中厚板表面氧化铁皮缺陷分析与研究
- 格式:pdf
- 大小:813.94 KB
- 文档页数:5
中厚板氧化铁皮的研究与治理摘要:氧化铁皮缺陷一直是中厚板表面缺陷的主要缺陷,2015年底至2016年上季度唐钢中厚板氧化铁皮压入缺陷持续不断,严重影响了产品质量,对此阶段氧化铁皮压入缺陷进行分析,我们通过恢复除鳞箱除鳞高度可调、完善工艺及除鳞制度、落实监督检查机制、改造除鳞系统等措施有效地解决了此缺陷,2016年4月至今基本消除了氧化铁皮压入缺陷。
关键词:中厚板;氧化铁皮;除鳞Research and treatment of medium and heavy plateZhang Kuobin Wang Lixia Wang Jun(Tang steel Heavy Plate Company Laoting 063612)Abstract:The scale defect has been a major defect of surface defect of plate, by the end of 2015 to 2016 quarter plate oxidation Tangshan Iron and steel sheet iron pressed into the defect continuously, seriously affecting the waste reduction rate, through the analysis of the defects, we restore descaling descaling box height adjustable, descaling system, and improve the process the implementation of the supervision and inspection mechanism, reform measures such as descaling system effectively solves the defects, April 2016 has basically eliminated the pressed in scale defects.Keywords :heavy plate; Iron oxide scale; Descaling前言:在热轧中厚板生产中,氧化铁皮压人引起的钢板表面缺陷始终是难以根除的表面质量缺陷之一。
钢板表面缺陷分析及判定摘要:本文通过对中厚板大量的实物取证和系统分析,结合近年来钢种数量增多和生产方式多样化出现的新问题,参照相关标准和定义,对几种典型的钢板表面缺陷进行了科学的分类,介绍了这几类缺陷的形态、特征、成因和影响。
它对中厚板厂的技术人员和质检部门进行钢板表面质量的分析、判定和缺陷的消除具有重要的参考价值。
关键词:中厚板表面缺陷科学分类质量判定1 前言近年来,由于钢板价格不断攀升,使中厚钢板的需求量保持稳步旺盛增长。
中厚板品种多、用途广,是船舰、桥梁、锅炉、容器、石油化工、工程机械等方面的重要材料。
中厚钢板在生产过程中,由于操作或钢坯的原因,不可避免地在钢板的表面上产生影响外观和质量的缺陷,这些缺陷统称为表面缺陷。
因此,生产过程中在保证性能的同时,必须加强对钢板表面质量影响的检验,对钢板表面缺陷科学分析、准确判定。
2 几种典型缺陷的特征、成因和影响2.1 麻点特征:在钢板表面形成局部或连续的成片粗糙面,分布着大小不一、形状各异的铁氧化物,脱落后呈现出深浅不同、形状各异的小凹坑或凹痕。
成因:由于钢坯加热后表面生成过厚的氧化铁皮(钢坯加热时有部分区域有过热现象)在轧制之前没有得到清理或清理不彻底,在轧制中氧化铁皮呈片状或块状等形态压入钢板本体,轧后氧化铁皮冷却收缩,受到震动时脱落,在钢板表面留下大小不一、形状各异、深浅不同的小凹坑或凹痕。
此外,煤气中的焦油喷射或燃烧的气体腐蚀,也会形成焦油麻点或气体腐蚀麻点。
影响:对钢板表面质量的影响程度取决于麻点在钢板表面形成的凹坑或凹痕的深度及钢板对表面质量要求的严格程度。
通常情况下,经过修磨清理后,其深度不超过相应标准规定者不影响使用。
2.2 黑色夹杂特征:在钢板表面有嵌入钢板本体内较深,呈现为块状,周边呈开放性的黑色非金属和金属混合物质。
该种夹杂单体面积较大、个体之间呈条状排列,基本是沿轧制方向分布。
成因:这种夹杂是由于大包和中包包衬浸蚀、脱落;连铸浇注速度过快,捞渣不及时,造成保护渣随卷入钢液等原因产生的。
中厚板氧化铁皮压入缺陷形成原因及控制策略陈强发布时间:2021-11-10T05:51:38.293Z 来源:《基层建设》2021年第22期作者:陈强[导读] 利用电子扫描显微镜(SEM)和电子光谱仪(EDS)对氧化铁层厚度和氧化铁度及底层进行了分析,以检测中厚板缺陷;结合加热过程中钢板表面形成一次氧化铁的机理,生产试验确认,钢板表面的氧化铁由于铁橄榄石附着而无法去除宝武集团新疆八一钢铁股份有限公司轧钢厂中厚板分厂摘要:利用电子扫描显微镜(SEM)和电子光谱仪(EDS)对氧化铁层厚度和氧化铁度及底层进行了分析,以检测中厚板缺陷;结合加热过程中钢板表面形成一次氧化铁的机理,生产试验确认,钢板表面的氧化铁由于铁橄榄石附着而无法去除,在轧制过程中压在钢板表面,然后在冷却过程中剥离花斑缺陷形成,为此,提出了加热和轧制过程的控制措施,有效地提高了钢板表面的质量。
关键词:中厚板;氧化铁皮;压入缺陷;加热工艺;除鳞在中厚板热轧生产中,铁氧化皮的去除缺陷一直是钢板表面质量缺陷,难以消除。
一点点可以通过手工研磨去除氧化铁皮压入,但在生产过程中,钢板表面,特别是均热炉加热的钢板,往往被大面积铁皮压人。
在轧制后的翻板检查中,发现大面积铁皮压人单双面,形成不同深度的麻坑或沟痕,严重影响成品表面质量,影响合同交付时间,增加生产成本。
一、氧化铁皮构成及压入缺陷的形成机理由于环境成分和化学成分不同,一次氧化铁层是由磁铁(Fe3O4)组成的灰黑色鳞层;二次氧化铁是由 FeO 和 Fe3O4 等粒子组成的红色鳞层。
板坯加热炉出炉后,用高压水除鳞后粗轧,钢板表面产生二级氧化铁层。
由于横向轧制的影响,二次氧化铁的厚度相对较薄钢板与二次氧化铁皮界面应力小,剥离性能差,如果高压喷射不能完全消除二次氧化皮,二次氧化皮仍留在钢板表面。
在这种情况下,产品表面会有缺陷。
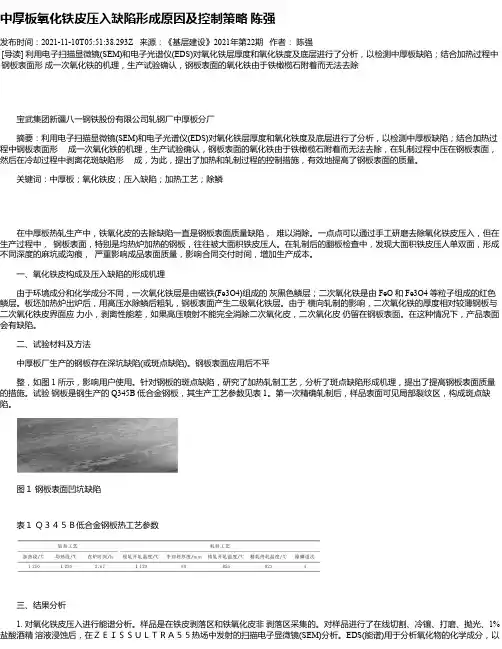
二、试验材料及方法中厚板厂生产的钢板存在深坑缺陷(或斑点缺陷)。
钢板表面应用后不平整,如图 1 所示,影响用户使用。
