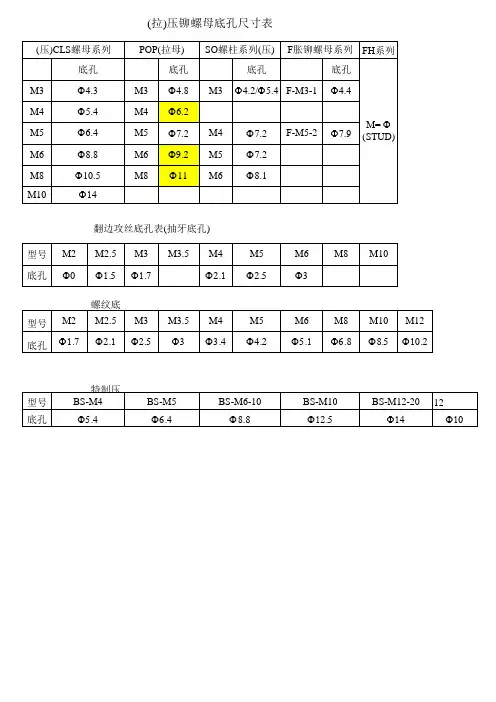
钣金件开孔参数
- 格式:xls
- 大小:51.00 KB
- 文档页数:2

1.2mm钣金件沉孔标准概述说明以及解释1. 引言1.1 概述本文将要讨论的主题是1.2mm钣金件沉孔标准。
钣金件作为一种常见的金属制品,其质量直接关系到产品的性能和可靠性。
而沉孔问题是影响钣金件质量的重要因素之一。
因此,通过建立和遵守相应的沉孔标准,可以有效地解决和预防沉孔问题,提高产品质量。
1.2 文章结构本文共分为五个部分:引言、正文、解释不同类型的沉孔标准、制定与应用实例以及结论部分。
- 引言部分将介绍文章主题,并对文章结构进行简要概述。
- 正文部分将详细探讨1.2mm钣金件沉孔标准的概念、重要性以及常见问题及其影响。
- 解释不同类型的沉孔标准将介绍国际通用、行业内常用以及公司内部制定的沉孔标准,并比较它们之间的差异和适用范围。
- 沉孔标准的制定与应用实例将介绍制定沉孔标准的流程和考虑因素,并以一个实际案例来说明某公司如何应用沉孔标准来提高产品质量。
同时,文章将评估沉孔标准在质量控制中的作用和效果。
- 结论部分将总结本文的主要内容,并指出1.2mm钣金件沉孔标准在钣金行业中的重要性,展望该标准的发展趋势。
1.3 目的本文旨在向读者介绍1.2mm钣金件沉孔标准的概念、重要性以及解释不同类型的沉孔标准。
同时,通过实际案例分析,展示沉孔标准在质量控制中的作用和效果。
最后,本文将对该标准在钣金行业中的重要性进行强调,并对其未来发展趋势进行一些预测。
通过阅读本文,读者将能够全面了解1.2mm钣金件沉孔标准及其在钣金行业中的应用价值。
2. 正文:2.1 什么是1.2mm钣金件沉孔标准在钣金加工领域中,沉孔是指在钣金件上产生的一种凹陷或坑洼的表面缺陷。
1.2mm钣金件沉孔标准是指对于厚度为1.2mm的钣金件,其允许出现的沉孔尺寸和数量进行规定和限制。
沉孔标准旨在确保钣金件表面的平整度和质量,同时避免过多或过大的沉孔对产品性能和外观造成影响。
2.2 沉孔标准的重要性沉孔标准在钣金行业中具有重要意义。
首先,它能够帮助企业明确产品质量要求,并按照标准进行加工和生产,从而提高产品的一致性和可靠性。
(包括封面,共 16 页)1.0目的为保证我司钣金件产品的质量,又减少图纸对通用要求的描述,特制订本通用检验标准。
2.0范围本标准适用于我司标准以及非标准的钣金产品,本标准侧重范围,规定了钣金件在质量形成过程中各个工序的检验标准,主要从外观、尺寸控制、力度、组装要求作出规定;对钣金件产品的功能、结构特别性能不作规定,我司主要产品要求须参照相关检验标准,特别产品之特殊要求需另外说明。
3.0职责3.1工程部3.1.1设计时应支持本标准,对特别要求应特别说明。
