纤维素乙醇工艺流程
- 格式:xls
- 大小:21.00 KB
- 文档页数:1
纤维素制取乙醇技术1引言能源和环境问题是实现可持续发展所必须解决的问题。
从长远看液体燃料短缺将是困扰人类发展的大问题。
在此背景下,生物质作为唯一可转化为液体燃料的可再生资源,正日益受到重视。
所以生物质制液体燃料的技术很有发展前途,这中间又以生物质制燃料乙醇技术备受关注。
现有工业化燃料乙醇生产均以糖或粮食为原料[1,2],其优点是工艺成熟,但是产量受原料的限制,难以长期满足能源需求;从长远考虑,以纤维素(包括农作物秸秆、林业加工废料、甘蔗渣及城市垃圾等)为原料生产燃料乙醇,可能是解决原料来源和进行规模化生产的主要途径之一。
我国有发展纤维素制乙醇的有利条件,每年仅农作物秸秆就有7亿多吨(干重)[3],而我国粮食资源并不丰富,因此将农林废弃物转化为燃料乙醇,形成产业化利用,非常适合我国的国情,从能源安全角度上看也是十分有利的,而且可消除由焚烧秸秆造成的环境问题。
2纤维素制取乙醇基本原理[4]纤维素废弃物的主要有机成分包括半纤维素、纤维素和木质素3部分。
前二者都能被水解为单糖,单糖再经发酵生成乙醇,而木质素不能被水解,且在纤维素周围形成保护层,影响纤维素水解。
半纤维素是由不同多聚糖构成的混合物,聚合度较低,也无晶体结构,故较易水解。
半纤维素水解产物主要是木糖,还包括少量的阿拉伯糖、葡萄糖、半乳糖和甘露糖,含量因原料不同而不同。
普通酵母不能将木糖发酵成乙醇,因此五碳糖的发酵成为研究的热点。
纤维素的性质很稳定,只有在催化剂存在下,纤维素的水解反应才能显著地进行。
常用的催化剂是无机酸和纤维素酶,由此分别形成了酸水解和酶水解工艺,其中的酸水解又可分为浓酸水解工艺和稀酸水解工艺。
纤维素经水解可生成葡萄糖,易于发酵成乙醇。
木质素含有丰富的酚羟基、醇羟基、甲氧基和羰基等活性基团,可以发生氧化、还原、磺甲基化、烷氧化和烷基化等改性反应。
通过木质素改性和综合利用,可提取许多高附加值的化学产品,为提高木质纤维素生产燃料乙醇的经济性开辟了新的途径,日益受到科技工作者的重视[5,6]。
目前,我国在经济快速发展的同时,能源短缺和能源消费所引起的问题也成为人们所担忧的问题。
如何能够获得无污染的可再生能源是重中之重。
用生物法制取纤维素乙醇技术,不仅有广泛的原料来源,而且制作过程环保无污染,是最有前景的制作乙醇的方法。
1 纤维素的水解发酵工艺(1)浓酸水解工艺 浓酸水解的原理是将结晶纤维素在较低温度下可以在浓硫酸溶液完全溶解为低聚糖。
然后再在此基础上加水加热并稀释,经过一定的时间就可以水解为单个的葡萄糖了。
浓酸水解有很大的优点,它可以溶解不同的的原料,回收率非常高,溶解速度也非常快。
但是浓酸水解往往条件苛刻,对设备的要求极高,因此造成了成本高。
而且浓酸用完之后一定要做好残余物的回收工作,不然极其容易造成严重的环境污染。
(2)稀酸水解工艺 稀酸水解主要是利用化学反应,它的原理是稀酸溶液中的氢离子是自由的,它可以与纤维素反应,从而破坏纤维素的稳定性,使其与水反应,从而实现纤维素长链的连续解聚,直到纤维素最终分解成为一个一个的葡萄糖单元。
稀酸水解的优点是时间短,比较适合工业化生产,但是由于稀酸水解的产物不彻底,产生的糖会继续分解,影响糖收率。
因此为了减少单糖的分解,一般稀酸水解工艺不可以直接进行,要分为两个步骤。
首先是分解半纤维素,分解条件为低温,产物以木糖为主。