中厚板生产中常见缺陷的类型及预防中厚钢板是国民经济发展所依赖的重要材料,广泛用于高层建筑、桥梁、锅炉、容器、石油化工、工程机械、管线及国防建设等各个方面,中厚钢板的品种繁多,使用温度区域较广(-200℃~600℃),使用环境复杂,(耐候性、耐蚀性),使用要求高(强韧性、焊接性)。
目前,我国中厚板生产厚度为4~250mm, 宽度可达4000mm, 最长可达27m。
在品种方面, 已能生产难度比较大的装甲、船身、不锈、高压锅炉容器、桥梁等专用中厚板。
但是, 高档次板仍然比较少,专用板只占20%多一点, 大多数厂以生产大路货普碳板为主, 产量占70%~80%。
由于大部分企业炼钢缺少炉外精炼手段, 钢质纯净度差, 钢板夹杂、分层现象有时较为突出, 在轧制生产中, 钢板表面铁皮多, 麻点面积大且深, 修磨量大, 严重影响了钢板品种与质量的发展。
另外国产中厚板尺寸偏差、表面质量、力学性能也存在很多问题,只是大多数厂生产以普碳钢为主,钢板质量问题还未完全暴露出来。
(中厚板市场)随着国民经济的发展, 各行各业对中厚板品种、规格、尺寸精度、内外部质量及性能提出了日益增高的要求。
所以中厚钢板不仅要有好的机械性能,还要求有优良的表面质量和内部质量。
目前,国内中厚板存在的主要质量问题有:(1) 产品质量不能满足国际标准, 国际标准要求产品表面无缺陷且无修磨痕迹, 厚度公差带较国内标准减少50%, 不平度长度测量单位增加一倍, 产品全部双定尺交货。
国内中厚板双定尺率只有65%左右。
(2) 产品品种单一, 不能满足国内和国际市场需求, 有订单不能接受。
大部分企业只生产普碳和低合金钢中的A、B级钢,C、D级不能保证性能。
(3) 钢板外观质量差,如断面有兰边, 锯齿、撕裂、错牙等缺陷,表面有划伤、铁皮、油污、麻点等缺陷,厚度偏差大、宽度大小头差大、对角线差值大等非矩形缺陷。
国内外中厚板外观质量对照表(4) 机械性能一次检验合格率低,,性能商检不合格率大。
中厚板表面缺陷分析与预防摘要:分析柳钢中厚板生产过程中表面缺陷产生的主要原因,并介绍相应的预防措施,减少表面缺陷的产生,提高钢板的表面质量。
关键词:中厚板;表面缺陷;麻点;表面划伤;压痕1.前言随着客户对钢板表面质量提出了越来越高的要求,柳钢中厚板2800mm产线这几年以来面临着越来越突出的表面质量问题,因表面质量问题导致客户满意度逐渐下降,产生的质量异议也有所增加,柳钢中厚板的品牌影响力也必然受到不利的影响。
钢板因表面质量缺陷而回剪、改判等越来越多,造成生产指标的下降、生产成本的增加,给降成本工作带来了极大的困难。
因此柳钢中板厂不断致力于表面质量问题的攻关,总结出了一些经验。
本文总结了造成中厚板表面缺陷问题的主要原因,并提出相应的预防措施。
2.中厚板表面缺陷及成因2.1麻点在生产过程中由于氧化铁皮未能除干净而压入钢板表面,导致钢板表面出现局部的或者连续的片状粗糙面,并分布为形状不一、大小不同的凹坑即为麻点,麻点可分为黑面麻点和亮面麻点,上表面麻点和下表面麻点[1]。
根据麻点形成的先后顺序可分:一次氧化铁皮压入、二次氧化铁皮压入、三次氧化铁皮压入造成麻点。
麻点的产生有以下几个原因造成:(1)加热温度过高、加热时间过长;(2)停轧时间过长,加热炉出口钢坯表面氧化铁皮过厚,除磷箱难以除尽;(3)高压水压力不足或喷嘴堵塞;(4)粗轧或者精轧除磷次数不够或者除磷操作不当;(5)轧制厚规格钢板时,终轧温度过高,钢板会快速形成一层氧化铁皮,矫直后显现出如“脱皮”状,多次矫直较容易压入造成麻点。
如下图2-31钢坯氧化铁皮过厚,图2-1b、图2-1c分别为麻点。
2.2表面划伤钢板表面受到刚性物质划过后留下的痕迹,在钢板上表现为低于轧制面的直线或者横向沟痕线条[2]。
表面划伤主要在辊道输送、翻板、剪边、垛板和吊运等过程中被设备划伤造成。
此类划伤为冷态划伤,划伤处发亮或有金属光泽,且边部有毛刺、起皮、褶皱等。
柳钢中板厂表面划伤的原因主要有:(1)辊道刮伤(2)夹送辊划伤(3)吊板划伤(4)翻板划伤等。
中厚板生产中的钢板缺陷及消除这些缺陷的措施钢板的缺陷是指影响钢板的使用性能,产品标准要求不允许存在的缺陷,主要有:(1)分层。
这种缺陷主要是由于原料中有气泡、缩孔、夹杂等,而在轧制时又未使之焊合,而形成分层。
通常分层要剪切清除。
(2)气泡。
由于原料中存在气泡,在轧制时气泡未焊合,而且中间还充有气体,使得轧后钢板表面有圆包出现。
这种缺陷需要切除。
(3)夹杂。
夹杂分为内部夹杂和表面夹杂。
产生原因是原料中带有非金属夹杂物,或者将非金属杂物等压入钢板表面。
对于面积较小,深度较浅者可以通过清理修磨消除,严重者必须 切除。
(4)发纹。
发纹是指钢板表面细小的裂纹。
其产生原因是原料的皮下气泡在轧制过程中未焊合,而在钢板表面形成细小发纹。
由于钢板中气泡未焊合所形成的发纹则需切除。
(5)裂纹。
在轧制过程中,原料中的气泡破裂,内表面暴露氧化,轧后在钢板表面形成裂纹。
原料清理时,由于沟槽过深也有可能形成裂纹。
如果裂纹较浅,可以修磨清除,否则则需切除。
(6)结疤。
产生结疤的原因是由于原料表面质量不好,或原料表面原有的结疤没有彻底清除所致。
轻微者可以通过修磨清除,严重者则需 切除。
(7)凸包。
在钢板表面形成有周期的凸起。
其产生原因是轧辊或矫直辊表面破坏,形成凹坑所造成。
如果凸包轻微,可通过修磨清除,而严重时则为不合格产品。
(8)麻点。
麻点是指在钢板表面形成的粗糙表面。
产生原因是由于加热时燃料喷溅侵蚀表面或者是氧化严重而形成的粗糙平面,轻微者可以修磨,严重者则需切除。
加热时应控制好加热炉温度波动与喷油量均匀,防止氧化严重,并加强除鳞。
(9)氧化铁皮压入。
在轧制时由于氧化铁皮没有清除干净,而被压入钢板表面,形成粗糙的平面。
为防止氧化铁皮压入,要加强清除氧化铁皮。
较轻微的氧化铁皮压入可以通过修磨清除,而严重影响质量时则要切除。
(10)划伤。
钢板的划伤是指在钢板的表面留有深浅不等的划道。
纵向划伤多为辊道、导板等部位的不光滑棱角刮伤。
中厚板生产中的钢板缺陷及消除钢板的缺陷是指影响钢板的使用性能,产品标准要求不允许存在的缺陷,主要有:(1)分层。
这种缺陷主要是由于原料中有气泡、缩孔、夹杂等,而在轧制时又未使之焊合,而形成分层。
通常分层要剪切清除。
(2)气泡。
由于原料中存在气泡,在轧制时气泡未焊合,而且中间还充有气体,使得轧后钢板表面有圆包出现。
这种缺陷需要切除。
(3)夹杂。
夹杂分为内部夹杂和表面夹杂。
产生原因是原料中带有非金属夹杂物,或者将非金属杂物等压入钢板表面。