3.1.2与本标准有关的不符合项之特纳。
3.2销售部3.2.1客户特别要求的收集3.2.2与本标准有关的不符合项之特纳3.3生产部按本标准做货及自检。
3.4品管部按本标准检验。
4.0作业内容4.1剪床开料4.1.1外观保证4.1.1.1剪床开料必须用经IQC检验合格之板材,大料平直度、外表面状态必须符合IQC检验标准。
4.1.1.2未经确认不得采用已生锈之SECC和SPCC板料,以及表面严重划伤之SUS板料。
4.1.1.3对胶沙不锈钢应注意开料之纹向要求,不可在不确定情况下作出纹向任意开料,并严格保护表面,以避免刮伤。
4.1.1.4剪床开料之批锋应小于料厚之3%,手摸应无明显刮手现象。
4.1.2尺寸控制4.1.2.1为保证钣金成形尺寸,减少过程累积误差对工件尺寸的影响,剪床开料尺寸允差按下表检验:4.1.2.2对一开几过多的开料件,如单一方向开料数量超过六件(一般应为偶数),应先将料对开,然后再开成单件,以减少误差累积。
4.1.2.3对长度超过1500-2500之开料切边直线度应小于0.3mm/m,宽度大小端误差小于0.5mm。
4.1.2.4开料件之长短边90。
角度允差±3´。
4.2 CNC冲孔4.2.1外观保证4.2.1.1 CNC冲孔应先检查板材是否有划伤,对经剪床放行而有少许划伤之板料,冲孔时应将划伤面尽量放于批锋面,以减少对外观的影响。
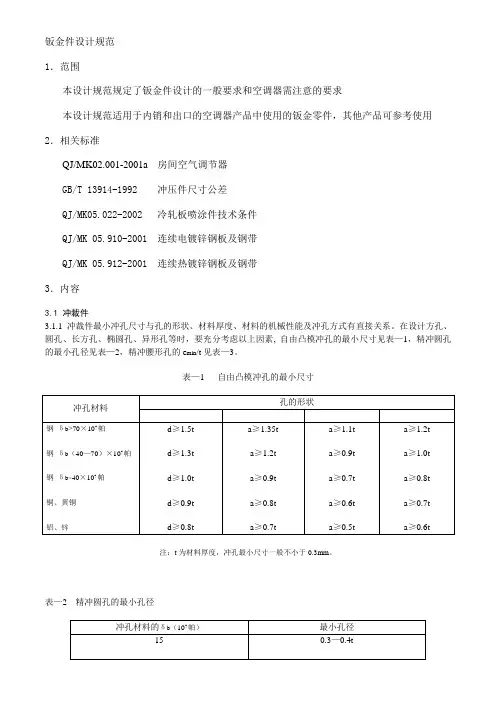
钣金件设计规范1.范围本设计规范规定了钣金件设计的一般要求和空调器需注意的要求本设计规范适用于内销和出口的空调器产品中使用的钣金零件,其他产品可参考使用2.相关标准QJ/MK02.001-2001a 房间空气调节器GB/T 13914-1992 冲压件尺寸公差QJ/MK05.022-2002 冷轧板喷涂件技术条件QJ/MK 05.910-2001 连续电镀锌钢板及钢带QJ/MK 05.912-2001 连续热镀锌钢板及钢带3.内容3.1 冲裁件3.1.1 冲裁件最小冲孔尺寸与孔的形状、材料厚度、材料的机械性能及冲孔方式有直接关系。
在设计方孔、圆孔、长方孔、椭圆孔、异形孔等时,要充分考虑以上因素, 自由凸模冲孔的最小尺寸见表—1,精冲圆孔的最小孔径见表—2,精冲腰形孔的e min/t见表—3。
表—1 自由凸模冲孔的最小尺寸注:t为材料厚度,冲孔最小尺寸一般不小于0.3mm。
表—2 精冲圆孔的最小孔径注:薄料取上限,厚料取下限表—3 精冲腰形孔的e min/t3.1.2 冲孔边缘离外形的距离(孔边距)过小时,会影响冲件的质量甚至模具的寿命,最小孔边距见表—4。
