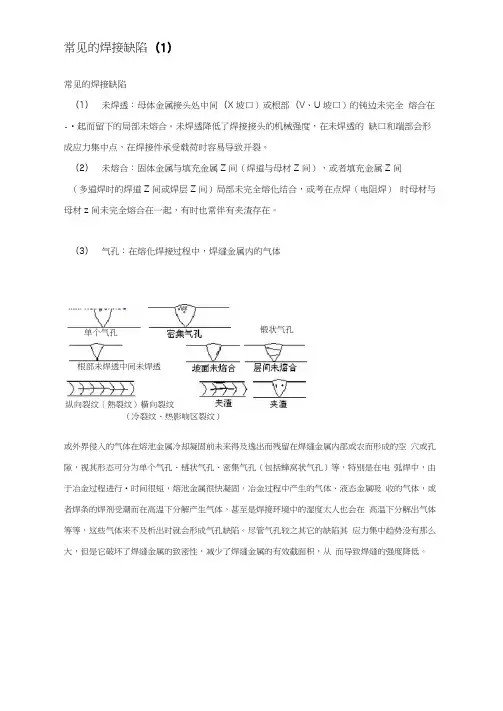
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及逸出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。
尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。
某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,未焊透某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,密集气孔(4)夹渣与夹杂物:熔化焊接时的冶金反应产物,例如非金属杂质(氧化物、硫化物等)以及熔渣,由于焊接时未能逸出,或者多道焊接时清渣不干净,以至残留在焊缝金属内,称为夹渣或夹杂物。
视其形态可分为点状和条状,其外形通常是不规则的,其位置可能在焊缝与母材交界处,也可能存在于焊缝内。
另外,在采用钨极氩弧焊打底+手工电弧焊或者钨极氩弧焊时,钨极崩落的碎屑留在焊缝内则成为高密度夹杂物(俗称夹钨)。
W18Cr4V(高速工具钢)-45钢棒对接电阻焊缝中的夹渣断口照片钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,局部夹渣钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,两侧线状夹渣钢板对接焊缝X射线照相底片V型坡口,钨极氩弧焊打底+手工电弧焊,夹钨(5)裂纹:焊缝裂纹是焊接过程中或焊接完成后在焊接区域中出现的金属局部破裂的表现。
继超声波衍射时差法(TOFD)和相控阵超声检测(PAUT)技术之后,基于计算机成像技术(CITs)的FMC和TFM技术(全矩阵捕获和全聚焦法,简称双全法)已于2019年进入国际权威法规。
如ASME BPVC.V-2021《锅炉及压力容器规范无损检测》的第四章《焊缝UT》增补了两个新附录,分别为强制性附录Ⅺ《全矩阵捕获》和非强制性附录F 《焊缝全矩阵捕获法检测》。
2021年初,国际标准化组织(ISO)也已发布两个国际标准:ISO 23865:2021《无损检测超声检测全矩阵捕获/全聚焦技术(FMC/TFM)和相关技术的一般用法》和ISO 23864:2021《焊缝无损检测超声检测自动全聚焦技术(TFM)和相关技术的使用》。
全聚焦法主要有4大要领:1选对探头:探头参数包括阵元数、芯距、阵元宽高、频率等,大声阑(阵元芯距×阵元数)探头应加较高频,适于深位置聚焦;小声阑探头应加较低频,适于近表面聚焦。
2用对建模:针对要检测的缺陷类型(面积型、体积型)、方向(定向、无向、纵向、横向)、位置(表面、内部)等,选用声影响图(AIM)建模工具进行优化扫查。
