过程能力指数
- 格式:pptx
- 大小:1.88 MB
- 文档页数:20


第3期(总第1 2期) 2007年6月 机械工程与自动化 MECHANICAI, ENGINEERING &. AUT0MATION No.3 Jon.
文章编号:1 672—641 3(2007)03—0161一O2
过程能力指数的评价与改进策略
产山
(山西省机电设计研究院,山西 太原030009)
摘要:通过对过程能力指数的简单介绍.阐明了对过程能力指数的评价原则及过程能力指数对产品合格率的影
响,并制定了改进策略,从而保证产品质量。 关键词:过程能力指数;合格率;改进策略
中图分类号:THl6 .4 文献标识码:A
0 引言 过程能力以往也称为工序能力,是指加工质量方 面的能力,它是衡量过程加工内在一致性的,是稳态 下的最小波动。人们往往将过程能力与生产能力二者 混淆,生产能力是指加工数量方面的能力.与产品质 量无关。过程能力决定于人、机、料、法、环,与公 差无关。在实际生产中质检人员通过随机抽样,测量
得到所需数据,计算得到过程能力指数(PCI).从而 指导生产保证加工质量。 1 过程能力指数的评价原则
标准的过程能力指数C 的计算公式为: c 一_T ̄,-T/一 。…………………..(1) ,一— 一一 。…………………………t
式中:7’ r,,——分别为公差的上、下界限; 7 ——公差的幅度; 总体标准差。 在式(1)中丁反映了对产品的技术要求, 反映 了过程加工的一致性,它们的比值c 反映了过程加工 质量满足产品技术要求的程度。( 值越大表明加工质 量越高,但这时对设备和操作人员的要求也越高,加 工成本也越大,所以对于c 值的选择应根据技术与经
济的综合分析来决定。当T一6a、C 一1时,从表面上 看,似乎是既满足技术要求又很经济,但由于过程总 是波动的,当产品质量特性值分布中心一有偏移,产 品不合格率就要增加,因此通常应取c 大于l。过程
能力指数C 值评价原则见表1。 2过程能力指数对产品合格率的影响 当产品质量特性值分布的均值中心 与公差中 心M不重合,即有偏移时.不合格产品率必然增大,c 值降低,此时式(1)所计算出的过程能力指数不能反 映有偏移的实际情况,需要加以修正,修正后的过程 能力指数C 为:

过程能力与过程能力指数
过程能力
过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一
致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定
于质量因素,而与公差无关。
当过程处于稳态时,产品的计量质量特性值有99.73%落在3的范围内,其中为质量特性值的
总体均值,为质量特性值的总体标准差,也即有99.73%的产品落在上述6范围内,这几乎包括了
全部产品。故通常用6倍标准差(6
)表示过程能力,它的数值越小越好。
过程能力指数
(一)双侧公差情况的过程能力指数
对于双侧公差情况,过程能力指数C
p的定义为:C
pT T
U T
L (公式1);
66
式中,T为技术公差的幅度,T
U、T
L分别为上、下公差限,为质量特性值分布的总体标准差。当
未知时,可用?
1R/d
2或?