第二个步骤是分解纤维素,分解条件为高温,产物主要是葡萄糖。
这一步的高温条件对设备的要求极高,因此稀酸溶解也不适合大产量的工业化生产。
(3)酶水解工艺 在化学反应中,酶是一种能促进反应进行的活性物质。
在纤维素的酶水解工艺中最不可或缺的物质就是纤维素酶。
纤维素酶并不是单一的一种酶,它是促进纤维素分解为单糖的一类酶的统称。
主要包括内切葡萄糖酶、外切葡萄糖酶和纤维素二糖酶。
在纤维素的水解过程中,这三种酶在不同的阶段发挥着不同的作用。
纤维素的水解需要这三种酶的共同协同作用来完成。
酶水解工艺相对于浓酸水解和稀酸水解工艺而言,因为它所需要的条件(如酸碱度和温度)都比较温和,因此对设备的要求不是很高。
生物质纤维素乙醇燃料生产技术开发与应用方案一、实施背景:随着全球能源需求的不断增长和对传统化石燃料的限制,生物质纤维素乙醇作为一种可再生、清洁的燃料逐渐受到关注。
然而,目前生物质纤维素乙醇生产技术仍面临着诸多挑战,如原料成本高、生产效率低等问题。
因此,开发一种高效、低成本的生物质纤维素乙醇生产技术,具有重要的现实意义和广阔的市场前景。
二、工作原理:生物质纤维素乙醇燃料生产技术的工作原理主要包括生物质预处理、纤维素降解、糖化、发酵和乙醇分离等环节。
首先,通过物理、化学或生物方法对生物质进行预处理,去除其中的非纤维素成分,以提高纤维素降解效率。
然后,利用酶或酸碱等方法将纤维素降解为可发酵的糖类物质。
接下来,将糖化产物进行发酵,利用适当的微生物将糖转化为乙醇。
最后,通过蒸馏等分离技术将乙醇从发酵液中分离出来,得到纯度较高的乙醇产品。
三、实施计划步骤:1. 研究生物质纤维素乙醇生产技术的最新进展和研究成果,明确技术瓶颈和改进方向。
2. 设计并建立生物质预处理、纤维素降解、糖化、发酵和乙醇分离等关键环节的实验室规模试验装置。
3. 优化各环节的操作条件和工艺参数,提高生物质纤维素乙醇生产效率。
4. 进行中试规模的生产实验,验证技术的可行性和稳定性。
5. 在实际工业生产中应用该技术,进行规模化生产,并进行经济效益评估。
四、适用范围:生物质纤维素乙醇生产技术适用于利用各类植物纤维素作为原料,如农作物秸秆、木材废弃物、蔗渣等。
同时,该技术也适用于不同规模的生产,从实验室规模到工业化规模均可实施。
五、创新要点:1. 针对生物质纤维素乙醇生产过程中的瓶颈问题,采用先进的预处理技术,提高纤维素降解效率。
2. 优化发酵过程中的微生物菌种选择和培养条件,提高乙醇产量和发酵效率。
3. 引入高效的分离技术,提高乙醇的纯度和回收率。
六、预期效果:1. 提高生物质纤维素乙醇的生产效率,降低生产成本。
2. 减少对传统化石燃料的依赖,推动可持续发展。
纤维乙醇的生产工艺及生产进程和所面临的问题木质纤维素是地球上最丰富的可再生资源,据测算年总产量高达1500亿吨,蕴储着巨大的生物质能(6.9×1015千卡)。
我国是一个农业大国,作物秸秆(如稻草、麦秆等)的年产量非常巨大(年产可达7亿吨左右,相当于5亿吨标煤),据统计,目前的秸秆利用率33%,但经过一定技术处理后利用的仅占2.6%,其余大部分只是作为燃料等直接利用,开发前景非常广阔。
纤维素原料生产乙醇的过程可以分为两步。
第一步,把纤维素水解为可发酵的糖,即糖化。
第二步,将发酵液发酵为乙醇。
1、木质纤维素的降解技术木质纤维素降解可以采用酸水解和酶水解两条不同的技术路线来实现。