3选对工具:应选用具有高强波幅保真度A F和包络算法的软件;A F应不大于2dB,以提高定量准确度,改善缺陷表征。
4合理布置:扫查路径的合理布置包括直接波程、间接波程和自串列波程,其目的是确保焊缝被检位置的体积全覆盖,善用融合波程有利于识别几何伪影和缺陷伪影。
下面首先回顾双全法检测原理,概述其新工具特征,而后就承压设备焊接接头典型缺陷的双全法成像图谱进行解读。
1双全法原理全聚焦法基于与常规相控阵超声检测相同的转向和聚焦法则,可在关注区(TFM区)处处聚焦。
超声检测使用的声波一般是线性的,也就是发射和接收(波束成形)特定波束的声波,其物理叠加可通过采集后求和来得到。
为进行与实际波束成形相对应的TFM合成波束成形,需从探头的发射声阑与接收声阑获取所有基本A扫描信号。
第四章焊接接头组织性能分析焊接过程是个局部快速加热到高温并随后冷却的过程,整个焊件的温度随时间和空间急剧变化,易形成在时间和空间域内梯度都很大的不均匀温度场,温度场的分布决定着焊缝区和热影响区的范围,对焊接接头的质量有着直接影响。
由于焊接过程中的特殊传热过程,焊接所连接的材料上距离热源的远近不同,其组织和性能也各有差异。
通常将受到焊接热作用后组织和性能相对于基材发生改变的区域称为焊接接头。
焊接接头不仅包括结合区,也包括其周围区域。
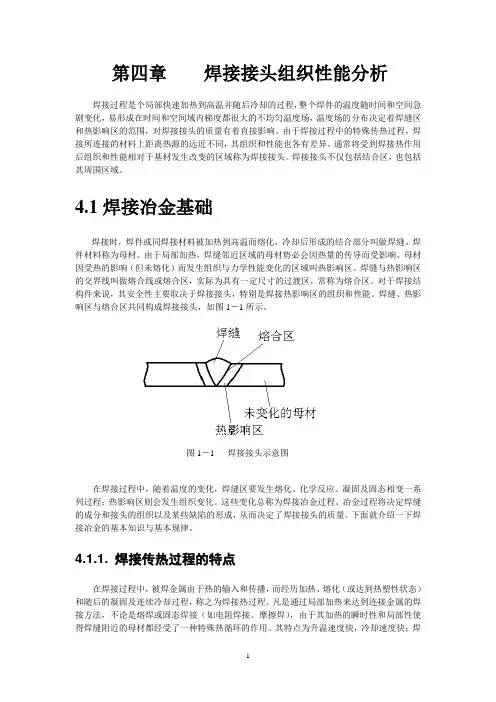
4.1焊接冶金基础焊接时,焊件或同焊接材料被加热到高温而熔化,冷却后形成的结合部分叫做焊缝。
焊件材料称为母材。
由于局部加热,焊缝邻近区域的母材势必会因热量的传导而受影响。
母材因受热的影响(但未熔化)而发生组织与力学性能变化的区域叫热影响区。
焊缝与热影响区的交界线叫做熔合线或熔合区,实际为具有一定尺寸的过渡区,常称为熔合区。
对于焊接结构件来说,其安全性主要取决于焊接接头,特别是焊接热影响区的组织和性能。
焊缝、热影响区与熔合区共同构成焊接接头,如图1-1所示。
图1-1 焊接接头示意图在焊接过程中,随着温度的变化,焊缝区要发生熔化、化学反应、凝固及固态相变一系列过程;热影响区则会发生组织变化。
这些变化总称为焊接冶金过程。
冶金过程将决定焊缝的成分和接头的组织以及某些缺陷的形成,从而决定了焊接接头的质量。
下面就介绍一下焊接冶金的基本知识与基本规律。
4.1.1. 焊接传热过程的特点在焊接过程中,被焊金属由于热的输入和传播,而经历加热、熔化(或达到热塑性状态)和随后的凝固及连续冷却过程,称之为焊接热过程。
凡是通过局部加热来达到连接金属的焊接方法,不论是熔焊或固态焊接(如电阻焊接、摩擦焊),由于其加热的瞬时性和局部性使得焊缝附近的母材都经受了一种特殊热循环的作用。
其特点为升温速度快,冷却速度快;焊接加热的另一个特点为热场分步极不均匀,紧靠焊缝的高温区内接近熔点,远离焊缝的低温区内接近室温,这一加热特点也造成焊件的温度分布不均匀,并随时间而不断变化,参见图1-2。
