间隙(X):孔的尺寸减去相配合的轴的尺寸之差
为正值时,称为间隙。以“X”表示,值前加“+”号;
过盈(Y):孔的尺寸减去相配合的轴的尺寸之差 为负值时称为过盈,以符号Y表示,值前加“-” 号。
(1) 间隙配合:具有间隙(包括最小间隙等于零)的配合。 孔的公差带在轴的公差带之上。指孔大、 轴小的配合。
(a)
13
2)过盈配合:孔与轴装配时有过盈(包括最小过盈等于零)的配 合。此时,孔公差带在轴公差带的下方。指孔小、 轴大的配合。
es ei Ymax ES
轴 Ymin 孔
EI
孔、轴的极限尺寸或极限偏差的关系为:Dmax≤dmin 或ES ≤ei
14
(2) 过盈配合: 最大过盈:用Ymax表示。
Ymax=Dmin-dmax=EI-es
Xmin
Xmax=Dmax-dmin=ES-ei
+ 0 -
=0.039-(-0.050)=+0.089mm Xmin=Dmin-dmax=EI-es
=0--(-0.025)=+0.025mm
Xa=Da-da=+0.035
-25 -50
49.980mm 有一孔实际尺寸50.015mm,一轴实际尺寸为
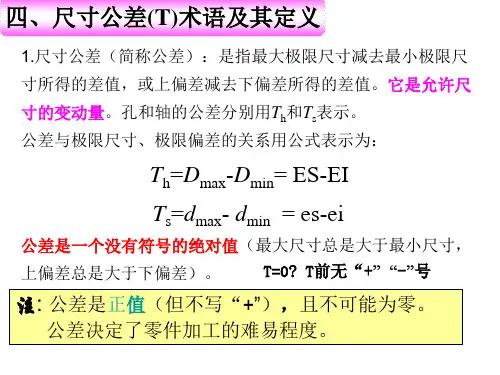
偏差、公差 1、尺寸偏差: 某一尺寸减去其基本尺寸所得。也简称为偏差。
(1)上偏差:最大极限尺寸减去其基本尺寸所得。 (2)下偏差:最小极限尺寸减速去其基本尺寸所得。 (3)尺寸公差:是最大极限尺寸与最小极限尺寸之差。简称为 公差。也等于上偏差减去下偏差。
公差与偏差的比较
• 两者区别:
• 从数值上看: 偏差是代数值,正、负或零值是有意义的; 公差是允许尺寸的变动范围,是没有正负号的绝对值,也不能为零(零值意 味着加工误差不存在,是不可能的)。实际计算时因上极限尺寸大于下极 限尺寸,故可省略绝对值符号。 • 从作用上看: 极限偏差用于控制实际偏差(单个零件能测出),是判断完工零件尺寸是否合 格的根据。 公差则控制一批零件实际尺寸的差异程度,用于反映尺寸变化均匀程度。