西门子802S数控系统常见故障及其维修
- 格式:doc
- 大小:50.00 KB
- 文档页数:7
西门子数控系统维修Sinumerik802D Sinumerik802D bl Sinumerik802Dsl常见问题及解答中国数控信息网2010年8月28日来源:sk xox 阅读:1592次Q1、Q2、Q3............... 代表问题A: 代表解决办法系统问题Q1.802D开机黑屏A:DRAM核对无误后,依次按下列键:1.<RECALL>2.<SK_H_2>水平左2键<SK_V_2>垂直上2键显示器将显示:default data ready?3.按<ETC>扩展键:如执行上述操作仍黑屏,说明硬件有问题.Q2.14092报警:通道1程序段轴A1轴类型错误A:定义轴A1为旋转轴编程:A1=10若编程为A=10,则出现10492报警Q3.按"增量"键,主轴停旋A:将PLC中控制主轴增量设定的接口信号(VB380X0005)删除.Q4.MDI方式下在启动,主轴不旋动A:一种是先用“复位”键,将主轴停止后,再换到JOG方式移动工作台。
另一种方法是修改PLC,增加如下:在手动V31000000.2转到MDI或自动方式时,复位信号V30000000.0置位,延时100ms后,复位信号V30000000.0复位。
Q5.802D base line系统主轴无速度显示A:将参数MD13070[0]改成8000后,重新启动系统。
Q6.系统出现25040,25060等定位监控报警A:这是因为主轴处于定位控制方式,而PLC处理时,只考虑当速度控制方式,主轴静止,移动键信号V380X0004.6和V380X0004.7为零时,激活M138.1,此时M138.1将取消主轴伺服使能V380X0002.1,因此需要增加位置环生效信号V390X0001.5为1时,不取消主轴伺服使能V380X0002.1。
Q7.802D如何在屏幕上编报报警文本A:1.将标准PLC子程序库中的报警文本用第一语言传入802D系统。
数控车床SINUMERIK 802S步进驱动系统的连接与故障诊断一、SINUMERIK 802S步进驱动系统的连接1.SINUMERIK 802S系统组成SINUMERIK 802S系统是专门为低端CNC机床市场而开发的经济型数字(CNC)控制系统。
SINUMERIK 802S采用带有脉冲及方向信号的步进驱动接口,可控制2~3个步进电动机进给轴。
步进电动机的控制信号为脉冲、方向及使能,步距角为0.36º(即每转1000步)。
SINUMERIK 802S系统除三个进给轴外,还有一个±10V的接口用于连接主轴驱动。
SINUMERIK 802S系统由以下部件组成。
(1)操作面板(OP020)、机床面板(MCP)。
(2)数控单元(ECU模块)。
(3)数字量输入输出模块DI/O(PLC模块)。
DI/O的输入为直流电平,逻辑“1”为11V~30V,逻辑“0”为-3V~-5 V,悬空状态为逻辑“0”。
公共端0V电压由外部提供。
DI/O的输出为直流电平,逻辑“1”为DC24V,驱动能力为0.5A,同时系数为0.5。
DC24V及0V由外部提供。
(4)主轴驱动器(Midi Master)与主轴变频电动机。
(5)进给驱动系统使用STEPDRIVE C或STEPDRIVE C+驱动系统,使用五相混合式步进电动机等。
SINUMERIK 802S系统组成如图4-11所示。
SINUMERIK 802S系统各部件的连接图,如图4-12所示。
2.步进电动机驱动系统要点(1)步进电动机的矩频曲线决定了步进电动机的特性。
步进电动机低速时输出力矩大,高速时输出力矩小(此时步进电动机的功耗高、电动机的温升也高)。
步进电动机的速度和力矩是矛盾的。
1)坐标的分辨率(步进电动机每步所对应的位移量)由机械数据确定:(丝杠螺距/每转步数)×减速比=分辨率2)通过最高轴速度确定步进电动机的最高转速,根据矩频特性曲线得出轴速度所对应的步进电动机输出力矩:电动机转速=轴速度/(丝杠螺距×减速比)(2)每个坐标配有一个接近开关(PNP型常开,即DC24V电平输出)用于产生返回参考点的零脉冲。
西门子802DSL数控转台调试与优化问题研究【摘要】文章以西门子802dsl数控系统为例,分析了s120驱动器控制转台伺服电机的调试和优化过程。
【关键词】数控机床;转台;伺服调试;驱动器优化;增益0.前言随着工业技术的快速发展,数控机床产业已经成为我国国民经济发展的基础性产业,是国防军工发展的战略性产业,是高新技术产业发展的载体,更是国家竞争力的重要标志之一,已经成为我国机床制造业发展的总趋势,目前在国内,三菱、fanuc、sinumerik数控系统广泛应用于各类数控机床上。
