自动包装码垛生产线ppt课件
- 格式:pptx
- 大小:56.32 KB
- 文档页数:17
摘要传统的机械设备与产品,多是以机械为主,是电气、液压或气动控制的机械设备。
随着工业水平的不断发展,机械设备己逐步地由手动操作改为自动控制,设备本身也发展成为机电一体化的综合体。
可编程序控制器 (PLC是以微处理器为核心, 综合计算机技术、自动化技术和通信技术发展起来的一种新型工业自动控制装置。
经过 30多年的发展, 目前, 可编程序控制器已成为工业自动化领域中最重要、应用最多的控制装置, 己跃居工业生产自动化四大支柱 (可编程序控制器、数控机床、机器人、计算机辅助设计与制造的首位。
其应用的深度和广度已成为衡量一个国家工业先进与自动化程度高低的标志。
包装码垛自动生产线适用于石油化工、化肥、粮食、港口等行业, 可对 PP 、PE 粒子、 PVC 、化肥、粮食等粉状、颗粒状物料进行全自动包装码垛作业,便于用户储存、运输和销售,全自动包装码垛生产线主要由自动定量包装机、自动上袋机组、封口系统、倒袋机、金属检测机、重量检验机、检选机、喷墨打印机、码垛机等单元组成。
通过可编程序控制器、对整个生产线的工作过程进行自动控制,对运行过程中出现的故障或供料不足,供袋不及时、出垛不及时等,进行声光报警。
该设备具有操作简单,运行可靠,维修方便等优点。
根据用户要求,配上通讯接口和打印机、有打印日、月累计报表的功能。
还可与上位计算机或触摸屏连接,对包装码垛自动生产线实现实时监控、远程诊断和网络化管理。
关键词:PLC ;控制系统;包装码垛自动生产目录绪论 .............................................................................................................................. 1一、 PLC 的背景 (2)(一 PLC 的产生 (2)(二 PLC 的应用现状和发展趋势 (2)(三包装码垛自动生产线的发展 (3)二、包装码垛自动生产线机械系统设计 ..........................................................................4 (一包装码珠自动生产线系统组成 (4)三、气动及真空系统 ........................................................................................................14(一气动系统的结构 (14)(二真空系统 (17)四、 PLC 控制系统设计 .....................................................................................................18(一包装码垛自动生产线工艺流程 (18)(二程序控制逻辑 (19)(三 PLC 控制系统硬件设计 (27)(四 PLC 控制系统软件程序设计 (33)结论 ............................................................................................................................ 34参考文献 . (35)致谢 ............................................................................................................................ 36附页 . (37)绪论在制造业高度繁荣、工业自动化蓬勃发展的今天,市场的变化、技术的更替都无时无刻不在影响着工业自动化向前发展的方向。



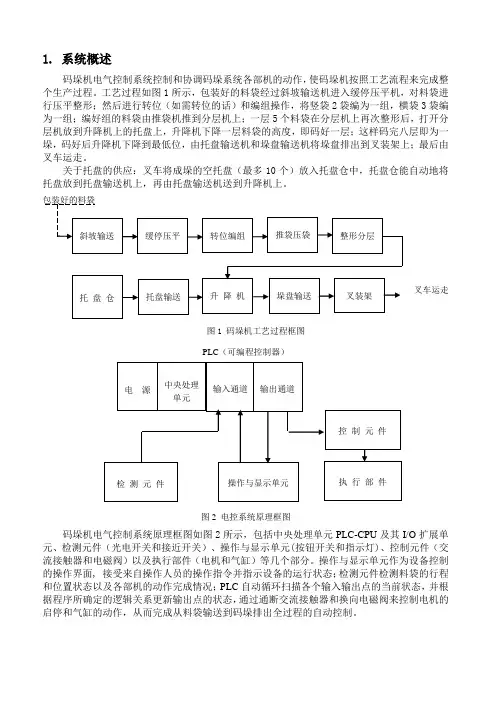
1. 系统概述码垛机电气控制系统控制和协调码垛系统各部机的动作,使码垛机按照工艺流程来完成整个生产过程。
工艺过程如图1所示,包装好的料袋经过斜坡输送机进入缓停压平机,对料袋进行压平整形;然后进行转位(如需转位的话)和编组操作,将竖袋2袋编为一组,横袋3袋编为一组;编好组的料袋由推袋机推到分层机上;一层5个料袋在分层机上再次整形后,打开分层机放到升降机上的托盘上,升降机下降一层料袋的高度,即码好一层;这样码完八层即为一垛,码好后升降机下降到最低位,由托盘输送机和垛盘输送机将垛盘排出到叉装架上;最后由叉车运走。
关于托盘的供应:叉车将成垛的空托盘(最多10个)放入托盘仓中,托盘仓能自动地将托盘放到托盘输送机上,再由托盘输送机送到升降机上。
叉车运走图1 码垛机工艺过程框图PLC (可编程控制器)图2 电控系统原理框图码垛机电气控制系统原理框图如图2所示,包括中央处理单元PLC-CPU 及其I/O 扩展单元、检测元件(光电开关和接近开关)、操作与显示单元(按钮开关和指示灯)、控制元件(交流接触器和电磁阀)以及执行部件(电机和气缸)等几个部分。
操作与显示单元作为设备控制的操作界面, 接受来自操作人员的操作指令并指示设备的运行状态;检测元件检测料袋的行程和位置状态以及各部机的动作完成情况;PLC 自动循环扫描各个输入输出点的当前状态,并根据程序所确定的逻辑关系更新输出点的状态,通过通断交流接触器和换向电磁阀来控制电机的启停和气缸的动作,从而完成从料袋输送到码垛排出全过程的自动控制。
2. 系统的主要特点及技术说明2.1电源部分现场的主电源380VAC进入控制柜后,首先经过总断路器和漏电保护开关。
在不打开控制柜的情况下,可方便地通过控制柜门上的旋转手柄完成接通和断开主电源的操作。
当由于电机绝缘破坏或其它原因造成漏电事故时,漏电保护开关可以迅速动作,切断主电源,以避免对人员造成伤害。
码垛机的每一个电机均有一个单独的断路器对其进行保护。