表—4 最小孔边距注:精冲时薄料取上限,厚料取下限3.1.3 在设计弯曲件和引伸件上的孔时,孔边缘与工件直壁之间应保持一定的距离,弯曲件和引伸件冲孔时的孔壁距见图—1。
图—1 弯曲件和引伸件冲孔时的孔壁距3.1.4 冲裁件转角处需设计合适的圆角半径,冲裁件的最小圆角半径见表—5、表—6。
表—5 普通冲裁件的最小圆角半径注:当t<1 mm时,以t=1 mm计算表—6 精冲件的最小圆角半径3.1.5 冲裁件凸出和凹入部分的最小宽度与其长度及材料厚度有关。
设计冲裁件时需考虑此因素,普通冲裁件凸出和凹入部分的尺寸见表—7。
表—7 普通冲裁件凸出和凹入部分的尺寸注:聚氨酯冲裁件的局部凸、凹宽度一般大于2—4t3.1.6 设计冲裁件时要考虑合理的精度等级范围及合理的尺寸公差,冲裁件的合理精度等级和尺寸公差见表—8、表—9。

钣金件通用技术条件1.主题与范围1.1 本通用技术条件规定了我公司钣金产品(箱、柜、操作台、架等)相关的技术要求。
1.2 本通用技术条件适用以金属板材、带材、标准型材、管材、金属丝材为原料,以剪切、冲压、拉伸、折弯、拼焊等工艺方法成型的钣金件。
1.3 凡设计文件未明确技术要求的钣金件,均应按本通用技术条件的相应要求进行制造和验收。
1.4 在某些工序中采用车削、洗削、刨切、钻孔等机械加工方法时技术要求可参照通用技术条件相应条款或按GB1804公差与配合,GB1804形状和位置公差及相应的粗糙度选用。
2. 钣金零件通用技术条件2.1 总则2.1.1 零件表面上不允许有裂纹、分层、裂口、锈蚀及深度超过零件最小厚度公差的压伤及划伤。
表面上的手汗迹、油痕、斑点、锈蚀、轻微的划伤、压伤等,允许在零件厚度公差范围内进行光滑修磨排除。
2.1.2 零件的内、外边缘应去除毛刺,板厚大于0.5毫米的金属制件要去锐边、倒角或制圆。
2.1.3零件允许变薄后的板厚为钢板最小厚度的90%,其它材料变形后的板厚不得小于最小厚度的85%。
2.1.4零件的表面上允许有模具及夹具留下的痕迹,但不是剧烈的压伤或凹痕(这些地方的最小厚度不得低于2.1.3条规定)。
2.2 钣金零件的公差2.2.1剪切下料的尺寸偏差(表1)剪切后的尺寸偏差及两对角线长度之差值应控制在表中偏差范围内。
(表1)mm注:上述尺寸偏差对包容件应取正值,被包容件取负值。
2.2.2 普冲开角、冲孔的尺寸偏差A) 开角尺寸偏差为+0.3毫米,冲孔孔径尺寸偏差为+0.3毫米。
B) 冲孔的中心距尺寸偏差应符合表2规定(表2)2.2.3钣金零件折弯尺寸公差2.2.3.1图样上未标有尺寸公差的可按以下要求验收,一般零件折弯尺寸公差控制在±0.15/500毫米,折边长度每增加500毫米范围内,公差值递增±0.05毫米,即:±0.20/>500-1000毫米,±0.25/>1000-1500毫米……依此类推。