对于面积较小,深度较浅者可以通过清理修磨消除,严重者必须 切除。
(4)发纹。
发纹是指钢板表面细小的裂纹。
其产生原因是原料的皮下气泡在轧制过程中未焊合,而在钢板表面形成细小发纹。
由于钢板中气泡未焊合所形成的发纹则需切除。
(5)裂纹。
在轧制过程中,原料中的气泡破裂,内表面暴露氧化,轧后在钢板表面形成裂纹。
原料清理时,由于沟槽过深也有可能形成裂纹。
如果裂纹较浅,可以修磨清除,否则则需切除。
(6)结疤。
产生结疤的原因是由于原料表面质量不好,或原料表面原有的结疤没有彻底清除所致。
轻微者可以通过修磨清除,严重者则需 切除。
(7)凸包。
在钢板表面形成有周期的凸起。
其产生原因是轧辊或矫直辊表面破坏,形成凹坑所造成。
如果凸包轻微,可通过修磨清除,而严重时则为不合格产品。
(8)麻点。
麻点是指在钢板表面形成的粗糙表面。
产生原因是由于加热时燃料喷溅侵蚀表面或者是氧化严重而形成的粗糙平面,轻微者可以修磨,严重者则需切除。
加热时应控制好加热炉温度波动与喷油量均匀,防止氧化严重,并加强除鳞。
(9)氧化铁皮压入。
在轧制时由于氧化铁皮没有清除干净,而被压入钢板表面,形成粗糙的平面。
为防止氧化铁皮压入,要加强清除氧化铁皮。
较轻微的氧化铁皮压入可以通过修磨清除,而严重影响质量时则要切除。
(10)划伤。
钢板的划伤是指在钢板的表面留有深浅不等的划道。
纵向划伤多为辊道、导板等部位的不光滑棱角刮伤。
而横向划伤多为钢板横移时产生,如在冷床上移动时产生的划伤等。
理论探讨258作者简介:朱林(1991— ),男,汉族,安徽宿州人。
主要研究方向:轧钢。
中厚钢板在生产过程中,由于钢坯、轧制设备和轧制工艺等原因,导致钢板表面产生麻面、氧化铁皮压入、气泡、结疤、网纹、划伤与划痕、夹杂、裂纹等,不仅影响产品的外观,而且还影响了钢板的性能;如何在生产中尽可能的避免钢板表面缺陷,从而控制和提高钢板的表面质量;本文结合实际生产中对中厚钢板表面缺陷产生的原因和措施进行简单的分析。
一、中厚钢板表面质量缺陷表现表面质量缺陷主要表现为以下几种:麻面、氧化铁皮压入、气泡、结疤、网纹、划伤与划痕、夹杂、裂纹等。
二、表面质量缺陷的形成原因分析及预防措施在中厚钢板生产过程中,由于生产设备、钢板来料、生产工艺、工人技术以及各种外部环境条件造成的一些表面缺陷是不可避免的,有时甚至是不尽相同,但是对各种缺陷的成因分析是十分有必要的,因为只有对这些质量问题进行深入的分析,才可能从根本的避免此类缺陷的产生或者是减小其对钢板性能的损害。
(一)麻面成因分析:钢坯在加热过程中,生成氧化铁皮;在出炉及轧制过程中,钢坯上下表面的氧化铁皮黏在钢板上,未与钢板分离、脱落;在轧制过程中,被轧入钢板中,形成上下表面黑面麻面。
轧后氧化铁皮冷却收缩,在受到振动式脱落,在钢板表面留下大小不一、形状各异、深浅不同的小凹坑或凹痕。
预防措施:①按坯料规格及钢种的不同,制定合理的加热制度;②确保除鳞压力,确保除鳞效果。
(二)氧化铁皮压入成因分析:因为在轧制过程中高温时在钢板表面形成的氧化铁皮,被压入钢板表面,轧制后仍然残留在钢板表面,而未有效清除。
主要有以下两点造成的:①加热时间过长,使得钢坯表面形成的氧化铁皮太厚而不易清除;②轧制过程中产生的二次氧化铁皮,未清除;③在轧制前,由于除鳞压力不足或其它方面原因,钢板表面的氧化铁皮未能得到有效地清理。
预防措施:①制定合理的加热制度,控制加热速度和加热时间,防止出现过厚的氧化铁皮;②控制轧制温度,防止出现过多的二次氧化铁皮;③提高除鳞机的除鳞效果。
薄宽规格船板氧化铁皮压入形貌缺陷成因分析及对策摘要:本文介绍了氧化铁皮的形成原理和分类,结合某中厚板产线解决船板氧化铁皮压入缺陷的实际案例,重点突出矫直过程产生氧化铁皮压入的原因及应对措施。
关键词:船板氧化铁皮1.前言近年来随着钢铁行业形势的跌宕起伏以及市场竞争的不断加剧,用户对钢板的外形及表面质量也提出了更高的要求。
如何减少或避免钢板表面氧化铁皮压入一直是中厚板生产领域的一大难题。
氧化铁皮通常附着于钢板的上下表面,轻微的氧化铁皮可以通过后续的修磨处理,但大面积的氧化铁皮压入,会使钢板表面形成大小不一的凹坑、麻点等肉眼可见的缺陷,严重影响钢材产品的表面质量,不仅会造成非计划产品,增加库存成本,还会影响合同交货期,增加生产成本。
本文通过对某钢铁厂船板生产过程中所产生的氧化铁皮压入缺陷的成因进行分析,制定对策,致力于减少薄宽规格船板氧化铁皮压入的缺陷。
2.氧化铁皮的分类及形成原理氧化铁皮分为三类:一次氧化铁皮、二次氧化铁皮、三次氧化铁皮。
由于钢坯长时间在1100~1300℃加热炉内,钢坯表面与高温炉气发生氧化反应,生成1~3mm厚的鳞层,称为一次氧化铁皮。
钢坯出炉后,高温氧化铁皮与高压水接触,因热应力作用,钢坯表面形成热裂纹,随着高压水的不断喷射,氧化铁皮层裂纹逐渐扩大变成裂缝,当裂缝到达钢基界面后,高压水会顺势进入钢基界面上的空穴,使沿钢基界面的裂缝不断扩展,从而除去一次鳞[1]。
钢坯出炉后经除鳞箱高压水除去一次氧化铁皮后,进行粗轧,但在粗轧过程中,钢坯上下表面与轧辊冷却水、轧机高压水以及辊道冷却水等接触,形成二次鳞,也称作二次氧化铁皮。
精轧过程中,中间坯表面残余的氧化铁皮与水、空气直接接触,在钢板表面形成较薄的三次鳞,也称为三次氧化铁皮。
3.船板氧化铁皮压入过程调查分析某中厚板产线生产的多批规格厚度:(13-16mm)×宽度:(3000-3500mm)×长度:(8800-14550mm)牌号为AB/AH36的船板存在批量性氧化铁皮压入缺陷,如图1所示,钢板表面氧化铁皮呈红褐色粉末状,厚度在0.1~0.3mm。
中厚板生产中常见缺陷的类型及预防中厚钢板是国民经济发展所依赖的重要材料,广泛用于高层建筑、桥梁、锅炉、容器、石油化工、工程机械、管线及国防建设等各个方面,中厚钢板的品种繁多,使用温度区域较广(-200℃~600℃),使用环境复杂,(耐候性、耐蚀性),使用要求高(强韧性、焊接性)。
目前,我国中厚板生产厚度为4~250mm, 宽度可达4000mm, 最长可达27m。
在品种方面, 已能生产难度比较大的装甲、船身、不锈、高压锅炉容器、桥梁等专用中厚板。
但是, 高档次板仍然比较少,专用板只占20%多一点, 大多数厂以生产大路货普碳板为主, 产量占70%~80%。
由于大部分企业炼钢缺少炉外精炼手段, 钢质纯净度差, 钢板夹杂、分层现象有时较为突出, 在轧制生产中, 钢板表面铁皮多, 麻点面积大且深, 修磨量大, 严重影响了钢板品种与质量的发展。
另外国产中厚板尺寸偏差、表面质量、力学性能也存在很多问题,只是大多数厂生产以普碳钢为主,钢板质量问题还未完全暴露出来。
