过程能力与过程能力指数分析
- 格式:doc
- 大小:2.37 MB
- 文档页数:7
过程能力与过程能力指数
过程能力
过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定于质量因素,而与公差无关。
当过程处于稳态时,产品的计量质量特性值有 99.73%落在 3 的范围内,其中 为质量特性值的
总体均值, 为质量特性值的总体标准差,也即有 99.73%的产品落在上述 6 范围内,这几乎包括了全部产品。故通常用 6 倍标准差( 6 )表示过程能力,它的数值越小越好。
过程能力指数
(一)双侧公差情况的过程能力指数
对于双侧公差情况,过程能力指数 Cp 的定义为: Cp T TU TL (公式 1);
6 6
式中,T 为技术公差的幅度,TU 、TL 分别为上、下公差限, 为质量特性值分布的总体标准差。当
未知时,可用ˆ1 R / d2 或ˆ2 s / c4 估计,其中 R 为样本极差,R 为其平均值,s 占为样本标准差,s 为
其平均值, d2 、 c4 为修偏系数,可查国标《常规控制图》GB/T4091—2001 表。注意,估计必须在稳态
下进行,这点在国标 GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。
在过程能力指数计算公式中,T 反映对产品的技术要求,而 反映过程加工的一致性,所以在过程能
力指数 Cp 中将 6 与 T 比较,就反映了过程加工质量满足产品技术要求的程度。
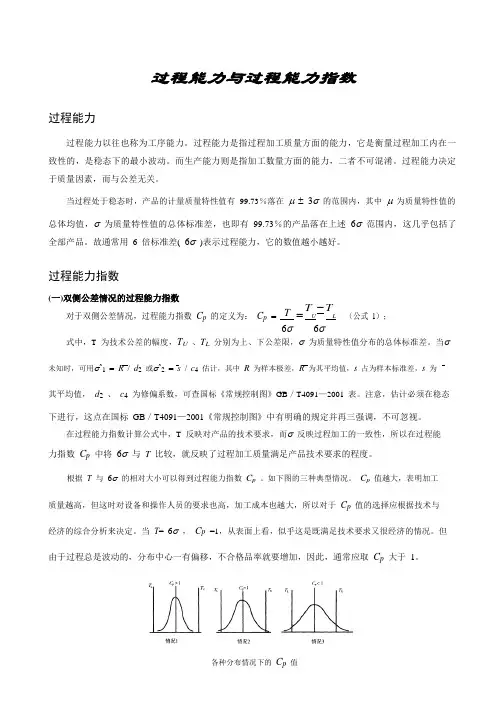
根据 T 与 6 的相对大小可以得到过程能力指数 Cp 。如下图的三种典型情况。 Cp 值越大,表明加工
质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于 Cp 值的选择应根据技术与
经济的综合分析来决定。当 T= 6 , Cp =1,从表面上看,似乎这是既满足技术要求又很经济的情况。但
由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取 Cp 大于 1。
各种分布情况下的 Cp 值 一般,对于过程能力指数制定了如下表所示的评价参考。从(公式 1)式可知,当 Cp =1.33,T= 6 。此
时质量指标值的分布基本上在上下公差界限之内,且留有一定余地,见上图的情况 1。因此,可以说 Cp ≥
1.33 时过程能力充分满足质量要求,国标 GB/T4091—2001 也要求 Cp ≥1.33。需要说明的是,随着时代
的进步,对于高质量、高可靠性的“ 6 控制原则”情况,甚至要求 Cp 达到 2.0 以上,所以 Cp ≥1.67 时
认为过程能力过高的说法应视具体情况而定,参见下表。
Cp 值的范围 级别 过程能力的评价参考
Cp ≥1.67 Ⅰ 过程能力过高(应视具体情况而定)。
1.33≤ Cp <1.67 Ⅱ 过程能力充分,表示技术管理能力已很好,应继续维持。
1.00≤ Cp <1.33 Ⅲ 过程能力充足,但技术管理能力较勉强,应设法提高为Ⅱ级。
0.67≤ Cp <1.00 Ⅳ 过程能力不足,表示技术管理能力已很差,应采取措施立即改善。
Cp <0.67 V 过程能力严重不足,表示应采取紧急措施和全面检查,必要时可停工整顿。
在下图中还应该补充下列情况,即 Cp =2, =0.5, p =2ppb=2 109 。事实上,从 Cp =1, =1.0,
可得出: Cp =1=T/ 6 =T/6,即 T=6,于是 =1/ Cp 。故对于 Cp =2, =1/2=0.5。注意,过程能力指数与
不合格品率是一一对应的。
典型 Cp 值情况下质量特征值正态分布的图形
(二)单侧公差情况的过程能力指数
若只有上限要求,而对下限没有要求,则过程能力指数计算如下:
C
pU TU ( < T ) 式中, C
pU 为上单侧过程能力指数。当 ≥ T 时,记 C
pU =0
3U U
若只有下限要求,而对上限没有要求,则过程能力指数计算如下:
Cp L TL ( > TL ) 式中, Cp L 为下单侧过程能力指数,当 ≤TL 时,记 Cp L =0 3
上面两个式子中的 与 未知时,可用样本估计,例如用 X 估计 ,用 s (或ˆ1 ,ˆ2 )估计 。
(三)有偏移情况的过程能力指数
当产品质量特性值分布的均值 与公差中心 M 不重合,即有偏移时,不合格品率必然增大,Cp 值降
低,故上述公式 1 所计算的过程能力指数不能反映有偏移的实际情况,需要加以修正。记修正后的过程能 力指数为 CpK,则公式为 Cpk = min ( CpU , Cp L ) (公式 2)
记分布中心 对于公差中心 M 的偏移为
M
(见右 图),定义 对于 M 的相对偏移(偏移度)K 为:K= 2 (0 T 2 T
≤ K<1) ;则过程能力指数修正为: Cpk =(1 - K) Cp =(1 -