(1)酸水解技术纤维素的结构单位的D-葡萄糖,是无分支的链状分子,结构单位之间以糖苷键结合而成长链。
纤维素经水解后可生成葡萄糖。
纤维素分子中的化学键在酸性条件下是不稳定的。
在酸性水溶液中纤维素的化学键断裂,聚合度下降,其完全水解产物是葡萄糖。
纤维素酸水解的发展已经历了较长时间,水解中常用无机盐,可分为浓酸水解和稀酸水解。
(2)酶水解技术同植物纤维酸法水解工艺相比,酶法水解具有反应条件温和、不生成有毒降解产物、糖得率高和设备投资低等优点。
而妨碍木质纤维素资源酶法生物转化技术实用化的主要障碍之一,是纤维素酶的生产效率低、成本较高。
目前使用的纤维素酶的比活力较低,单位原料用酶量很大,酶解效率低,产酶和酶解技术都需要改进。
为了满足竞争的需要,生产每加仑乙醇的纤维素酶的成本应该不超过7 美分。
但在目前产酶技术条件下,生产1加仑乙醇需用纤维素酶的生产费用约为30~50 美分。
要实现纤维素物质到再生能源的转化主要有两点:首先可以寻找适合于工业生产的高比活力的纤维素酶。
细菌和真菌产生的纤维素酶均可以水解木质纤维素物质,细菌和真菌中都存在有复杂的纤维素酶水解系统,虽然其水解微晶纤维素的能力非常强,但是由于其复合物的分子量十分巨大,并且单个组份又不具有水解微晶纤维素的能力,所以人们一直试图从其他物种中寻找更符合工业应用以及更具有应用前景的纤维素酶。
木质纤维素水解发酵制备燃料乙醇技术综述西南交通大学郭曼摘要:随着科学技术的发展和机械化程度的提高,燃料能源短缺现象日趋严重。
开发石化能源的替代品已成为全世界关注的焦点。
纤维素乙醇是一种清洁且资源丰富的可再生能源,其具有广阔的发展前景,将成为未来最重要的可再生能源之一。
本文综述了纤维素制取乙醇的原理、纤维素乙醇生产技术、国内外纤维素乙醇研究及应用现状、发展纤维素乙醇的意义,分析了纤维素乙醇产业化亟待解决的技术问题,指出了今后研发方向。
关键词:纤维素;乙醇;燃料乙醇前言能源是人类赖以生存和发展的基础,它既是国民经济发展的动力,又是衡量综合国力、国家文明发达程度和人民生活水平的重要指标。
工业化的发展及人口的膨胀对自然资源的巨大消耗和大规模的开采,已导致地球上现有资源的削弱、退化、枯竭,资源与环境问题已成为当前世界人类面临的重要问题之一。
利用新技术创造出新的能源形式以满足人类社会的可持续发展,已成为解决现有能源日益枯竭问题的必要手段。
在新能源开发方面,生物技术被认为是最具有发展前景的技术,必将在解决人类所面临的能源危机方面发挥大的作用。
近年来,随着全球经济的快速增长,尤其是亚洲国家新兴经济体的出现,原油消耗量大幅度增加,原油价格持续走高,开发石化能源的替代品已成为全世界关注的焦点。
由于生物燃料具有可补充石化燃料资源、降低石油资源对外依存度、减少温室气体和污染物排放的特点,近年来受到世界各国的广泛关注。
乙醇能源以其环保、可再生、资源丰富等优点已成为一种重要的替代能源。
木质纤维素是地球上最丰富的可再生资源,也是当前利用率最低的资源,是各国新资源战略的重点。
中国可利用的木质纤维素每年在7亿吨左右,这些丰富而廉价的自然资源主要来源于农林业废弃物、工业废弃物和城市废弃物。
所以,纤维素乙醇是未来发展的必然方向。
1、纤维素生物质制备乙醇技术纤维素生物质是由纤维素(30-50%),半纤维素(20-40%),和木质素(15-30%)组成的复杂材料。

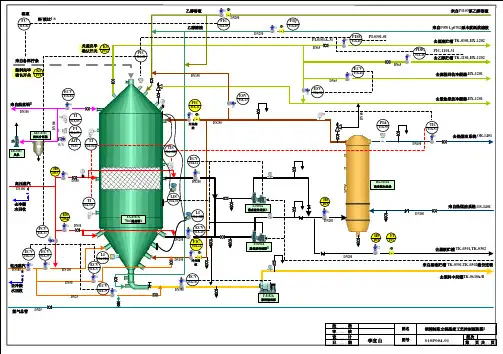