(中厚板市场)随着国民经济的发展, 各行各业对中厚板品种、规格、尺寸精度、内外部质量及性能提出了日益增高的要求。
所以中厚钢板不仅要有好的机械性能,还要求有优良的表面质量和内部质量。
目前,国内中厚板存在的主要质量问题有:(1) 产品质量不能满足国际标准, 国际标准要求产品表面无缺陷且无修磨痕迹, 厚度公差带较国内标准减少50%, 不平度长度测量单位增加一倍, 产品全部双定尺交货。
国内中厚板双定尺率只有65%左右。
(2) 产品品种单一, 不能满足国内和国际市场需求, 有订单不能接受。
大部分企业只生产普碳和低合金钢中的A、B级钢,C、D级不能保证性能。
(3) 钢板外观质量差,如断面有兰边, 锯齿、撕裂、错牙等缺陷,表面有划伤、铁皮、油污、麻点等缺陷,厚度偏差大、宽度大小头差大、对角线差值大等非矩形缺陷。
国内外中厚板外观质量对照表(4) 机械性能一次检验合格率低,,性能商检不合格率大。
中厚板外观缺陷的种类、形态及成因摘要:热轧中厚钢板表面缺陷的存在是一种普遍现象,表面缺陷是造成影响钢材的产品质量、成材率和合格品的重要原因之一。
热轧钢板的表面缺陷是评价钢板表面质量的依据,其缺陷类型,外观特征,产生原因,防治措施,是多年以来积极研究而进行探讨的问题。
关键字:中厚板缺陷分析1、前言中厚板是重要的钢材品种之一,是国民经济中造船、锅炉、石油、化工、工程机械和国防建设等行业所需的重要原材料,有着广泛而重要的应用。
近年来,我国的多数中厚板厂进行了大规模的改造,同时又建了一批新厂,中厚板的产能有大幅度的提高。
在中厚板规模大幅度提高的同时,新建的中厚板厂从工艺布置、技术水平、生产装备等方面来看,都达到了国际先进水平;建厂较早的中厚板厂也基本完成了工艺线理顺、设备改造和技术升级,从而使我国中厚板的产量和质量有了同步提高,满足了拥护对产品质量和用途日益提高的要求,拓宽了中厚板的应用领域和范围,已成为热轧钢材中产量增长最快的产品。
与此同时,中厚板的质量也成为人们普遍关注的问题。
特别是表面质量,对中厚板的生产和使用均有重要的影响,而受到生产厂和用户的高度重视。
因此,在生产过程中在保证性能的同时,必须加强对钢板表面质量影响的控制与检验,对影响钢板外观质量的缺陷进行准确的界定和判定,对缺陷产生的因素进行科学的分析,对减少和防止钢板外观缺陷的产生,提高钢板的外观质量有重要作用。
2、几种典型缺陷的特征.成因和影响2.1、过烧特点:钢板表面呈现大面积连续的或不连续的蓝灰色的粗糙麻面或鳞片状翘皮。
通常表面会出现一定深度的脱碳层,内部晶粒组织粗大,并伴有魏氏组织出现。
产生主要原因:钢板在加热炉高温段停留时间较长或加热温度过高,或者是加热炉内的氧化气氛太浓,造成钢坯表面过度氧化。
对钢板的影响:钢坯过热,使钢板表面产生一定深度的脱碳层,不仅使钢板表面严重粗糙,内部晶粒过分长大,而且严重降低了钢板的力学性能和加工性能,使用过程中易在钢板表面形成不规则。
中厚板表面质量缺陷分析【摘要】镰刀弯及麻点是中厚板卷现场轧制过程中中厚板表面产生常见质量缺陷,本文针对其产生原因进行了分析,并提出了几点解决方法。
仅供参考!【关键词】镰刀弯;麻点;工艺概述钢板的表面质量是好坏直接影响到钢板的性能与质量。
在钢板生产过程中,由于原材料、轧制设备和工艺等原因,导致钢板表面出现麻面、结疤、裂纹、辊印、刮伤、针眼、鳞皮、孔洞等不同类型的缺陷。
这些缺陷不仅影响产品的外观,而且降低了产品的抗腐蚀性、耐磨性和疲劳强度等性能。
如何在生产过程中尽量避免钢板的表面缺陷,从而控制和提高钢板产品的表面质量,一直是钢铁加工企业非常关注的问题。
本文重点就镰刀弯和麻点的产生原因及解决方法进行阐述。
1镰刀弯的产生及解决方法1.1镰刀弯的产生原因在中厚板轧制过程中,由于现场某些因素的影响,使板坯在轧制过程中的工艺参数发生变化,如冷却不均匀使板坯两侧存在温度差,或来料厚度宽度方向上不均匀;设备原因,如操作侧和传动侧的轧机刚度不同,使得板坯咬入轧辊时偏离轧制中心线。
在电气方面,由于控制系统或参数设定不当,板坯在轧制过程中出现楔形(即板坯两侧存在厚度差);这些不对称因素的产生,都将使板坯轧制过程中辊系的受力平衡发生变化,使轧辊产生倾斜,板坯出现镰刀弯现象,造成板形不好和尺寸精度变差,这些都严重影响了产品的尺寸精度和质量。
结合中厚板厂的生产实际情况,下面对产生镰刀弯的主要因素进行分析。
(1)温度的影响温度的影响主要有三方面:加热炉加热的板坯,在宽度方向上存在温度差,即操作侧和传动侧的温度不同;或者由于轧辊冷却水的分布的不均匀,造成轧辊的辊身的操作侧和传动侧温度不同;或者由于工作辊刮水板漏水,导致轧件在宽度方向上的温度偏差。
(2)偏移轧制中心线的影响在轧制过程中,轧件偏移了轧机的中心线,使机架所受的轧制力分布不均衡,导致轧件出口厚度的波动,从而产生镰刀弯。
(3)楔形量的影响由于来料厚度不均匀的影响,或者由于操作侧和传动侧的轧机模数不同(整个轧辊系统,包括轴承座,承受轧制力后,机架产生的弹性变形),轧机调平(压下系统的变化,使得的操作侧和传动侧的轧辊位移不同,导致分配的轧制力不同)的影响,轧制过程中控制系统的不同步等因素,造成的操作侧和传动侧的厚度不同,出现楔形。
181管理及其他M anagement and other中厚板热处理表面质量缺陷分类、形成原因及控制笪 静(新余新钢集团有限公司,江西 新余 338001)摘 要:针对中厚板生产过程中存在的缺陷问题,影响其整体生产产品质量问题,开展中厚板热处理表面质量缺陷分类、形成原因及控制研究。
在明确中厚板热处理表面质量缺陷分类包括:中厚板热处理过程混入丸料、炉底产生辊压痕和热处理表面边部挤压变形等基础上,通过对其形成原因进行分析,从控制混入丸料、控制炉底辊压痕和控制热处理表面边部挤压变形,共三个方面,制定相应的对策,以期为中厚板生产质量的提升提供理论依据。
关键词:中厚板生产;热处理;表面质量;缺陷分类;形成原因;控制中图分类号: TH865 文献标识码:A 文章编号:11-5004(2021)07-0181-2收稿日期:2021-04作者简介:笪静,女,生于1985年,安徽安庆人,本科,轧钢助理工程师,主要研究方向:轧钢工艺技术管理。
当前由于高品质板材的需求量不断提高,各板材生产厂家都在积极调整其产品结构,提升产品的附属价值,在这样的大环境下,中厚板的热处理与生产逐渐受到了人们的高度关注。
热处理是指材料在固态下,通过加热、保温和冷却的手段,以获得预期组织和性能的一种金属热加工工艺。