K) T (1 K) T (公式 3); 产品质量分布的均值 与公差中心 M 不重合的情况
66ˆ
这样,当 =M(即分布中心与公差中心重合无偏移)时,K=0, Cpk = Cp 。注意, Cpk 也必须在稳态下
求得。
可以证明,公式 2 和公式 3 是等价的。
(四) Cp 和 Cpk 的比较与说明
根据上述,无偏移情况的 Cp 表示过程加工的一致性,即“质量能力”, Cp 越大,则质量能力越强;
而有偏移情况的 Cpk 反映过程中心 与公差中心 M 的偏移情况,Cpk 越大,则二者偏离越小,是过程的“质
量能力”与“管理能力”二者综合的结果。故 Cp 与 Cpk 二者的着重点不同,需要同时加以考虑。
将 Cp 与 Cpk 二数值联合使用,可对产品质量有更全面的了解,参见下表。
联合应用 Cp 与 Cpk 所代表的合格品率(%)
Cp
0.33 0.67 1.00 1.33 1.67 2.00 Cpk
0.33 68.269% 84.000% 84.134% 84.134% 84.13447% 84.13447%
0.67 95.450% 97.722% 97.725% 97.72499% 97.72499%
1.00 99.730% 99.865% 99.86501% 99.86501%
1.33 99.994% 99.99683% 99.99683%
1.67 99.99994% 99.99997%
2.00 99.9999998%
过程改进策略
国家标准《常规控制图》GB/T4091—2001 给出的过程改进策略如下图。
过程改进的策略
上图是基于以正态分布为前提的计量值控制图,以 X —R 为例。从图中可知,过程改进策略包括判断
过程是否处于统计控制状态(即判稳)和评价过程能力两个环节。
过程性能指数
美国三大汽车公司(福特 Ford、通用 General Motors、克莱斯勒 Crysler)联合制定了 QS-9000 标准,
对于统计方法的应用提出更高的要求,QS-9000 标准的认证是以通过 IS0 9000 的认证为前提。在 QS-9000
中提出 Pp 、 Ppk 的新概念,称之为过程性能指数(Process Performance Index),又称为长期过程能力指数。因此,有关过程能力指数的下列术语更为完整的表述应为:
C 系列过程能力指数 P 系列过程性能指数
Cp —— 无偏移短期过程能力指数 Pp —— 无偏移过程性能指数
CpU —— 无偏移上单侧短期过程能力指数 PpU —— 无偏移上单侧过程性能指数
CpL —— 无偏移下单侧短期过程能力指数 PpL —— 无偏移下单侧过程性能指数
Cpk —— 有偏移短期过程能力指数 Ppk —— 有偏移过程性能指数
QS-9000 对于 Ppk 给出下列定义: Ppk = min ( PpU , PpL ) ;参见下表。
上式的物理含义是:不论分布位于公差范围内的任何位置,它对于上规范限可计算出一个上单侧过程 性能指数 PpU ,同时对于下规范限可计算出一个下单侧过程性能指数 PpL ,选择二者中最小的一个。可以 证明,上式与 Ppk = (1-K) Pp 是等价的。事实上,在此公式中偏移度的计算就相当于单侧过程性能指数的
计算,而根据分布的位置我们选择过程性能指数的计算就相当于选择 PpU 或 PpL 。
为了便于读者查阅,现将上述过程能力指数的符号、名称及计算公式列于下表中。
短期过程能力指数与过程性能指数
注意:C 系列过程能力指数与 P 系列过程性能指数的公式类似,二者的主要差别在于:前者的公式中 的估计采用 ˆST R / d2 或 s / c4 ,且必须在稳态下计算;而后者公式中的 的估计采用ˆLT s ,是在实际情况(不一定是稳态)下
计算的。
QS-9000 提出 Pp 、 Ppk 的好处是:可以反映出系统当前的实际状态,而不要求在稳态的条件下进行
计算。
关于 Pp 与 Ppk 的比较与说明如下:
(1) Pp 和 Ppk 的比较与说明和上一节 Cp 和 Cpk 的比较与说明类似。只不过 C 系列的过程能力指数是指
过程的短期过程能力指数,而 P 系列的过程性能指数则是指过程的长期过程能力指数。Pp 和 Ppk 也需要联
合应用。
(2)对于同一个过程而言,通常长期标准差的估计值ˆLT 大于短期标准差的估计值ˆST 。因此,过程的
质量改进就是逐步减少 ˆLT ,使之不断向 ˆST 逼近。根据 ˆLT 和 ˆST 的差值(称之为过程稳定系数):
d =ˆLT -ˆST ;或相对差值(称之为过程相对稳定系数): dr = ˆLTˆ ˆST ;可以对过程的实际状况,即
LT
对过程偏离稳态的稳定程度进行评估,见下表。这里ˆST 的数值可以利用下列近似方法得到:
在实际控制图中,选出点子比较正常波动的平稳段,然后利用该段数据作控制图,判稳。若稳,即可
根据该稳态控制图计算出近似的ˆST 。否则,需要调整该平稳段直至控制图达到稳态为止。