施胶与涂布介绍
- 格式:ppt
- 大小:5.00 MB
- 文档页数:20

精密塗佈技術介紹
前言
所謂成捲式精密塗佈(Roll-to-Roll Precision Coating)整合性技術,可應用產品領域有IC、
PCB、光電、民生、醫療等多種產業,以3M為例,3M公司由塗佈而衍生之產品就有數萬種之多,從一般
產品(如文具膠帶)到醫療膠帶(美容、療傷)到電子(IC切割∕PCB防焊),以及光電(LCD用光學
膜)等,都是利用精密塗佈技術平台研發出的產品,3M每一次皆以高價值、高創新性的嶄新產品暢銷全
世界。反觀國內研究單位(工研院或各大學研究所)發展電子用材料已數十年,在PCB、IC用電子材料
的合成已有深厚的經驗與應用實績,但隨著時代前進,合作模式也一直在演變中,以工研院材料所為例,
多年前與業界合作時,業界尚可接受材料所研發之雛形塗料而自行放大,但是隨著產品走向趨勢及客戶
要求愈來愈高,加上近年來產業結構丕變,研究方向在顧客導向與前瞻創新前提下有了較大的改變,而
精密塗佈(製程)即提供產品/技術升級及給客戶一個全包裝的時代。
本篇文章將分4個小段說明此技術,首先介紹塗佈定義與產業結構,在此可發現技術之重要性,
接著再介紹塗佈機構的每個單元,簡述各單元的重點,其後文章則略述材料所對於此技術的發展情形,
希望藉由工研院材料所的發展經驗對業界有些助益,最後則作個小小的結論。
塗佈定義與產業介紹
首先必須定義塗佈技術為何,所謂廣義的塗佈定義以原文敘述如下:
Replace a new material of the air on the substrate.
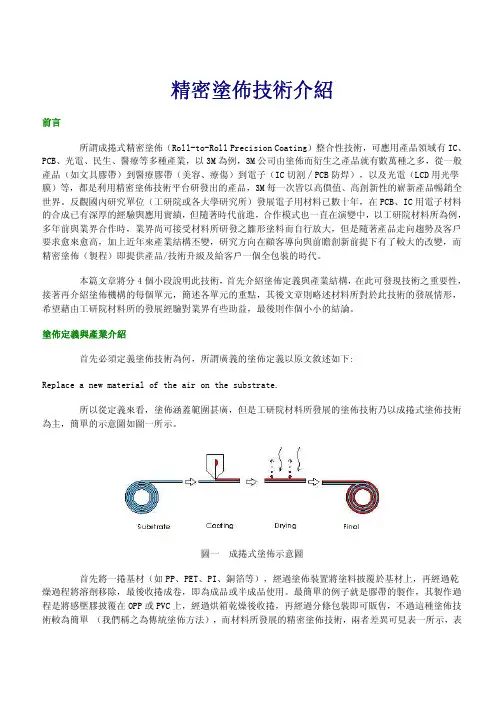
所以從定義來看,塗佈涵蓋範圍甚廣,但是工研院材料所發展的塗佈技術乃以成捲式塗佈技術為主,簡單的示意圖如圖一所示。
圖一 成捲式塗佈示意圖
首先將一捲基材(如PP、PET、PI、銅箔等),經過塗佈裝置將塗料披覆於基材上,再經過乾
燥過程將溶劑移除,最後收捲成卷,即為成品或半成品使用。最簡單的例子就是膠帶的製作,其製作過
程是將感壓膠披覆在OPP或PVC上,經過烘箱乾燥後收捲,再經過分條包裝即可販售,不過這種塗佈技
215 第八章 施胶剂与施胶化学
纸张中纤维与纤维之间存在大量的毛细孔,而且构成纤维的纤维素和半纤维素含有亲水的羟基,能吸收水或其他液体。用仅由纤维抄成的纸张书写或印刷时,墨水或油墨会过度渗透、扩散,造成字迹不清或透印;另外纸张吸水后强度下降,会影响纸张的正常使用。
为使纸张具有一定的抗液性能(主要是水)以满足其应用要求,需要在纸中加入一些具有抗液性能的胶体物质或成膜物质,以防止或降低液体对纸张的渗透和铺展,这类物质称之为造纸施胶剂。施胶的方法主要分为浆内施胶和表面施胶,前者是施胶的主要方法,是将施胶剂加到造纸浆料中,在系统的湿部采用合适的方法使其保留并在纸页成型过程中达到与纤维的结合;而后者是指施胶剂施加到纸的表面上,使施胶剂与纸体粘合并在纸页表面附着一层近乎连续的薄膜,取得憎液性能或其它性能。两种过程的结果都能降低对液体纸张的润湿性能,表面施胶还可降低纸页表面的空隙。有时为了保证纸张的抗水性和提高纸张的质量,两种施胶方法会同时使用。
施胶剂的种类很多,用于浆内施胶的主要有:松香胶、强化松香胶、分散松香胶、石油树脂胶、石蜡胶和合成胶等。用于表面施胶的主要有:氧化淀粉、醋酸酯淀粉、磷酸酯淀粉、聚乙烯醇、羧甲基纤维素、动物胶、合成树脂等。实验和经验表明,一种好的施胶剂必须满足以下要求:(1)施胶剂分子必须具有亲水和疏水基团,前者用于与纤维结合,后者在纤维表面形成疏水层;(2)用于浆内施胶时,能被纤维表面吸附并能在纤维中有比较高的留着率,有时可借助阳离子助留剂来提高留着率;(3)施胶剂粒子在纤维表面能均匀分布,这可通过调整胶料浓度、添加点和浆浓度等实现;(4)施胶剂粒子具有定向的能力,疏水基团紧密排列在纤维表面;(5)与纤维有较强的结合力,定向胶粒分子必须锚定在纤维表面;(6)对渗透物质表现出优异的化学惰性;(7)对造纸过程和纸张性能没有不利影响。
随着造纸工业的不断发展,纸张浆内施胶剂的发展经历了不同的发展阶段。从世界范围来看,施胶剂经历了如下发展历程:1807年出现了天然松香皂施胶剂, 1955年强化松香胶投入使用,1956年开发了AKD反应型施胶剂,1968年则出现了ASA树脂型反应型施胶剂,1971年起阴离子高分散松香施胶剂得到应用,之后在1984年出现了阳离子高分散松香胶,期间合成胶、石蜡胶等都得到了发展。我国浆内施胶的主要发展历程为:1975年以前,主要使用传统的天然松香皂化胶;1980年到1990年,强化松香胶和天然松香皂化胶并存;1990年至今,阴离子分散松香胶得到广泛应用,造纸企业开始使用AKD,一些高等院校和科研院所积极研究开发适于中碱性条件施胶的胶料,如阳离子分散松香胶及其他类型的施胶剂。