焊缝缺陷图谱焊接基本知识1、焊接的冶金特点什么叫焊接:两个分离的物体(同种或异种材料)通过原子或分子之间的结合和扩散造成永久性联接的工艺过程叫焊接。
熔化焊是金属材料焊接的主要方法:熔化焊接时,被焊金属在热源作用下被加热,发生局部熔化,同时熔化了的金属、熔渣、气相之间进行着一系列影响焊缝金属的成分、组织和性能的化学冶金反应,随着热源的离开,熔化金属开始结晶,由液态转为固态,形成焊缝。
熔化焊的冶金特点:⑴、温度高以手工电弧焊为例,电弧温度高达6000℃~8000℃,熔滴温度约1800℃~2400℃,在如此高温下,外界气体会大量分解,溶入液态金属中,随后又在冷却过程中析出,所以焊缝易形成气孔缺陷。
⑵、温度梯度大焊接是局部加热,熔池温度在1700℃以上,而其周围是冷态金属,形成很陡的温度梯度,从而会导致较大的内应力,引起变形或产生裂纹缺陷。
⑶、熔池小,冷却速度快熔池的体积,手工焊约2cm3~10 cm3,自动焊约9 cm3~30 cm3,金属从熔池到凝固只有几秒钟,在这样短的时间里,冶金反应是不平衡的,因此焊缝金属成分不均匀,偏析较大。
2、焊缝的结晶特点焊接熔池从高温冷却到常温,其间经历过两次组织变化过程;第一次是液态金属转变为固体金属的结晶过程,称为一次结晶;第二次是温度降低到相变温度时,发生组织转变,称为第二次结晶。
一次结晶从熔合线上开始,晶体的生长方向指向溶池中心,形成柱状晶体,当柱状晶生长至相互接触时,结晶过程即告结束。
焊缝表面形态以及热裂纹、气孔等缺陷的成因、形态、位置均与一次结晶有关。
对低碳钢及低合金钢,一次结晶的组织为奥氏体,继续冷却到低于相变温度时,奥氏体分解为铁素体和珠光体,冷却速度影响着铁素体和珠光体的比率和大小,进而影响焊缝的强度、硬度和塑性韧性,当冷却速度很大时,有可能产生淬硬组织马氏体,冷裂纹的形成与淬硬组织有关。
3、焊缝的组成及热影响区组织焊接接头由焊缝和热影响区两部分组成。
常见的焊接缺陷(1)常见的焊接缺陷(1) 未焊透:母体金属接头处中间(X 坡口)或根部(V 、U 坡口)的钝边未完全 熔合在-•起而留下的局部未熔合。
未焊透降低了焊接接头的机械强度,在未焊透的 缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2) 未熔合:固体金属与填充金属Z 间(焊道与母材Z 间),或者填充金属Z 间(多道焊时的焊道Z 间或焊层Z 间)局部未完全熔化结合,或考在点焊(电阻焊) 时母材与母材z 间未完全熔合在一起,有时也常伴有夹渣存在。