对于机床制造商来说,数控系统的驱动伺服参数调整是非常有必要的,而且也是一个难题。
本文结合笔者在采用西门子s120型数字交流伺服驱动的数控转台上的调试经验,对一些具体的伺服参数调整和优化过程作出了分析说明。
1.转台的结构机床转台的结构采用端面闭式静压导轨+径向滚动轴承结构,采用闭式静压导轨,可以提高端面跳动精度,吸收震动,承受双向载荷和倾覆力矩,滚动轴承可以方便控制径向精度,确保工作台在负载情况下的高刚度和高运动精度,工作平稳无爬行,承载能力高等特点,转台的回转角度是通过伺服电机经精密减速机构进行驱动,并且采用圆光栅进行全闭环控制,达到角度的分度精度要求。
2.转台电机的配置该转台的伺服电机不是采用s120标准的带有drive-cliq 接口的电机,因此首先需要经过smc20进行编码器的接口转换,另外在系统的拓扑识别过程中,驱动器对该电机无法识别,需要手动进行电机数据的配置,配置方法有两种:一种是通过电机的型号,在样本查出电机的类型,电机的代码,以及编码器的代码,然后再系统上按[shift]+[alarm],进入系统画面,选择[机床数据]—[驱动器数据]—[sinamics ibn]在显示的界面输入相应的电机代码、类型、以及编码器类型,然后点右侧垂直菜单的保存参数,最后一定要将p0010先设置成1,在将p3900修改为3,待到p3900自动变成0时将驱动器断电以确保电机数据生效。
SIEMENS系统的故障诊断与维修3.2.1 硬件故障的诊断SIEMENS系统的硬件特点是模块少、整体结构简单,用户一般无需调整,硬件的可靠性较高。
系统硬件故障时,通常情况下,需要对模块进行检测与维修,且应具备一定的测试条件、工装和相应的维修器件。
因此,现场维修时,一般只要求能够根据模块的功能结合故障现象,判断、查找出发生故障的模块,进行备件替换。
当CPU或存储器等模块更换后,还需要重新进行数据的输入和系统的初始化调整,使系统恢复正常工作。
以810/820系统为例,硬件故障的一般检查方法如下,其他系统的故障诊断方法与此类似。
1.电源模块的故障诊断SIEMENS 810与820系统电源模块的区别仅在于输入电压不同,模块的输出电压及外部接口一致。
810系统电源模块采用的是直流24V输入,显示器电源为直流15V;820采用交流220V输入,显示器为交流220V。
电源模块的输出直流电压有+5V,-5V,+12V,-12V,+15V等,具有过电流、短路等保护功能。
测量、控制端有+5V电压测量孔、电源正常(POWERSUPPLY OK)信号输出端子、系统启动(NC-ON)信号输入端子及复位按钮(RESET)等。
电源模块的工作过程如下:1)外部直流24V或交流220V电压加入;2)通过短时接通系统启动(NC-ON)信号,接通系统电源;3)若控制电路正常,直流输出线路中无过电流,“电源正常”输出触点信号闭合;否则输出信号断开。
电源模块的故障通常可以通过对+5V测量孔的电压测量进行判断,若接通NC-ON信号后,+5V测量孔有+5V电压输出,则表明电源模块工作正常。
若无+5V电压输出,则表明电源模块可能损坏。
维修时可取下电源模块,检查各电子元器件的外观与电源输入熔丝是否熔断;在此基础上,再根据原理图逐一检查各元器件。
当系统出现开机时有+5V电压输出,但几秒钟后+5V电压又断开的故障时。
一般情况下,电源模块本身无损坏,故障是由于系统内部电源过载引起的。
西门子802C系统典型故障诊断及排除方法顾振宇【摘要】论文结合自己在处理系统故障过程中的思路和解决办法,对易于产生的系统故障进行分类并举例进行说明,结合西门子数控铣床开机后各轴都不能移动、开机后各伺服轴报警等西门子 802C 系统数控铣床在日常使用过程中曾出现的典型系统故障进行论述.%With the author's own ideas and solutions in dealing with the process of system failure , this paper classifies and exemplifies the system which is prone to fail . Typical system failures are discussed in conjunction with different problems . For example , the shafts could not move after Siemens CNC milling machine boot , and each servo axis alarm after starting .【期刊名称】《现代制造技术与装备》【年(卷),期】2015(000)003【总页数】2页(P56-57)【关键词】故障诊断;故障排除;西门子;802C系统【作者】顾振宇【作者单位】永城职业学院,永城 476600【正文语种】中文永城职业学院为了大力发展高等职业教育,增强学生动手操作能力,自2008年起在数控实训基地的建设方面,加大投资力度,共购买了11台数控车床,4台西门子系统数控铣床,基本满足学生实训需求。