在这一环节当中,抛丸机是最重要的核心设备,其主要作用是对中厚板钢板表面上的丸料进行清理,从而提供入炉前产品表面的整体质量,对于具有高附加价值的中厚板轧制而言具有十分重要的影响。
基于此,本文开展中厚板热处理表面质量缺陷分类、形成原因及控制研究。
1 中厚板热处理表面质量缺陷分类及形成原因分析1.1 中厚板热处理过程混入丸料在进行中厚板热处理过程中,当抛丸机的辊刷结构进入到一个周期的末端位置时,常常会出现磨损现象。
在对钢板进行清理的过程中,加入的丸料会随着钢板一同带入到抛丸机设备当中[1]。
若未能够及时找出带入到抛丸机设备中的丸料,或没有对其进行清理,则钢板在完成堆垛后,其表面会出现丸料混入的问题产生。
中厚板表面裂纹缺陷分析及控制研究摘要:中厚钢板被广泛地应用在高层建筑、桥梁、海上石油平台、大型轮船等工程项目中,其内部质量直接关系着这些重大项目的安全性和可靠性。
在中厚钢板内部质量判定方面,超声波探伤作为一种无损探伤技术被国内外各大中厚钢板生产企业普遍采用。
其表面裂纹缺陷的问题也日益明显。
本文做了相关探讨。
关键词:中厚板表面裂纹;缺陷;控制引言中厚板表面裂纹是指钢板表面形成的一条或者多条长短不一、宽窄不等、深浅不同、形状各异的条形缝隙或裂缝。
通过对中厚板表面缺陷的统计分析,发现表面裂纹缺陷约占全部缺陷的50%左右,这不仅导致不良品率升高、合格率下降,而且也是造成表面修磨量增加、降低中厚板产品质量和经济效益的重要原因。
一、裂纹的形态以及导致裂纹产生的因素(一)表面纵裂纹纵裂纹的形态特征两种形式:第一种是沿着轧制的方向成片出现的小裂口;第二种是很宽的粗黑线裂纹。
纵裂纹出现的地方一般为碳素结构钢板的表面,也有一些是在低合金的钢板表面,但是在低合金钢板表面出现的非常少;一般钢板的厚度越厚,就越容易出现表面纵裂纹。
一般表面纵裂纹会出现在钢板1/4的位置。
纵裂纹破坏了钢板的连续性,对钢板自身的危害非常大,导致钢板报废的可能性非常高。
钢板纵裂纹产生的原因有很多种,主要的原因是原始纵裂纹。
具体来分析,铸坯纵裂纹产生的原因主要是因为铸坯出现在结晶器的弯月区以及初生铸坯的外壳厚度不均匀导致的,也就是说在铸坯外壳最薄弱的地方所承受的力量比较集中,所以它自身的承受能力远远超过了铸坯外壳的温度强度从而出现细微的裂纹,以至于铸坯在出结晶器后在二冷区变成纵向裂痕。
不仅如此,碳的含量、钢铁自身的成分以及其内包含的杂质含量、钢液温度的把控和插入的深度和结晶器外表的导入均匀程度等都会对纵裂纹产生影响。
在轧制过程中,如果铸坯的裂纹没有焊接合闭,那么就会按照钢板的轧制方向开始形成纵向的裂纹。
其主要的外部特征是在裂纹的周围有脱碳层,裂纹的周围脱碳情况非常明显并且存在着很多氧化物,呈现出颗粒状,这些氧化物的出现使裂纹扩展的更快更明显。
第42卷第5期2020年10月甘㊀肃㊀冶㊀金GANSU㊀METALLURGYVol.42No.5Oct.ꎬ2020文章编号:1672 ̄4461(2020)05 ̄0041 ̄04309S中厚板缺陷分析及改进王卫国ꎬ刘天增ꎬ石旭麟ꎬ钱张信(酒泉钢铁集团公司ꎬ甘肃㊀嘉峪关㊀735100)摘㊀要:工业生产309S中厚板ꎬ通过起皮缺陷统计分析㊁JMatPro软件凝固方式模拟及SEM检测分析ꎬ找出了缺陷产生的原因ꎮ通过分析认为ꎬ因铸坯在凝固过程中产生一定的δ铁素体造成生成的δ铁素体量较多ꎬ这样在轧制过程中形成了更容易产生裂纹的两相界面ꎮ在3区加热温度为1247ħ工业生产条件下ꎬ在炉时间越短ꎬ起皮越严重ꎮ后续对309S中厚板生产加热制度进行改进ꎬ三加段温度控制到1250ħ左右ꎬ在炉时间控制到300min以上ꎬ缺陷发生率得到了有效控制ꎮ关键词:309Sꎻ凝固ꎻδ铁素体ꎻ起皮缺陷中图分类号:TG142.71㊀㊀㊀㊀㊀文献标识码:ADefectAnalysisandImprovementof309SMediumPlateWANGWei ̄guoꎬLIUTian ̄zengꎬSHIXu ̄linꎬQIANZhang ̄xin(JiuquanIron&SteelCompanyꎬJiayuguan735100ꎬChina)Abstract:Intheindustrialproductionof309SmediumandheavyplateꎬthroughthestatisticalanalysisofpeelingdefectsꎬJMatProsoftwaresolidificationsimulationandSEMdetectionanalysisꎬthecausesofdefectswerefoundout.Throughthea ̄nalysisꎬitisconsideredthatthereisacertainamountofδferriteproducedinthesolidificationprocessoftheslabꎬwhichresultsinalargeamountofδferriteꎬthusformingatwo ̄phaseinterfacewhichiseasiertoproducecracksintherollingprocess.Undertheindustrialproductionconditionof1247ħheatingtemperatureinzone3ꎬtheshorterthefurnacetimeꎬthemoreseriouspeeling.Subsequentlyꎬtheheatingsystemof309Smediumandheavyplateproductionwasimproved.Thetemperatureofthethirdaddingsectionwascontrolledtoabout1250ħꎬandthefurnacetimewascontrolledtomorethan300minutesꎬandthedefectratewaseffectivelycontrolled.KeyWords:309Sꎻsolidificationꎻδferriteꎻpeelingdefect1㊀引言309S(00Cr23Ni13)奥氏体不锈钢属于奥氏体耐热不锈钢中的中㊁高端产品ꎬ具有较高的高温强度及抗氧化性ꎬ被广泛用于锅炉㊁能源㊁工业炉㊁加热炉㊁石化等重要领域[1-3]ꎮ但是ꎬ因该钢种合金含量高ꎬ组织含量复杂ꎬ除正常的奥氏体㊁铁素体外ꎬ经常伴随碳化物㊁氮化物和金属间相的析出ꎬ其形态㊁数量和分布会影响产品的性能和质量[4]ꎮ酒钢在309S试验厚板生产过程中出现了类似 起皮 