(3) 气孔:在熔化焊接过程中,焊缝金属内的气体(冷裂纹、热影响区裂纹)或外界侵入的气体在熔池金属冷却凝固前未来得及逸出而残留在焊缝金属内部或农而形成的空 穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电 弧焊中,由于冶金过程进行•时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸 收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太人也会在 高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。
尽管气孔较之其它的缺陷其 应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从 而导致焊缝的强度降低。
根部未焊透中间未焊透纵向裂纹〔熱裂纹)横向裂纹单个气孔 锻状气孔某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,未焊透某钢板对接焊缝X射线照相底片V型坡口,手工电弧焊,密集气孔(4)夹渣与夹杂物:熔化焊接时的冶金反应产物,例如非金属杂质(氧化物、硫化物等)以及熔渣,由于焊接时未能逸出,或者多道焊接时清渣不干净,以至残留在焊缝金属内,称为夹渣或夹杂物。
视其形态可分为点状和条状,其外形通常是不规则的,其位置可能在焊缝与母材交界处,也可能存在于焊缝内。
另外,在采用餌极氮弧焊打底+手工电弧焊或者钩极氮弧焊吋,钩极崩落的碎屑留在焊缝内则成为高密度夹杂物(俗称夹鸽)。
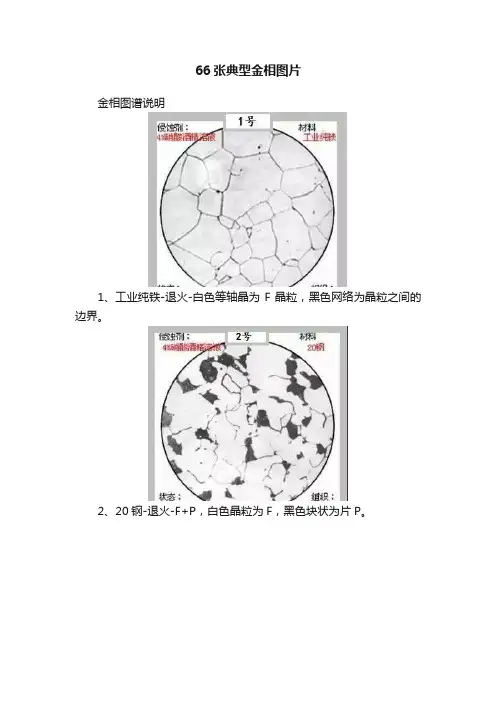
66张典型金相图片金相图谱说明1、工业纯铁-退火-白色等轴晶为F晶粒,黑色网络为晶粒之间的边界。
2、20钢-退火-F+P,白色晶粒为F,黑色块状为片P。
3、45钢-退火-F+P,白色晶粒为F,黑色块状为片状P。
4、65钢-退火-F+P,黑色基体为片状P,白色呈网络状分布的为F。
5、T8钢-退火-片状P。
6、T12钢-退火-黑白相间的层片状基体为P,晶界上的白色网络为Fe3Cll。
7、T12钢-退火-P+Fe3Cll,Fe3C染成黑色,P仍保留白色。
8、亚共晶生铁-铸态-P+Ld+Fe3Cll,斑点装基体为共晶Ld,黑色枝晶为P。
9、共晶生铁-铸态-共晶Ld是由P+Fe3Cll+Fe组成,P组织细小。
10、过共晶生铁-铸态-Fe3Cll+Ld,板条状是Fe3Cl,斑点状是Ld。
11、T8钢-正火态-S。
细层片状F与Fe3C的机械混合物。
12、T8钢-等温淬火-B上+M+A残。
B上是由成束的大致平行排列的条状F与分布在F条间的断续Fe3C组成的羽毛状组织。
13、T8钢-等温淬火-B下+M+A残。
B下是呈扁片状的过饱和F 与分布在F内的短针状Fe3C的两相混合物。
14、20钢-淬火-板条M。
15、T8钢-淬火-针状M+Ar。
高碳M呈针状,互成一定的角度。
16、45钢-正火-F+S。
白色条块状为F。
沿晶界析出;黑色块状为S。