但随着机床使用年限的增加,数控机床故障率逐年增加。
作者自2010年起针对数控铣床发生的典型故障进行维修和处理,取得了良好的效果,基本上能够满足学生实习需求。
作者结合自己在维修机床过程中总结的处理故障的一般步骤以及维修典型实例进行论述。
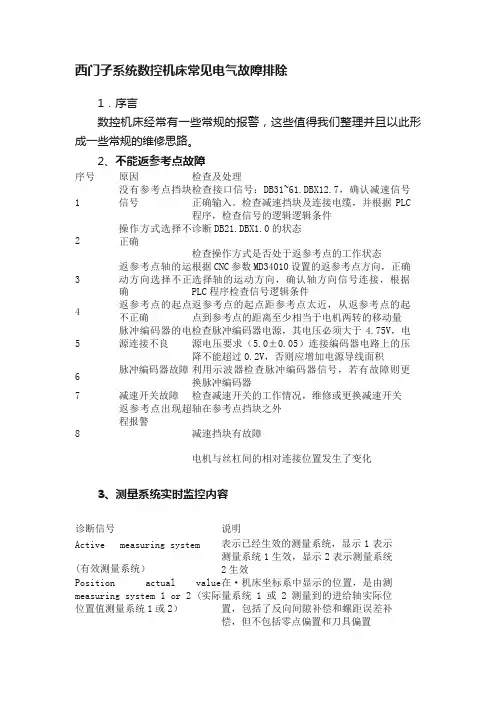
西门子系统数控机床常见电气故障排除1.序言数控机床经常有一些常规的报警,这些值得我们整理并且以此形成一些常规的维修思路。
2、不能返参考点故障序号原因 检查及处理 1 没有参考点挡块信号 检查接口信号:DB31~61.DBX12.7,确认减速信号正确输入。
检查减速挡块及连接电缆,并根据PLC程序,检查信号的逻辑逻辑条件2 操作方式选择不正确诊断DB21.DBX1.0的状态检查操作方式是否处于返参考点的工作状态3 返参考点轴的运动方向选择不正确 根据CNC 参数MD34010设置的返参考点方向,正确选择轴的运动方向,确认轴方向信号连接,根据PLC 程序检查信号逻辑条件4 返参考点的起点不正确 返参考点的起点距参考点太近,从返参考点的起点到参考点的距离至少相当于电机两转的移动量5 脉冲编码器的电源连接不良 检查脉冲编码器电源,其电压必须大于4.75V ,电源电压要求(5.0±0.05)连接编码器电路上的压降不能超过0.2V ,否则应增加电源导线面积6 脉冲编码器故障 利用示波器检查脉冲编码器信号,若有故障则更换脉冲编码器7 减速开关故障 检查减速开关的工作情况,维修或更换减速开关 8返参考点出现超程报警轴在参考点挡块之外减速挡块有故障电机与丝杠间的相对连接位置发生了变化3、测量系统实时监控内容诊断信号 说明Active measuring system(有效测量系统) 表示已经生效的测量系统,显示1表示测量系统1生效,显示2表示测量系统2生效Position actual value measuring system 1 or 2 (实际位置值测量系统1或2) 在·机床坐标系中显示的位置,是由测量系统1或2测量到的进给轴实际位置,包括了反向间隙补偿和螺距误差补偿,但不包括零点偏置和刀具偏置pensation value measuring system 1 or 2(测量系统1或2绝对补偿值) 显示测量系统1或2 的绝对补偿值,它是当前坐标位置的m 间隙补偿和螺距误差补偿的累加结果Compensation sag +temperature(垂度和纬度补偿)显示的补偿值是当前坐标位置的垂度补偿和温度补偿之和 4、常见进给轴报警报警号原因 检查及处理 20000在执行参考点功能后没有找到减速挡块信号 1.机床数据MD34030(寻找减速挡块最大距离)中的值太小 2.挡块信号未输入到PLC,检查电缆及插头 3.参考点开关未动作 20001没有减速挡块信号 1.降低寻找减速挡块速度MD34020 2.检查DB31~DB61.DBX12.7信号(延迟返参考点) 3.检查硬件连接是否短路或断路 20002找不到参考点,零点脉冲信号不在规定的区间内 1.检查挡块与零点脉冲信号之间的距离 2.增加机床数据MD34060中的设定值,但对于Heidenhain 光栅尺不要大于两个参考标记之间的距离 20003在带有参考标记的测量系统中,两标记之间的距离大于机床数据MD34300的两倍 检查距离编码的参考标记位移MD34300设定值,Heidenhain 光栅尺为20.000mm 20004在光栅测量系统中,在规定的检索距离内找不到两个参考标记 检查两个参考标记之间的最大位移MD34060设定值 Heidenhain 光栅尺为20.000mm 20005 返参考点呗中止 1.检查挡块信号DB31~DB61.DBX2.1 2.测量系统转换信号DB31~DB61.DBX1.5~DBX1.63.进给方向键信号DB31~DB61.DBX8.6~DBX8.74.进给倍率修调不为零20006 没有达到寻找零点脉冲信号的速度1.减小寻找零点脉冲信号速度MD340402.增大速度公差MD3515020070 编程的终点位置超出了软限位开关1.修改零件程序,改变坐标轴2.增加软限位机床数据MD36100、MD36110中的设定值3.