2s/c
4估计,其中R
为样本极差,R
为其平均值,s占为样本标准差,s为
其平均值,d
2、c
4为修偏系数,可查国标《常规控制图》GB/T4091—2001表。注意,估计必须在稳态
下进行,这点在国标GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。
在过程能力指数计算公式中,T反映对产品的技术要求,而反映过程加工的一致性,所以在过程能
力指数C
p中将6与T比较,就反映了过程加工质量满足产品技术要求的程度。
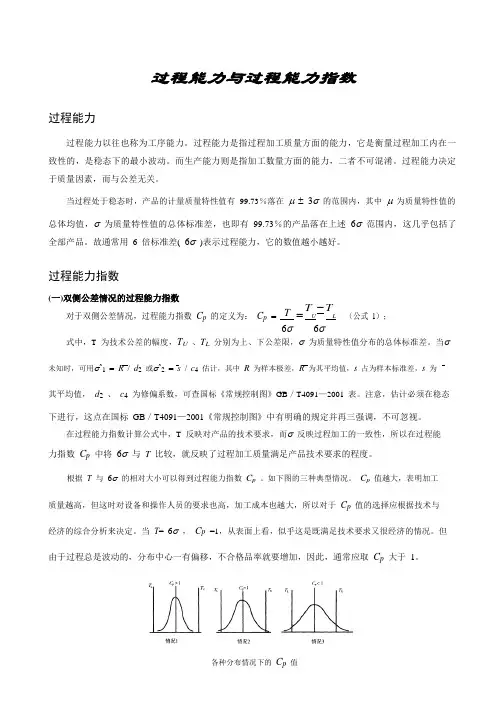
根据T与6的相对大小可以得到过程能力指数C
p。如下图的三种典型情况。C
p值越大,表明加工
质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于C
p值的选择应根据技术与
经济的综合分析来决定。当T=6
,C
p=1,从表面上看,似乎这是既满足技术要求又很经济的情况。但
由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取C
p大于1。
各种分布情况下的C
p值
过程能力与过程能力指数
过程能力
过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定于质量因素,而与公差无关。
当过程处于稳态时,产品的计量质量特性值有 99.73%落在 3 的范围内,其中 为质量特性值的
总体均值, 为质量特性值的总体标准差,也即有 99.73%的产品落在上述 6 范围内,这几乎包括了全部产品。故通常用 6 倍标准差( 6 )表示过程能力,它的数值越小越好。
过程能力指数
(一)双侧公差情况的过程能力指数
对于双侧公差情况,过程能力指数 Cp 的定义为: Cp T TU TL (公式 1);
6 6
式中,T 为技术公差的幅度,TU 、TL 分别为上、下公差限, 为质量特性值分布的总体标准差。当
未知时,可用ˆ1 R / d2 或ˆ2 s / c4 估计,其中 R 为样本极差,R 为其平均值,s 占为样本标准差,s 为
其平均值, d2 、 c4 为修偏系数,可查国标《常规控制图》GB/T4091—2001 表。注意,估计必须在稳态
下进行,这点在国标 GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。
在过程能力指数计算公式中,T 反映对产品的技术要求,而 反映过程加工的一致性,所以在过程能
力指数 Cp 中将 6 与 T 比较,就反映了过程加工质量满足产品技术要求的程度。
根据 T 与 6 的相对大小可以得到过程能力指数 Cp 。如下图的三种典型情况。 Cp 值越大,表明加工
质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于 Cp 值的选择应根据技术与
经济的综合分析来决定。当 T= 6 , Cp =1,从表面上看,似乎这是既满足技术要求又很经济的情况。但
过程能力指数CPK
过程能力指数(Process capability index,CP或CPK),也译为工序能力指数、
工艺能力指数、制程能力指数 什么是过程能力指数
过程能力指数也称工序能力指数,是指工序在一定时间里,处于控制状态(稳
定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的
能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五
个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是工
序中的各个质量因素所起作用的综合表现。对于任何生产过程,产品质量总是分
散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力
越低,则产品质量特性值的分散就会越大。那么,应当用一个什么样的量,来描
述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力:
工序能力=6σ
若用符号P来表示工序能力,则:
P=6σ
式中:σ是处于稳定状态下的工序的标准偏差
工序能力是表示生产过程客观存在着分散的一个参数。但是这个参数能否满
足产品的技术要求,仅从它本身还难以看出。因此,还需要另一个参数来反映工
序能力满足产品技术要求(公差、规格等质量标准)的程度。这个参数就叫做工序
能力指数。它是技术要求和工序能力的比值,即
工序能力指数=技术要求/工序能力
Cp=T/6σ
T——公差
σ——总体标准差(或用样本标准差S)
当分布中心与公差中心重合时,工序能力指数记为Cp。当分布中心与公差中
心有偏离时,工序能力指数记为Cpk。运用工序能力指数,可以帮助我们掌握生产过程的质量水平。 过程能力指数的意义
制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。 制程能力研究在於确认这些特性符合规格的程度,以保证制程成品不符规格
的不良率在要求的水准之上,作为制程持续改善的依据。
当我们的产品通过了GageR&R的测试之后,我们即可开始Cpk值的测试。