的表面缺陷(图1)ꎮ针对上述缺陷通过JMatPro软件进行第二相析出模拟ꎬ结合缺陷处SEM检测ꎬ找出了缺陷产生的原因ꎮ后经现场生产改进ꎬ缺陷发生率得到一定的控制ꎬ为实际生产及后续批量生产309S中厚板提供指导性的意见ꎮ2㊀生产工艺及试验方法本研究进行1炉309S奥氏体耐热不锈钢工业实验ꎬ具体工艺流程如下:电炉ңAOD转炉冶炼ңLF炉精炼ң板坯连铸ң板坯修磨ң加热炉加热ң轧机轧制ң退火ң酸洗ң检验㊁入库ꎮ2.1㊀试验钢的化学成分309S奥氏体耐热不锈钢成分见表1所示ꎮ图1㊀309S起皮缺陷表1㊀309S冶炼化学成分(ASTMA480/A480M)/%工艺CSiMnPSNiCrNFe成品0.0580.451.280.030.00113.2522.180.05余量2.2㊀主要试验方法试验先通过JMatPro软件对冶炼成分其凝固模式进行分析ꎬ然后结合工业试验钢板缺陷SEM检测ꎬ找出引起309S表面缺陷产生的原因ꎬ通过现场轧制过程工艺的改进ꎬ对缺陷形成原因进行验证ꎮ3㊀试验结果与分析3.1㊀缺陷发生情况统计起皮发生在钢板上下表面ꎬ且钢板长度方向头㊁中㊁尾也发生(图2)ꎮ统计头尾坯起皮缺陷发生率平均70%左右ꎬ中间坯缺陷发生率平均26%ꎬ头尾坯发生缺陷的几率较正常坯高ꎮ因此ꎬ无论是正常坯还是头尾坯都出现起皮缺陷ꎮ图2㊀不同铸坯缺陷发生率图3㊀309S不锈钢析出相3.2㊀铸坯凝固模拟分析奥氏体不锈钢的凝固模式一般有四种[5]ꎬ分别是:⑴Lңδ+Lңδңδ+γ(F模式)ꎻ⑵Lңδ+LңL+δ+γңδ+γңγ(FA模式)ꎻ⑶Lңγ+LңL+γ+δңγ+δңγ(AF模式)ꎻ⑷Lңγ+Lңγ(A模式)ꎮ材料的凝固模式主要取决于其化学成分ꎬ采用JMatPro模拟软件对该成分特征下309S耐热不锈钢析出相的分析(图3):309S开始凝固温度为1437ħꎬ首先从24㊀㊀㊀㊀㊀㊀㊀㊀㊀甘㊀肃㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第42卷液相中析出奥氏体相(FCC)ꎬ铁素体相(BCC)也随后开始析出ꎬ随着温度的降低铁素体和奥氏体的量均在增加ꎬ当温度为1425ħ时ꎬ铁素体量达到最大值(约35%)ꎬ后续铁素体含量开始降低ꎬ当约1275ħ时ꎬ铁素体全部转变为奥氏体ꎬ奥氏体相含量达到最大ꎬ在812ħ时ꎬ从液相与奥氏体相中析出碳化物相(M23C6)ꎬ而σ相从779ħ开始从液相与奥氏体中析出ꎮ通过模拟分析ꎬ认为309S其凝固模式为AF模式ꎬ且第二相析出温度都在900ħ以下ꎮ3.3㊀检测分析通过对缺陷进行SEM观察(图4)和EDS分析(图5)ꎬ位置1㊁2属于缺陷位置ꎬ位置3属于正常位置ꎮ图4㊀加速电压:20.0kV放大倍数:200图5㊀缺陷处EDS分析㊀㊀从表2中可以看出:根据缺陷处的化学成分对比ꎬ缺陷处的Fe㊁Cr㊁Ni元素含量与正常处的相差较大ꎬ且出现Cr元素含量偏高现象ꎬ通过研究认为Cr含量偏高主要原因可能是铸坯在凝固过程中产生一定的δ铁素体造成ꎮ有研究指出[6]奥氏体中的δ铁素体含量如果在5%~20%时ꎬ可以减少或者防止晶间腐蚀和焊接时组织奥氏体晶粒长大ꎬ减少焊接热裂纹的形成ꎮ但是ꎬ如果奥氏体中的δ铁素体含量不合适ꎬ这样会造成压力加工时的裂纹产生ꎮ因为奥氏体不锈钢中含有铁素体后ꎬ就产生了铁素体-奥氏体界面ꎬ由于面心立方和体心立方晶格界面在变形过程中位错的滑移和塞积不同ꎬ容易因δ铁素体含量不合适造成热裂纹ꎬ检测结果中也出现了Cr含量富集达到39.55%ꎬ这在轧制过程中变形加工工艺较大时容易形成小的热裂纹ꎬEDS分析1位置存在Oꎬ裂纹形成后被氧化造成氧化铁皮ꎮ表2㊀缺陷处化学元素重量百分含量/%谱图标签COSiCrFeNi位置11.7413.520.1539.5533.1011.93位置21.2210.250.2237.5040.5510.25位置30.7100.2222.9363.2411.88陈兴润[7]在研究309S奥氏体耐热不锈钢凝固时指出ꎬ凝固过程为:Lңγ+LңL+γ+δңγ+δңγꎮ凝固结晶时ꎬ首先从液相析出γ相ꎬ而使周围成为富Cr㊁贫Ni的区域ꎮ温度继续下降ꎬ根据对应液相的溶质浓度差异ꎬ发生L-δ+γ反应ꎬ其结果是在γ相周围形成高温铁素体δꎬ然后γ和δ同时向液相内生长ꎮ根据309S奥氏体耐热不锈钢的成分ꎬ计算液相线温度为1435ħꎬ处于γ和δ两相区ꎮ连铸凝固过程冷却速率快ꎬ导致高温铁素体δ来不及转化为奥氏体相ꎬ最终保留到铸坯中ꎮ铁素体δ存在主要是用于成份偏析和连铸凝固过程冷却速率快ꎬ导致高温铁素体δ来不及转化为奥氏体相ꎬ最终保留到铸坯中造成ꎮ头尾坯出现起皮缺陷的几率较高ꎬ主要原因是头尾坯没有投入电磁搅拌ꎬ成份偏析较正常坯少ꎬ这也与现场缺陷发生产情况相符ꎮ3.4㊀工艺分析及改进由于高温铁素体δ含量对轧制影响较大ꎬ因此通过对现场工艺的研究ꎬ找出起皮缺陷降低的措施ꎬ研究认为[8]ꎬ00Cr24Nil3铸坯随固溶温度升高和保温时间延长ꎬ铸坯中δ铁素体量减少ꎬ且随固溶温度的升高ꎬ铸坯中的连续网状δ铁素体断开并且长大ꎬ空冷则会促使高温下长大的δ铁素体向小尺寸颗粒状组织转变ꎻ当铸坯试样在1200ħ保温3h空冷后ꎬ网状δ铁素体完全转变成弥散分布的小于10μm的颗粒状铁素体组织ꎮ相对于颗粒状铁素体ꎬ网状δ铁素体的奥氏体-铁素体两相界面在轧制中更容易产生裂纹ꎮ通过加热工艺对比ꎬ发现在炉时间为300min以上的钢坯ꎬ起皮缺陷较少或者没有ꎬ而保温时间为192min左右铸坯缺陷发生量较大ꎮ因此ꎬ在炉时间越短ꎬ起皮越严重ꎬ主要原因就是铸坯保温时间段ꎬ生成的δ铁素体量较多ꎬ这样在轧制过程中形成了更容易产生裂纹的两相界面ꎮ34第5期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀王卫国ꎬ等:309S中厚板缺陷分析及改进㊀㊀㊀㊀㊀㊀表3㊀309S热轧加热工艺厚度/mm三加温度/ħ在炉时间/min备注正常钢板201247192起皮较多正常钢板201245193起皮较多缺陷钢板201243300起皮较少缺陷钢板201244305无起皮针对上述情况ꎬ后续对309S中厚板生产加热制度进行改进ꎬ三加段温度控制到1250ħ左右ꎬ在炉时间控制到300min以上ꎬ缺陷发生率得到了有效控制ꎮ图6㊀工艺改进后309S中厚板钢板表面4㊀结语⑴309S中厚板起皮发生在钢板上下表面ꎬ且钢板长度方向头㊁中㊁尾也发生ꎬ头尾坯发生缺陷的几率较正常坯高ꎮ⑵通过对缺陷进行SEM观察和EDS分析ꎬ缺陷处Cr含量偏高ꎬ主要原因是因铸坯在凝固过程中产生一定的δ铁素体造成ꎬ生成的δ铁素体量较多ꎬ这样在轧制过程中形成了更容易产生裂纹的两相界面ꎮ⑶通过现场工艺分析认为:在3区加热温度为1247ħ条件下ꎬ在炉时间为300min以上的钢坯ꎬ起皮缺陷较少或者没有ꎬ而保温时间为192min左右ꎬ铸坯缺陷发生量较大ꎬ在炉时间越短ꎬ起皮越严重ꎮ⑷为此针对上述情况ꎬ后续对309S中厚板生产加热制度进行改进ꎬ三加段温度控制到1250ħ左右ꎬ在炉时间控制到300min以上ꎬ缺陷发生率得到了有效控制ꎮ参考文献:[1]㊀ALLAHKARAMSRꎬBORJALISꎬKH0SRAVIH.Investi ̄gationofweldabilityandpropertychangesofhighpressureheat ̄resistantcaststainlesssteeltubesusedinpyrolysisfurnacesafterafive ̄yearservice[J].MaterialsandDesignꎬ2012(33):476 ̄484.