用PLC程序激活第2软限位,设置机床数据MD36130、MD3614021612 轴运动期间,VDI信号“驱动使能”被复位检查接口信号DB31~DB61.DBX2.121614 到达硬件限位开关 1.检查硬限位接口信号DB31~DB61.DBX12.0~DBX12.12.在硬限位之前设置软限位3.手动操作离开硬件限位开关22062 达不到零点脉冲信号的搜索速度(主轴)1.配置较低的零点脉冲信号搜索速度MD340402.检查实际速度允差范围MD351503.设置不同的参考方式MD34200=722064 零点脉冲信号的搜索速度太大(主轴)1.配置较低的零点脉冲信号搜索速度MD340402.检查编码器的频率设置MD363003.设置不同的参考方式MD34200=722100 主轴的实际速度大于设置的最大转速1.检查驱动系统的设置与优化数据2.增加MD35100(最大转速)和MD35150(转速公差带)22101 超过了编码器的极限频率1.检查编码器是否为有效状态:DB31~DB61.DBX1.5~DBX1.62.编码器的最高频率设置MD363003.检查最大主轴速度设置MD351304.利用G62 S…限制主轴速度22270 用于螺纹切削的主轴修改零件程序,减速速度太高25000 编码器的硬件故障 1.检查电缆接头盒编码器信号,若编码器有故障则更换2.检查当前有效测量系统1/2选择信号DB31~DB61.DBX1.5或DBX1.6是否为125010 位置调节器使用的编码器带有干扰信号检查测量系统25020 编码器零点脉冲信号监控,在两个零点脉冲信号之间是否总是发出相同的脉冲数,若不同则报警1.查测传输电缆、编码器2.有无电磁干扰信号3.检查编码器电源电压4.若有编码器则更换编码器5.用MD36310关闭零点脉冲信号监控25030 实际速度报警,实际速度大于MD36200(速度监控阀值)规定的值1.检查速度设定值电缆(总线)2.实际值与位置的控制方向3.如果轴运动不受控应改变位置控制方向4.增加MD36200DE 设定值25040 零速监控,跟随误差大于零速公差带,跟随误差大于MD36030的设定值1.增加零速公差MD36030设定值2.对位置环进行优化3.提高增益MD32200设定值4.增加钳位压力25050 轮廓监控,轮廓误差大于轮廓监控公差带,即轮廓误差大于MD36400设定值1.增大轮廓监控公差带MD36400设定值2.对位置环和速度进行优化3.提高增益MD32200设定值4.减小加速度MD32300设定值5.检查机械部分25060 速度设定值点限制,指令速度大于最大速度设定值,即速度设定值大于MD36210中的数值1.检查速度的实际值是否受到机械部件运动的影响2.检查速度设定值电缆3.修改最大速度MD36210和设定值监控延迟时间MD3622025070 轴的漂移太大通过关闭自动补偿,调节偏移补偿,知道位置滞后为零,然后再恢复自动补偿以便平衡动态漂移变化25080 轴的位置监控,跟随误差大于精确精准停设定值,即跟随误差大于MD36010的设定值1.适当增加精确准停限制MD3600,MD360102.增加精准停时间MD360203.优化速度/位置调节器,提高伺服增益MD3220026000 轴的夹紧监控,跟随误差大于夹紧监控公差带,即跟随误差大于MD36050的设定值1.确定与设定点的位置误差2.增加夹紧监控公差带MD360503.提高机械夹紧(夹紧压力)26003 丝杠螺距设置不正确检查机床数据MD31030,设置的螺距应与实际一致5、常见驱动系统报警报警号原因检查处理300000 驱动启动DCM(NCU模块ASIC控制总线)未发出信号多数为硬件故障,更换NCU模块300200 驱动总线硬件故障或辅助硬件故障1.检查驱动总线端子2.检查驱动总线与驱动模块之间的所有连接,电缆是否断路或短路3.辅助硬件故障300400 驱动系统错误 1.内部软件错误可通过硬件复位解决,或再次启动系统2.可根据故障代码与西门子公司联系300402 驱动接口中的故障 1.内部软件错误可通过硬件复位解决2.增加MD10140驱动子任务运行时间设定值,减小MD10150设定值3.若故障依旧可根据故障代码与西门子公司联系300403 驱动版本号与驱动软件及机床数据不匹配驱动软件(FDD/MSD)的版本必须与驱动机床数据版本匹配,更换驱动软件之后,旧版本的MD不能在使用300500 某轴的驱动系统故障,显示故障代码1.重新预置驱动数据2.NC复位3.根据故障代码,查找故障原因,与西门子公司联系寻求支持300501 某轴驱动系统滤波电流大于或等于1.2倍的MD11071.检查电机数据、电机代码是否正确2.