17、45钢-860度水淬-860度水淬-中碳M。
M成板条和针状混合分布。
18、45钢-860度水淬低回火-回火中碳M。
19、45钢-860度水淬中温回火T。
回火T是从M分解出的F基体上分布极细粒状Fe3C的混合物组合。
20、45钢-860度水淬高温回火S。
回火S是F基体上分布细粒状Fe3C的混合物。
21、45钢-780度水淬-亚温淬火组合F+M。
M呈黑色,F为白色。
22、45钢-1100度水淬-水淬过热淬火组织M。
23、T12球化退火-球状P。
是F基体上分布颗粒状Fe3C。
白色为F基体,白色小颗粒为Fe3C。
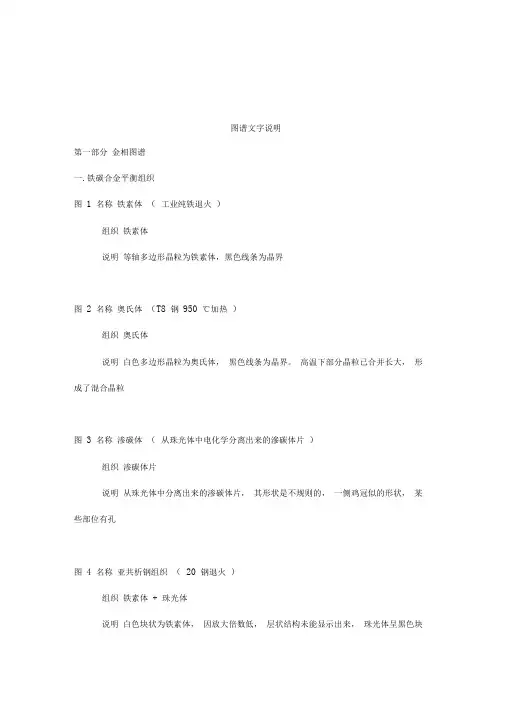
图谱文字说明第一部分金相图谱一.铁碳合金平衡组织图1 名称铁素体(工业纯铁退火)组织铁素体说明等轴多边形晶粒为铁素体,黑色线条为晶界图2 名称奥氏体(T8 钢950 ℃加热)组织奥氏体说明白色多边形晶粒为奥氏体,黑色线条为晶界。
高温下部分晶粒已合并长大,形成了混合晶粒图3 名称渗碳体(从珠光体中电化学分离出来的滲碳体片)组织渗碳体片说明从珠光体中分离出来的渗碳体片,其形状是不规则的,一侧鸡冠似的形状,某些部位有孔图4 名称亚共析钢组织( 20 钢退火)组织铁素体+ 珠光体说明白色块状为铁素体,因放大倍数低,层状结构未能显示出来,珠光体呈黑色块图5 名称亚共析钢组织( 45 钢退火)组织铁素体+ 珠光体说明白色块状为铁素体,黑色块状为珠光体图6 名称亚共析钢组织( 60 钢退火)组织铁素体+ 珠光体说明白色网状分布的为铁素体,珠光体呈黑色块状图7 名称共析钢组织(T8 钢退火)组织层状珠光体说明层状珠光体是铁素体和滲碳体的层状组织,因放大倍数较低,且分辨率小于滲碳体层片厚度,故只能看到白色基体的铁素体和黑色线条的滲碳体图8 名称共析钢电镜组织(T8 钢退火)组织层状珠光体说明深灰色基体为铁素体,白色条状为滲碳体图9 名称过共析钢组织(T12 钢完全退火)组织层状珠光体+ 二次滲碳体说明基体为层状珠光体,晶界上的白色网络为二次滲碳体图10 名称亚共晶白口铸铁铸态组织组织珠光体+ 变态莱氏体+ 二次滲碳体说明变态莱氏体呈黑白相间的基体,大黑块为珠光体,大黑块珠光体外围的白色滲碳体为二次滲碳体图11 名称共晶白口铸铁铸态组织组织变态莱氏体说明变态莱氏体中白色基体为滲碳体(共晶滲碳体和二次滲碳体),黑色圆状及条状为珠光体图12 名称过共晶口铸铁铸态组织组织一次滲碳体+ 变态莱氏体说明基体为黑白相间分布的变态莱氏体,白色条状为一次滲碳体.