辊压机在线堆焊代替离线+(2)
- 格式:ppt
- 大小:26.83 MB
- 文档页数:18


第一部分堆焊材料的磨损1.磨损的基本概念磨损是由摩擦引起的,在建材、冶金、矿山、电力、机械、国防以及航空、航天等等行业处处存在摩擦,处处都有磨损。
材料磨损是两个以上的物体摩擦表面在法向力的作用下,相对运动及有关介质、环境温度的作用使其发生形状、尺寸、组织和性能变化的过程。
从磨损的特征与结果分析,任何一种磨损都发生在物体的工作表面上,但不仅物体表面宏观发生变化,而且物体微观组织结构及其性能也会发生变化。
从物理与化学观点分析,磨损是发生在两物体相对运动的表面,而且是在很薄的一层工作表面上,在磨损过程中一个重要的特征是机械能转变为热能,加热与冷却都以非常快的速度进行,物体表面具有相当大的活性和相当高的自由能,材料表面与亚表面的组织与性能同内部是不一样的。
对固体金属来说,当温度低时,原子活动较弱,低温变形后,表面的原子数将不会有多大变化,而在高的温度下,表面原子的活动能力增强,因此,材料的结构可能会出现某种程度的调整与改变,结果使金属性质和能量发生变化。
材料表面原子会与环境(介质)发生相互作用,产生物理吸附、化学吸附或化学反应,使材料表面可能产生加工硬化层或者形成表面织构,将会影响材料的磨损过程。
可以说磨损是一个动态过程。
从原子与作用力分析,由于相互接触的两物体表面,其中一物体表面的原子能与另一物体表面的原子极靠近,甚至进入斥力场,在相对运动时,两表面分子就会产生能量损耗。
在相对运动中将有些原子进入斥力场,而有另一些原子将离开斥力场,其变化大小,决定于接触程度,而其定量数决定于统计学的相率。
当两物体充分接近时,原子将被排斥而其自然的趋向是回到它原来的位置上去,然而这是个似乎不可能的假说,即原子可能被撞击出,并运动得足够远,以至进入相对表面上另一个原子场内,在这里得到新的平衡位置。
也就是说原子可以从一个物体表面上被对面的另一个物体表面俘获去。
按汤姆林逊的著作,这就是磨损的实质。
不管如何定义磨损,材料的磨损必然包括三大要素:1、材料的表面特征;2、另一物质(液体、气体和固体)的接触特性,即接触方式、力的传递和表面变形等;3、相对运动。
辊压机辊面堆焊、维护与保养作者:王欣黄智泉张永生单位:郑州机械研究所辊压机自20世纪80年代中期问世以来,已广泛应用于各种粉磨作业。
辊压机在水泥粉磨系统中有以下优点:降低粉磨电耗,提高磨机产量;提高水泥产品质量;噪音小。
但也有其缺点,其最大的缺点是辊面磨损问题。
有些厂家的辊压机运行一段时间以后,就处于经常维修状态,令厂家十分头痛。
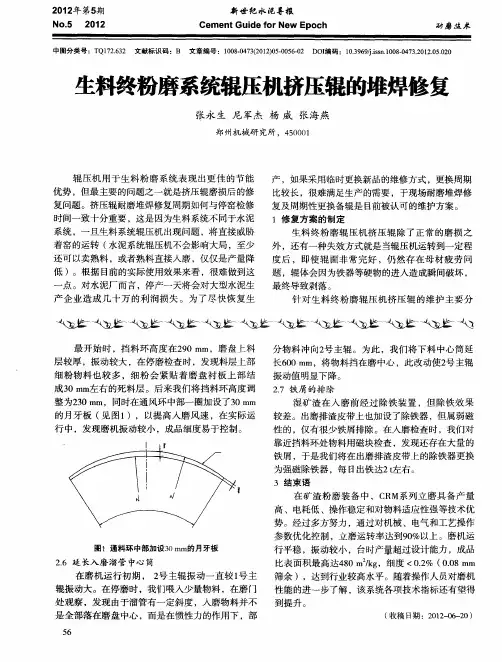
1辊压机的运行特点辊压机是由2个运动速度相同的辊子组成,物料由辊子上部喂料口卸下,进入辊间的逢隙中,在高压研磨力(辊间压力在5 0~300MPa之间)的作用下,物料受到挤压,受压物料变成了密实但充满裂纹的扁平料饼,使物料的易磨性得到明显改善。
辊压原理如图1所示。
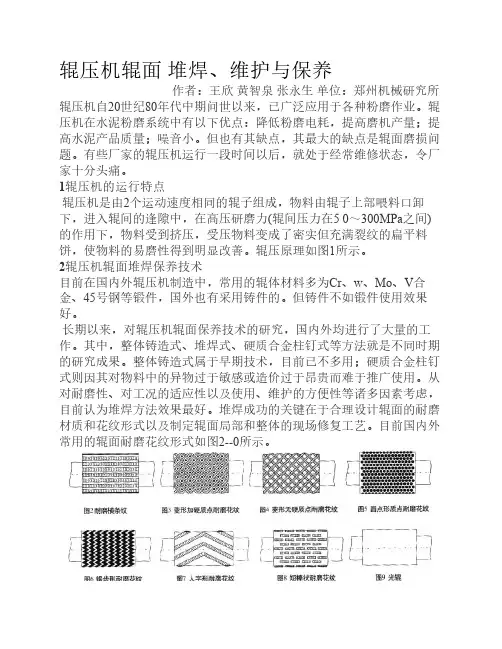
2辊压机辊面堆焊保养技术目前在国内外辊压机制造中,常用的辊体材料多为Cr、w、Mo、V合金、45号钢等锻件,国外也有采用铸件的。
但铸件不如锻件使用效果好。
长期以来,对辊压机辊面保养技术的研究,国内外均进行了大量的工作。
其中,整体铸造式、堆焊式、硬质合金柱钉式等方法就是不同时期的研究成果。
整体铸造式属于早期技术,目前已不多用;硬质合金柱钉式则因其对物料中的异物过于敏感或造价过于昂贵而难于推广使用。
从对耐磨性、对工况的适应性以及使用、维护的方便性等诸多因素考虑,目前认为堆焊方法效果最好。
堆焊成功的关键在于合理设计辊面的耐磨材质和花纹形式以及制定辊面局部和整体的现场修复工艺。
目前国内外常用的辊面耐磨花纹形式如图2--0所示。
辊压机辊面的磨损为高应力磨损,其耐磨效果决定于辊面耐磨材料的表面硬度及韧性。
辊压机辊面修复包括局部修复和全面修复。
局部修复需根据损伤深度确定修复层。
修复耐磨层前应对表面水泥灰和辊面疲劳层进行清理,补焊材料应与原辊体有良好的相容性和良好的冷焊效果,同时应焊过渡层,以避免焊接应力太大,破坏原辊体。
局部修复一般采用焊条或CO:气保护焊丝等进行堆焊。
整体修复是指对辊体局部反复修复5~8次后,由于母体反复承受高压挤压应力作用,焊接微裂纹不断扩展,辊体会产生一定厚度的疲劳层,用碳弧气刨在磨损比较严重的辊面上刨出几道槽检查裂纹情况,会发现辊子深处有很多层状裂纹,较浅的距辊面约10 mm,较深的距辊面约20~30 mlTl,局部深达50~60 mlil,并且多数裂纹都沿辊子周向延伸。