强电控制电路故障3.实际电流检测是否有误4.增大晶体管限制电流MD11075.增加电流检测时间常数MD1254中的值6.若有必要跟换6611D驱动模块300502 某轴驱动的相电流R大于或等于 1.05倍的MD1107(晶体管限制电流)除要检查个调节器的数据外,其余解决方法同上300503 某轴驱动的相电流S大于或等于 1.05倍的MD1107(晶体管限制电流)检查方法同上300504 某轴驱动的电机编码器信号错误或信号太弱1.检查编码器及其连接2.驱动模块故障3.检查电机及其屏蔽连接4.若有必要更换6111D控制模块、电机或编码器报警号原因检查及处理300508 电机测量系统的零点脉冲信号出现问题1.检查编码器及其连接2.驱动模块硬件故障,则更换3.检查驱动模块前板上的屏蔽连接4.如果使用BERO开关,检查BERO信号5.对于齿轮编码器,检查齿轮与编码器之间的距离6.若有必要更换6111D控制模块、电机或编码器300510 电流零平衡期间实际电流值超出最大允许值检查实际测量中的错误,若有必要,更换611D控制模块300515 驱动系统强电部分温度过高1.可能是环境温度太高,安装温度超标,增加空气流通散热2.脉冲频率过大3.驱动模块及风扇故障等4.修改零件程序避免大的加/减速操作300607 某轴驱动的电流调节器处于极限状态1.检查电机的连接及保护2.检查直流母线电压是否正确,连接是否可靠3.检查6111D强电部分或驱动模块4.检查是否激活Uce监控线路,通过开关电源复位300608 某轴驱动的速度调节器处于极限状态1.检查电机的连接、电机电阻及保护2.检查编码器的分辨率、连接及屏蔽3.检查电机和编码器是否可靠接地4.检查直流母线电压司法所正确,连接是否可靠5.检查是否激活Uce监控电路,通过开关电源复位300609 某轴实际速度值超出了编码器测量的上限1.检查电机使用的编码器的连接及其屏蔽情况2.检查编码器是否正确,是否与机床数据匹配3.若有必要,更换电机,编码器或驱动模块300610 某轴驱动的位置信号不能识别1.增加MD1019设置2.检查电机的连接及保护3.直流母线电压及连接4.检查是否激活Uce监控线路,通过开关电源复位5.若有必要,更换611D强电部分或控制模块300612 某轴驱动的轉子位置识别的电流大于 1.5倍的MD1107或大于MD1104中的值减小MD1019300613 某轴驱动的电机温度太高,超出了机床数据MD1607中所规定的温度1.检查电机数据,设置不正确将引起电流过大2.检查温度传感器3.检查电机编码器电缆4.电机风扇故障5.电机过载6.嗲机频繁加/减速7.转矩限制MD1230或功率限制MD1235设置太高8.电机内部转动故障,编码器故障9.使用高性能电机报警号原因检查及处理300614 某轴驱动的电机长时间超温,即温度超过MD1602规定,时间超过MD1603规定检查同上6、返参考点故障序号原因检查及处理1 没有参考点挡块信号检查接口信号:DB31~61.DBX12.7,确认减速信号正确输入。
Sinumerik 802D系统软故障分析与处理在国内进口数控系统中,Siemens系统仅次于Fanuc,约占25%,列第二位。
Sinumerik 802系列是Siemens针对中国市场进行性价比优化的产品。
系统具备中文界面的高质量显示面板,易于操作和编程;控制单元集成于一体,无电池、风扇,免维护等特点,适合于车间级加工应用。
本文就西门子的Sinumerik 802D 数控系统因人为误操作造成的软故障的现象,展开分析讨论并给出了相关的解决方案。
虽然Sinumerik 802D系统的开发者宣称:“曾经使用过其他控制系统的操作人员可以快速轻松地适应操作”,但是熟悉Fanuc系统类型的加工人员如果不辨明两者的差别,操作中常常造成“假死”之类的软故障。
一、误操控故障1. 主轴无法启动现象:手动方式或自动方式下主轴不转。
分析与处理:检查主轴修调有效,S转速数值可以改变,但按正、反转启动键无效。
重开总使能,再按下“主轴使能开”键钮,主轴开始转动。
由于Sinumerik 802D上电进入系统后需要先开启总使能,再按“主轴使能开”才能启动主轴,而系统的“主轴使能开”和“主轴使能关”两键没有标示,造成以上现象。
有时按复位键解除某些故障或报警后,也会影响总使能和主轴使能,需要重新打开一次。
自动加工方式,对于主轴带变频调速的机床,M03后必须指定转速S值,主轴才开动,这点应引起编程者注意。
2. 工作状态现象:开机进入系统并解除报警,按下“总使能”键后,在“手动REF”(回零)方式按+Z、+X、+Y键均不能启动回零动作(有“复位”二字);手动方式按“主轴使能开”后,开主轴不转;手动X、Y、Z向移动工作台和主轴均不动作,屏幕出现“等待:缺少轴使能”字样。