EX-0101A 75m3蒸煮锅AEB-0101风机01A-05O 2%TI01A-01ATIS01A-01B01A-01CDN100低压蒸汽DN100ECVECV01A-37ECV01A-39DN200FIC01A-0901A-48P-0101A 蒸煮液传送泵DN250P-0101A 蒸煮液传送泵DN250DN200开关阀改FIC01A-24开关阀改DN25001A-02BLI01A-02ALIS01A-01DN350P-0102AEX-0101B 75m3蒸煮锅BTI01B-01ATIS01B-01B01B-01CDN100低压蒸汽DN100ECVECV01B-37ECV01B-39DN200FIC01B-09P-0101B 蒸煮液传送泵DN250P-0101B 蒸煮液传送泵DN250DN200开关阀改FIC 01B-24开关阀改DN25001B-02BLI01B-02ALIS01B-01DN350TK-0301黑液贮罐DN200DN80LICDN65LICDN100LIC TK-0302闪蒸罐TK-0303闪蒸液贮罐N 200TK-0302再沸罐去冷凝水回收PICA0305-01DN300D N 80D N 80TK-0306真空缓冲罐DP0303闪蒸液真空泵DN100HK-0304闪蒸乙醇中间罐P-0302AB 闪蒸液传送泵D N 200D N 80TK-0503真空缓冲罐AP0503真空泵P0302FICQ0401-88TK-0401硫酸贮槽D N 25TK-0402沉淀罐TK-0403木素过滤进料罐D N 200LIC回循环水系统TICP-0401硫酸卸料泵401HS 402DN100403TK-0501塔料供给罐1#2#3#4#LSL 203A LSL 203B LSL 203CDN200TIDN300PW-0501木素洗涤机TK-0502木素贮存罐D DN50DN125D N 802ATK-0703真空缓冲罐P-0703真空泵TK-0701木素纸浆滤液罐1#2#3#4#LSL 203A LSL 203CDN300DN450D N 350TK-0601A 浆料中间罐浆泵P-0601TK-0601B 浆料中间罐N 350PW-0701木素纸浆洗涤机DN200D N 200602HIC 604HIC DN150PW-0801乙醇纸浆洗涤机浆泵P-0704TK-0702洗涤中间槽DN50来自冷冻乙二醇D N 80D N 125DN50D N 80TK-0803真空缓冲罐P-0803真空泵TK-0801乙醇溶液罐1#2#3#4#LSL 203ALSL 203B203CDN300DN450DN25PW-0801乙醇纸浆洗涤机浆泵P-0802TK-0802出浆槽DN50D N 80LCV0801-11去TK-1002TK-0804乙醇纸浆滤液罐P-0804乙醇真空回收TK-0501去热水系统TK-1002乙醇受料罐TK-1003乙醇配料罐TK-1004乙醇送料罐ECV1002-06ECV1003-06ECV1003-05ECV1004-05TK-1001乙醇贮罐DN150DDN150 P-1001P-1101DN50DN50 TK-1101醋酸贮罐PIC1202-04DN200TK-1101高压乙醇贮槽TCV1101-91生产调度指挥系统Intel 网现场仪表MCCProfibus DP激光打印机现场仪表MCCProfibus DP。