钢经热处理后组织图13 名称索氏体(T8 钢正火)组织索氏体说明索氏体是细珠光体,其层状结构只有在高倍金相显微镜下才可分辩图14 名称索氏体电镜形貌(T8 钢正火)组织索氏体组织 回火托氏体 马氏体图 16图 17图 18图 19名称 托氏体电镜形貌 组织 托氏体 说明 灰色基体为铁素体,白色条状为滲碳体 名称 回火索氏体 (45 钢 860 ℃水淬 ;600 ℃回火 ) 组织 回火索氏体 说明 回火索氏体是细粒状滲碳体和铁素体基体的混合物 名称 回火索氏体电镜形貌 组织 回火索氏体 说明 基体为铁素体 ,白色颗粒为滲碳体 说明 回火托氏体是铁素体基体和极细小颗粒状滲碳体的混合物 说明 浅灰色基体为铁素体,白色条状为滲碳体名称 托氏体 (45 钢 860 ℃油淬 ,试样心部)组织 托氏体 + 马氏体 说明 托氏体是极细珠光体, 在光学金相显微镜下呈黑色团絮状。
图谱文字说明第一部分金相图谱一.铁碳合金平衡组织图1 名称铁素体( 工业纯铁退火)组织铁素体说明等轴多边形晶粒为铁素体,黑色线条为晶界图2 名称奥氏体(T8钢950℃加热)组织 奥氏体说明 白色多边形晶粒为奥氏体,黑色线条为晶界。
高温下部分晶粒已合并长大,形成了混合晶粒图3 名称 渗碳体(从珠光体中电化学分离出来的滲碳体片)组织 渗碳体片说明 从珠光体中分离出来的渗碳体片,其形状是不规则的,一侧鸡冠似的形状,某些部位有孔图4 名称 亚共析钢组织( 20钢退火)组织 铁素体+珠光体说明 白色块状为铁素体,因放大倍数低,层状结构未能显示出来,珠光体呈黑色块状图5 名称 亚共析钢组织( 45钢退火)组织 铁素体+珠光体说明 白色块状为铁素体,黑色块状为珠光体图6 名称 亚共析钢组织( 60钢退火)组织 铁素体+珠光体说明 白色网状分布的为铁素体,珠光体呈黑色块状图7 名称 共析钢组织(T8钢退火)组织 层状珠光体说明 层状珠光体是铁素体和滲碳体的层状组织,因放大倍数较低,且分辨率小于滲碳体层片厚度,故只能看到白色基体的铁素体和黑色线条的滲碳体图8 名称 共析钢电镜组织(T8钢退火)组织 层状珠光体说明 深灰色基体为铁素体,白色条状为滲碳体图9 名称 过共析钢组织(T12钢完全退火)组织 层状珠光体+二次滲碳体说明 基体为层状珠光体,晶界上的白色网络为二次滲碳体图10 名称 亚共晶白口铸铁铸态组织组织 珠光体+变态莱氏体+二次滲碳体说明 变态莱氏体呈黑白相间的基体,大黑块为珠光体,大黑块珠光体外围的白色滲碳体为二次滲碳体图11 名称 共晶白口铸铁铸态组织组织 变态莱氏体说明 变态莱氏体中白色基体为滲碳体(共晶滲碳体和二次滲碳体),黑色圆状及条状为珠光体图12 名称 过共晶口铸铁铸态组织组织 一次滲碳体+变态莱氏体说明 基体为黑白相间分布的变态莱氏体,白色条状为一次滲碳体二.钢经热处理后组织图13 名称 索氏体(T8钢正火)组织 索氏体说明 索氏体是细珠光体,其层状结构只有在高倍金相显微镜下才可分辩图14 名称 索氏体电镜形貌(T8钢正火)组织 索氏体说明 浅灰色基体为铁素体,白色条状为滲碳体图15 名称 托氏体(45钢860℃油淬,试样心部)组织 托氏体+马氏体说明 托氏体是极细珠光体,在光学金相显微镜下呈黑色团絮状。