分析:复位系统,重启“总使能”;开电器柜检查各轴驱动保险,KA继电器等硬件均正常。
后来才发现,系统竟然被人误设置成“程序测试”状态!屏幕信息如图1所示。
图1 面板信息与说明解决方法:换至自动方式,进入“程序控制”画面,按“PRT”键解除程序测试状态。
西门子802S车床“轴SP源编码器硬件故障”报警与解决方法郭长永;孔琳【摘要】1.故障现象rn我校实训工厂于2004年12月购置的4台西门子802S 数控车床,在使用过程中经常出现"轴SP源编码器硬件故障""25000报警号"导致机床无法动作,工件无法加工,需要关机重新启动机床,同时必须重新使运行程序跳到当前程序段才能继续加工,但对加工螺纹来说,就出现乱扣现象,因为轴编码器主要功能之一就是准确调整并保持主轴角度位移量与丝杆传动位移量的严格比例,【期刊名称】《金属加工:冷加工》【年(卷),期】2012(000)021【总页数】2页(P77-78)【关键词】西门子802S;硬件故障;源编码器;数控车床;轴角;报警;SP;故障现象【作者】郭长永;孔琳【作者单位】南阳市技师学院,河南473000;南阳市技师学院,河南473000【正文语种】中文【中图分类】TG6591.故障现象我校实训工厂于2004年12月购置的4台西门子802S数控车床,在使用过程中经常出现“轴SP源编码器硬件故障”“25000报警号”导致机床无法动作,工件无法加工,需要关机重新启动机床,同时必须重新使运行程序跳到当前程序段才能继续加工,但对加工螺纹来说,就出现乱扣现象,因为轴编码器主要功能之一就是准确调整并保持主轴角度位移量与丝杆传动位移量的严格比例,确保工件每旋转一周,刀具严格移动一个螺距或导程,从而实现螺纹加工的准确性。
2.原因及解决措施(1)由于接地不当导致机床系统认为轴编码器故障而报警。
接地对数控机床来说不但具有安全保护作用,还有泄放感应电作用,防止数控系统由于静电原因而出现系统不稳定性。
通常接地不当有以下三种情况:①对西门子802S系统必须严格按照三线五线制接地、接零,不能使零线以及地线合并使用。
我厂的西门子车床最初就因车间内的零线、地线合用使用了三相四线制,导致出现轴SP源编码器报警故障,相对FANUC系统却没有出现报警,这就是西门子系统相对其他系统对外部因素敏感的体现之一。
西门子数控机床故障的维修分析发布时间:2021-11-16T03:15:19.672Z 来源:《中国科技人才》2021年第22期作者:孙永超李金龙[导读] 本文在详细叙述西门子数控系统原理的基础上,通过跟实践相结合的方式又进一步分析了西门子数控系统软件故障及相应的解决措施,并深入探析了出现系统故障报警的成因及解决方案,以期能够为今后更好的运行及探究提供一些参考依据。
齐重数控装备股份有限公司黑龙江齐齐哈尔 161005摘要:本文在详细叙述西门子数控系统原理的基础上,通过跟实践相结合的方式又进一步分析了西门子数控系统软件故障及相应的解决措施,并深入探析了出现系统故障报警的成因及解决方案,以期能够为今后更好的运行及探究提供一些参考依据。
关键词:西门子数控系统;软件故障;维修;分析目前正在被使用的西门子数控系统主要有828D系统、840DSL系统、以及早期的数控系统810D系统、840C系统、802D系统和840D系统等。
实际上,这些数控系统都是由PPU或NCU进行控制的,在故障类别上我们可将西门子数控系统划分成软件及硬件这两部分。
软件一旦出现问题或故障,那么整个数控系统势必会受到不小的影响,从而影响到数控系统正常运作。
下面本文首先具体阐述了西门子数控系统的概念及构成要素。
一、西门子数控系统(一)系统梗概西门子数控技术具有数字控制、数控分析、系统搜索等功能,融合多种控制功能于一身,有助于我们进一步开发软件。
此外,西门子数控系统跟自动化程序相融合在一起,进一步保障了界面控制系统跟集成化控制系统之间的良好对接,有利于温度控制、供应补偿等功能的实现,属于一种新型的软件操作技术。
在科技迅猛发展的背景下,西门子控制系统不仅能够确保资源自动化运用,划分各种操作模块,而且在机械构造得到提升与优化后还能够确保软件得到深入开发。
(二)西门子数控系统的构成要素相对而言,西门子数控系统是一套比较成熟化的控制系统,具有开发跟应用的功能,并且在现阶段系统数字化程序不断创新的前提下,西门子系统做到了各方面都综合发展。
