CAFR06-006I. 关键信息: A) 产品B) 顾客生产C) 产能修改记录(例如按节拍生产)地址X 顾客需求量/星期(不包括售后件)9000供应商代码Y 顾客/供应商的工作天数/星期6研究日期Z 顾客每天需求量(DPV)1500零件名称
零件编号 售后件年需求量0
II. 产能规划
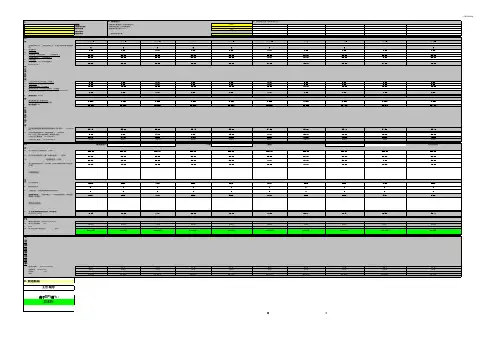
特殊零件的操作模式 工艺 1工艺 2工艺 3工艺4工艺 5工艺 6工艺7工艺8工艺9工艺10
11111111
A.班次数/天1.001.001.001.001.001.001.001.001.001.00
B.总计小时数/班16.0016.0016.0016.0016.0016.0016.0016.0016.0016.00
C人员休息:午餐和休息 (分钟数/班)90.0090.0090.0090.0090.0090.0090.0090.0090.0090.00
计划维护时间 (分钟数/班)20.0020.0020.0020.0020.000.0020.0020.000.0020.00
D天数/星期6.006.006.006.006.006.006.006.006.006.00
E净可用时间 (生产小时数/星期)[A*(B-(C/60))*D] 85.0085.0085.0085.0085.0087.0085.0085.0087.0085.00
预计停机时间
F工具/变体/易耗工具切换(分钟数)0.000.000.000.000.000.000.000.000.000.00
G每班切换数0.000.000.000.000.000.000.000.000.000.00
H每班的设备检查 (分钟数)10.0010.0010.0010.0010.0010.0010.0010.0010.0010.00
I每班中断时间 (非计划停机时间) (分钟数)0.000.000.000.000.000.000.000.000.000.00
J总计计划停机时间/星期(小时数) [(FxG+H)/60xAxD]1.001.001.001.001.001.001.001.001.001.00