东莞海龙纸业有限公司造纸车间实习试题(施胶涂布)
1. 计量辊的基本设定
2. 向工作槽供料前的准备工作?
3. 1#涂布头工作站循环速度、循环流量、涂布流量各是多少?
4. ECO-R过滤器排炸周期、冲洗时间是多少?
5. 涂布机舒展辊有几种类型?
6. 背辊更换后应注意些什么?
7. 涂布刮棒、刮刀尺寸?
8. 纸页在涂布机干燥过程中经过几个阶段?
9. 涂料易产生哪些纸病(外观)
10. 涂布机预涂质量要求是看怎样?
11. 施胶系统为什么要使用过滤器?过滤器孔径为多少?其压力压差报警设置是怎样的?旁通的条件是什么?
12.施胶机转移辊、HSM辊、舒展辊、导纸辊的直径及宽度?
13. 施胶吹气辊的作用?喷嘴个数,宽度,最大压力,引纸时压力,编号是多少?最大功率多少?
14. 正面施胶机的类型是什么,其实际转移纸面的胶量取决于哪些因素?
15. 新更换了一个背辊其直径比原来旧背辊直径大,这时应该作哪些调整? 16. 如何更换涂布机刮刀夹的橡胶棒?
17. 影响涂布头脱开的因素有哪些?
18. 上料管流量、压力不足的原因?
19. 涂布机系统的主要构成部件?
20. 工作站的工作槽的体积、正常工作液位及温度
21. 出预涂布机各干燥段水份要求是多少?
22. 施胶脱开的因素
23. 工作站的工作槽的体积、正常工作液位及温度
24. 施胶Hsmφ? 包丝φ:?长底?有几冲程?(即几个压力位置)计量原理?
25. 涂布机干燥的步鄹?
26. 过滤器清洗(生产中手动)注意事项?
答案
1. 计量辊的基本设定?
1) 更换背辊后,按如下描述进行背辊和计量辊间隙的调整:
2) 转动开关S132到测试位置并锁住。这就保证在没有完全满足正常操作时的条件下也可以合上计量辊。同样跟传动也联锁。
3) 通过按钮SH120“Metering roll nip ON”合上计量辊。 4) 通过手轮(4)调节千斤顶螺栓(3)来调节一个平行的间距0.5mm,手轮每转一圈的距离是0.11mm。

浸泡式施胶机的工作原理
浸泡式施胶机是一种常用于纺织、印染等行业的设备,其工作原理是将胶浆倒入胶槽内,然后通过卷取机构将织物或纱线浸入胶槽中,使其表面均匀地涂上胶液,再通过干燥和固化,使其形成胶化层或胶粘剂层。
具体来说,浸泡式施胶机主要由胶槽、卷取机构、干燥装置和固化装置等组成。当机器开始工作时,先将胶液装入胶槽内,并设定好涂布量和速度等参数。接着,织物或纱线被卷取机构送入胶槽内,与胶液接触后,通过槽底的涂布辊或气垫等方式,将胶液均匀地涂布在织物或纱线表面上。
涂布完成后,织物或纱线经过干燥装置,使胶液表面的水分蒸发,从而形成胶化层或胶粘剂层。最后再通过固化装置,使胶化层或胶粘剂层牢固地粘在织物或纱线的表面上,从而达到增加织物或纱线的强度、防水和防火等功能。
浸泡式施胶机的优点是操作简单,易于控制,生产效率高,同时涂布均匀、粘合强度好,可以生产各种不同用途的胶化、胶粘剂等制品。但其缺点是胶液的浪费量大,需要较大的胶液储存量和占地面积,同时也容易造成环境污染。