西门子802S数控系统常见故障及其维修.(1)--------------------------------------------------------------------------------802S是西门子公司推出的一种经济性数控系统.通过步进驱器驱动西门子五相步进电机.在实际使用中经常会出现以下故障.1.显示屏故障.802S的显示屏防污措施做不好,就会损坏,有条纹,显示不清.解决措施:只有更换显示屏并做好防污措施.2.连接故障.802S主系统和显示电路板之间的信号线有时连接不好,在开机时显示屏会显示蓝屏并提示:操作面板连接故障关机并重启.解决措施:重新插好信号线,也可更换信号线.3.回零不准. 回零不准主要和行程开关光电开关及回零参数三方面有关. 一般以行程开关损坏最常见.回零相关参数为34040,34070,34020,MD14512,MD34060.4.用户数据丢失.可安操作步骤将系统自备份数据装入.如果系统自备份数据又丢失,那就比较麻烦了,如果用户自已没有备份数据的话,那只有重新编辑梯形图及重新设定参数了.还要检查系统硬件是否有故障.5.步进电机丢步.步进电机丢步表现为加工零部件尺寸不对.排除机械故障后,常见为步进电机和步进驱动器故障.采用交换法很容易排除故障.6.系统硬件故障.A.电源模块故障.电源模块有故障可通过模块上红灯是否亮或测量是否有+24V电压输出判定其是否有故障.如有故障只有请更专业的技术人员修理或更换.切忌胡乱拆卸电子元件,往往容易使问题扩大.B.系统模块故障.系统模块常为和电源连接的一个电路板发生故障.表现为系统不启动.可通过观察和测量发现故障.如有故障只有请更专业的技术人员修理或更换.切忌胡乱拆卸电子元件,以防问题扩大.随着中国工业的发展企业对数控机床的需要越来越多.在国家产业政策支持下,国内企业研发数控机床能力有了一定的提高.但与国外相比还是有很大的差距.特别是数控机床的一些关键零部件全部依赖进口.中国企业只是一个为国外企业打工的组装厂.大部分利润被国外企业赚取.中国企业只赚取少的可怜组装费.没能有足够的经费投入研发.形成恶性循环.面对国外企业和国内独资及合资企业的竞争,中国企业生存空间有限.一但国外对中国全面封锁,倒下去的不只是生产数控机床的企业,而是整个中国的制造业!!!!应该把这个问题提高到关系国家安全的战略高度,国家要重视,更重要是我们整个制造业的同仁们要共同努力奋斗!!数控车床加工编程典型实例分析(西门子802S数控系统)这是一篇带有教学色彩的习作,文章对数控编程的方式和步骤进行了简明的阐述,并针对一个典型零件的数控车削加工给出了一套程序。
安徽机电职业技术学院教案续页⑶NC-CPU⑷PLC-CPU⑸MMC CPU⑹测量电路模块⑺DMP(分布式机床外设)3. 802D系统连接以下为一个典型的SIMDRIVE611A伺服单元的配置图⑴IR模块:主要功能是产生直流母线电压(600V),供给主轴模块和进给伺服模块,同时产生供各个模块内部使用的+24v和+5v电压。
⑵主轴驱动模块:接受CNC来的控制信号和控制指令,将IR模块提供的600V直流电压转换成三相交流电压,驱动主轴电机。
⑶进给伺服模块:接受CNC来的控制指令和控制信号,将IR模块产生的600V直流电压逆变成三相交流电压,驱动进各伺服电机。
IR模块的使能电路:下面的电路仅是该系列伺服连接的一个特例,不同的设备,选用的控制信号不同,连接方法也会不同,主要搞清模块的信号的安徽机电职业技术学院教案首页安徽机电职业技术学院教案续页教学过程◆引言这节课我们继续学习西门子系统的故障诊断特点。
◆教学内容正文故障诊断及维护特点⒈SIN840C系统的软件结构及启动过程SIN840C控制结构包括三个主要部分:数控(NCK),可编程逻辑控制器(PLC),人机通讯(MMC).控制结构图如下:各部分所完成的任务及相互之间的关系如下:NCK执行:MMC(人机通讯)包括有:PLC(可编程逻辑控制器)部分包括接口控制,机床信号从这里输入或输出,在PLC内,基本信号是按照信号类型进行分组,组织。
为了学习方便在附录中有接口信号表。
NCK与PLC的数据通讯通过通讯RAM交换,以数据块的形式进行调用,存取。
了解系统的启动过程对我们维修机床是很有意义的,它可以帮助我们分析机床在起动过程中出现的故障⒉参数的分类及常用参数的意义参数的调用及修改:SIN840C的参数是由口令(PASSWORD)进行保护,仅当输入正确的口令后才可进入参数画面进行参数的调用及修改,西门子设置的口令为:1111。
以下为诊断方式下的主菜单选择PASSWORD,输入1111,按 SET软键,按Start-up软键进入下面为主菜单:按Machine data软键进入参数画面,下面为参数画面主菜单机床数据分为以下几大类:⑴机床配置显示页面仅用以显示当前机床配置的数据,这些数据都是在机床厂家已经设定好,通过此画面可以了解主轴,坐标轴的数量及名称,与该设置对应的参数请参考系统安装手册⑵NC配置与NC数据是为配置通道,主轴,坐标轴而输入的值(方式组,名称,轴名称,存在形式)以及各类成组的NC数据(例如漂移补偿,为置换增益,加速度,加紧云插,与轮廓有关的数据及各种速度,主轴的转速极限等)。