[2]㊀ZENGZYꎬCHENLQꎬZHUFX.Dynamicrecrystalliza ̄tionbehaviorofaheat ̄resistantmartensiticstainlesssteel403Nbduringhotdeformation[J].JournalofMaterialsScienceandTech ̄nologyꎬ2011ꎬ27(10):913 ̄919.[3]㊀MuKHoPADHYAYGꎬBHATTAcHARYYAS.Bulgingofinnercoverofabatchannealingfurnaceinacoldrollingmill[J].EngineeringFailureAnalysisꎬ2012(19):131 ̄137.[4]㊀高建刚ꎬ张虎平.关于0Cr25Ni20钢轧制开裂问题的研究[J].天津冶金ꎬ2000(S1):21 ̄22.[5]㊀JohnC.LippoldꎬDamianJ.Kotecki.WeldingMetallurgyandWeldabilityofStainlessSteels[M].北京:机械工业出版社ꎬ2008.8.[6]㊀张文华.不锈钢及其热处理[M].沈阳:辽宁科学技术出版社ꎬ2010(02):45 ̄90.[7]㊀陈兴润ꎬ王建泽ꎬ王建新ꎬ等.309S奥氏体耐热不锈钢金相组织和表面缺陷分析[J].钢铁钒钛ꎬ2013ꎬ34(02):93 ̄97.[8]㊀舒㊀玮ꎬ廉晓洁ꎬ张寿禄ꎬ等.固溶处理对超低碳奥氏体不锈钢00Cr24Nil3铸坯δ-铁素体转变的影响[J].特殊钢ꎬ2013ꎬ34(02):62 ̄64.收稿日期:2020 ̄01 ̄07作者简介:王卫国(1981 ̄)ꎬ男ꎬ陕西乾县人ꎬ工程师ꎬ工学学士ꎮ主要从事不锈钢生产工艺研究ꎮ(上接第40页)参考文献:[1]㊀胡洪林ꎬ马孝娟ꎬ卢鹏程.钢包头用优质碳素结构钢冷轧钢板开发[J].新疆钢铁ꎬ2019ꎬ150(02):13 ̄17.[2]㊀吴爱新ꎬ赵文成ꎬ马韧宾ꎬ等.金属塑性变形与轧制技术[M].北京:北京大学出版社ꎬ2013.[3]㊀GB/T13298-1991ꎬ金属显微组织检验方法[S].北京:中国国家质量技术监督局ꎬ1999.[4]㊀李缠民ꎬ戴盛涛.钢包头用冷轧窄带钢质量改进[J].特钢技术ꎬ2011ꎬ17(02):46 ̄47.收稿日期:2020 ̄03 ̄24作者简介:霍㊀璐(1983 ̄)ꎬ女ꎬ河北省唐山市人ꎬ讲师ꎬ大学本科ꎬ理学学位ꎮ研究方向为钢铁冶金ꎮ44㊀㊀㊀㊀㊀㊀㊀㊀㊀甘㊀肃㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第42卷。
·技术讨论·中厚板表面氧化铁皮缺陷分析与研究吴建国王俊刘宝喜张锦兴刘志勇(河钢集团唐钢中厚板材有限公司)摘要氧化铁皮暴起、压入等缺陷给中厚板材的表面质量带来巨大影响。
针对成品板材表面氧化铁皮及其对应连铸坯表面氧化铁皮进行微观组织结构分析和成分检测,结果表明:从铸坯到板材均存在氧化铁皮分层现象,均由保护渣卷入钢水或除鳞不净所造成。
因此中厚板氧化铁皮暴起、压入缺陷应主要从防止保护渣卷入钢水、增强除鳞效果等方面入手。
关键词氧化铁皮连铸坯保护渣The Analysis&Research on Surface Oxidized ScaleDefect of Medium Steel PlateWu Jianguo,Wang Jun,Liu Baoxi,Zhang Jinxing and Liu Zhiyong(HBIS Tangsteel Medium and Heavy Steel Plate Co.,Ltd.)Abstract The oxidized scale build-up and rolled-in defects have great impact on surface quality of medium steel plate.Analysis is performed on microstructure and chemical analysis of oxidized scale on steel plate surface and continuous casting slab surface.The results show that the oxidized scale delamination phenomenon exists on continuous casting slab,which is induced by entrapped mould powder or incomplete descaling.The solution for the oxidized scale build-up and rolled-in defects of medium plate is to be initiated from entrapped mould powder prevention and desca-ling effect enhancement.Keywords Oxidized scale,Continuous casting slab,Mold powder0前言随着国内钢铁形势持续低迷,钢材产能严重供大于求,下游用户对钢材的质量要求越来越高,迫使钢铁企业自我完善、提高产品质量。
根据目前的市场形势,除了产品内在质量及力学性能的要求之外,表面质量及外观要求也越来越受到重视,尤其是具有特殊用途的中厚板材,用户还要求在抛丸后进行喷漆处理。
钢板表面质量在一定程度上决定用户的采购意向,因此中厚板表面氧化铁皮的控制获得国内各大钢铁企业的关注,成为改善中厚板材表面质量、提高市场竞争力的突破口。
目前,唐钢中厚板公司生产中厚钢板表面存在的主要质量问题是氧化铁皮暴起、压入等缺陷。
本文对钢板及连铸坯氧化铁皮结构进行分析,以期找出钢板表面氧化铁皮形成的主要原因和解决方法。
1板材表面氧化铁皮检验为了检测板材表面氧化铁皮情况,从唐钢中厚板公司生产的Q345B钢板截取试样,利用锯床将其从中间剖开,然后采用线切割方式对每个试样进行再切分,切割尺寸为9mmˑ10mm;切割试样进行超声波清洗,去除表面油污;试样进行镶样;用砂纸将试样打磨后进行抛光、腐蚀;通过SEM观察试样断面和表面形貌。
1.1上表面1.1.1表面形貌试样上表面呈暗红色,存在红色锈蚀,但锈蚀有部分脱落。
观察微观形貌,未脱落部分凹凸不平,以细小球状均匀分布;脱落部位比较致密,有细小的凹坑存在。
试样上表面形貌见图1。
·43·第25卷第1期2019年2月宽厚板WIDE AND HEAVY PLATEVol.25,No.1February2019图1试样上表面宏观和微观形貌1.1.2断面形貌观察试样断面,发现氧化层厚度不均匀,有分层现象,由内向外依次为FeO 、Fe 3O 4层,两者的厚度比约为6ʒ1。
FeO 层发生先共析反应,生成先共析Fe 3O 4,先共析组织以块状均匀分布。
试样断面形貌见图2。
图2试样断面形貌通过EDS 分析结果得知,试样表面氧化层与基体界面处主要以C 、O 、Fe 原子为主,并含有部分Si 、Cl 、Al 、Ca 等原子,判断界面含有残存保护渣成分。
EDS 数据表及位置点见图3(a )、(b ),氧化层与基体界面EDS 分析见图3(c )。
图3氧化层与基体界面EDS 分析数据表及位置点1.2下表面1.2.1表面形貌试样下表面呈灰黑色,无明显裂纹,无红色锈蚀层存在。
观察其微观形貌,发现表面有脱落现象,且脱落形状不规则,脱落处有均匀分布的凹坑,未脱落处相对较平整。
试样下表面宏观及微观形貌如图4所示。
1.2.2断面形貌观察试样断面形貌,发现基体不平整,导致氧化层厚度不同。
氧化层分层结构明显,靠近基体的为FeO 层,外侧为原始Fe 3O 4层,两者厚度之比为1ʒ2.4。
FeO 层发生先共析反应,生成先共析Fe 3O 4,先共析组织以块状分布。
试样断面形貌见图5。
·53·第1期吴建国,等:中厚板表面氧化铁皮缺陷分析与研究图4试样下表面宏观及微观形貌图5试样断面形貌通过EDS 分析结果得知,试样下表面氧化层与基体的界面主要以O 、Fe 原子为主,并有Na 、Ca 、Cl 等原子存在,判断该界面残存保护渣成分。
EDS 数据表及位置点见图6(a )、(b ),氧化层与基体界面EDS 分析见图6(c )。
图6氧化层与基体界面EDS 分析数据表及位置点2连铸坯表面氧化铁皮检验从唐钢中厚板公司生产的Q345B 钢板对应连铸坯制取试样,进行氧化铁皮表面和断面金相检验。
2.1上表面2.1.1表面形貌连铸坯试样表面呈现红褐色,有明显的片状氧化层,表面凹凸不平,无明显裂纹。
观察其微观形貌,发现该试样表面出现分层现象,氧化铁皮断裂脱落。
氧化铁皮未脱落部位和脱落部位均较为平整,无明显的凹坑、裂纹等缺陷。
连铸坯试样表面宏观及微观形貌见图7。
2.1.2断面形貌观察连铸坯试样断面形貌,发现试样氧化层整体厚度约为13μm ,在最外层有脱落现象而且比较严重,也证实检测到的氧化层厚度与经验值相差较大。
内氧化层由基体向外依次为FeO 、Fe 3O 4,靠近基体的氧化层出现先共析组织,反应产生Fe 3O 4,远离基体的一侧无明显先共析组织产生。
氧化铁皮凹凸不平,厚度相对不均匀。
连铸坯试样断面微观和局部放大形貌图见图8。
·63·宽厚板第25卷图7连铸坯试样表面宏观及微观形貌图8连铸坯试样断面微观和局部放大形貌通过对基体与氧化层的界面处进行EDS 分析,该处主要以Fe 、O 、Si 为主,并伴有少量的Cr 、Mn 元素,判断无保护渣成分。
EDS 分析数据表及位置点见图9(a )、(b ),氧化层与基体界面EDS分析见图9(c )。
图9氧化层与基体界面EDS 分析数据表及位置点2.2下表面2.2.1表面形貌如图10所示,试样下表面呈现红褐色,表面凹凸不平,存在许多凹坑,无明显裂纹。
观察其微观形貌,发现表面同样起伏不平,有裂纹存在。
通过图10(c )还发现氧化结瘤存在,氧化结瘤顶端氧化层出现脱落。
图10连铸坯试样下表面宏观和微观形貌2.2.2断面形貌观察试样断面形貌,发现沿氧化层有明显的·73·第1期吴建国,等:中厚板表面氧化铁皮缺陷分析与研究裂纹存在,氧化铁皮的整体厚度约为70 76μm ,判断氧化层已经部分脱落。
靠近基体同样存在内氧化层,中间氧化层有明显的FeO 层和Fe 3O 4层,靠近基体部位出现先共析组织,反应产生先共析Fe 3O 4,先共析组织呈现较大的团簇状,中间氧化层靠近外侧的部位则未出现大量先共析组织。
试样断面形貌见图11。
图11试样断面形貌通过EDS 分析可知,氧化层与基体的界面处主要以Fe 和O 为主,还存在Na 、S 、Si 等原子,判断有保护渣成分存在。
EDS 分析数据表及位置点见图12(a )、(b ),氧化层与基体界面处EDS 分析见图12(c )。
图12氧化层与基体界面处EDS 分析数据表及位置点3改善措施3.1优化连铸工艺,防止保护渣卷入防止保护渣的卷入主要从保证液面稳定性和保护渣指标的合理性入手。
首先在连铸过程中稳定拉速,防止保护渣卷入,同时应在结晶器液面发生的异常波动稳定后加入保护渣,且不得直接推加到结晶器角部,始终使保护渣在液面上保持均匀分布[1];其次是根据钢种的特性,选择碱度、粘度、熔化速度合适的保护渣[2],防止保护渣下沉形成夹杂物。
3.2优化除鳞工艺,保证除鳞效果高压水除鳞打击力越大,铸坯表面氧化铁皮去除越彻底。
除鳞打击力大小与喷嘴流量、喷射角度、到铸坯表面的喷射距离有关。
因此首先缩小除鳞机喷嘴到铸坯表面的距离,保证铸坯表面打击力;另外降低除鳞辊道输送速度,延长钢坯表面单位面积除鳞时间。
4结语通过检测铸坯上、下表面及其对应钢板上、下表面,均发现氧化铁皮分层问题,且在分层部位检测到与保护渣成分相符的元素,说明铸坯在连铸过程中发生卷渣,致使保护渣进入钢液,最终影响氧化铁皮的连续性;钢板上、下表面氧化铁皮检测也发现保护渣成分,说明在钢板轧制过程中表面残存氧化铁皮没有被除鳞高压水清除干净。
参考文献1李勇生.连铸坯表面夹渣的原因分析及解决措施[J ].天津冶金,2008(6):24-25.2刘志勇,孟根巴根,王丽云,等.中厚板表面夹渣缺陷分析与研究[J ].宽厚板,2012(3):31-33.吴建国,男,2001年毕业于南昌航空工业学院材料科学与工程专业,工程师。
收稿日期:2018-12-22·83·宽厚板第25卷。