西门子802S数控系统常见故障及其维修.(1)--------------------------------------------------------------------------------802S是西门子公司推出的一种经济性数控系统.通过步进驱器驱动西门子五相步进电机.在实际使用中经常会出现以下故障.1.显示屏故障.802S的显示屏防污措施做不好,就会损坏,有条纹,显示不清.解决措施:只有更换显示屏并做好防污措施.2.连接故障.802S主系统和显示电路板之间的信号线有时连接不好,在开机时显示屏会显示蓝屏并提示:操作面板连接故障关机并重启.解决措施:重新插好信号线,也可更换信号线.3.回零不准. 回零不准主要和行程开关光电开关及回零参数三方面有关. 一般以行程开关损坏最常见.回零相关参数为34040,34070,34020,MD14512,MD34060.4.用户数据丢失.可安操作步骤将系统自备份数据装入.如果系统自备份数据又丢失,那就比较麻烦了,如果用户自已没有备份数据的话,那只有重新编辑梯形图及重新设定参数了.还要检查系统硬件是否有故障.5.步进电机丢步.步进电机丢步表现为加工零部件尺寸不对.排除机械故障后,常见为步进电机和步进驱动器故障.采用交换法很容易排除故障.6.系统硬件故障.A.电源模块故障.电源模块有故障可通过模块上红灯是否亮或测量是否有+24V电压输出判定其是否有故障.如有故障只有请更专业的技术人员修理或更换.切忌胡乱拆卸电子元件,往往容易使问题扩大.B.系统模块故障.系统模块常为和电源连接的一个电路板发生故障.表现为系统不启动.可通过观察和测量发现故障.如有故障只有请更专业的技术人员修理或更换.切忌胡乱拆卸电子元件,以防问题扩大.随着中国工业的发展企业对数控机床的需要越来越多.在国家产业政策支持下,国内企业研发数控机床能力有了一定的提高.但与国外相比还是有很大的差距.特别是数控机床的一些关键零部件全部依赖进口.中国企业只是一个为国外企业打工的组装厂.大部分利润被国外企业赚取.中国企业只赚取少的可怜组装费.没能有足够的经费投入研发.形成恶性循环.面对国外企业和国内独资及合资企业的竞争,中国企业生存空间有限.一但国外对中国全面封锁,倒下去的不只是生产数控机床的企业,而是整个中国的制造业!!!!应该把这个问题提高到关系国家安全的战略高度,国家要重视,更重要是我们整个制造业的同仁们要共同努力奋斗!!数控车床加工编程典型实例分析(西门子802S数控系统)这是一篇带有教学色彩的习作,文章对数控编程的方式和步骤进行了简明的阐述,并针对一个典型零件的数控车削加工给出了一套程序。
程序是以西门子802S数控系统为例编写的。
数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物。
随着数控机床的发展与普及,现代化企业对于懂得数控加工技术、能进行数控加工编程的技术人才的需求量必将不断增加。
数控车床是目前使用最广泛的数控机床之一。
本文就数控车床零件加工中的程序编制问题进行探讨。
一、编程方法数控编程方法有手工编程和自动编程两种。
手工编程是指从零件图样分析工艺处理、数据计算、编写程序单、输入程序到程序校验等各步骤主要有人工完成的编程过程。
它适用于点位加工或几何形状不太复杂的零件的加工,以及计算较简单,程序段不多,编程易于实现的场合等。
但对于几何形状复杂的零件(尤其是空间曲面组成的零件),以及几何元素不复杂但需编制程序量很大的零件,由于编程时计算数值的工作相当繁琐,工作量大,容易出错,程序校验也较困难,用手工编程难以完成,因此要采用自动编程。
所谓自动编程即程序编制工作的大部分或全部有计算机完成,可以有效解决复杂零件的加工问题,也是数控编程未来的发展趋势。
同时,也要看到手工编程是自动编程的基础,自动编程中许多核心经验都来源于手工编程,二者相辅相成。
二、编程步骤拿到一张零件图纸后,首先应对零件图纸分析,确定加工工艺过程,也即确定零件的加工方法(如采用的工夹具、装夹定位方法等),加工路线(如进给路线、对刀点、换刀点等)及工艺参数(如进给速度、主轴转速、切削速度和切削深度等)。
其次应进行数值计算。
绝大部分数控系统都带有刀补功能,只需计算轮廓相邻几何元素的交点(或切点)的坐标值,得出各几何元素的起点终点和圆弧的圆心坐标值即可。
最后,根据计算出的刀具运动轨迹坐标值和已确定的加工参数及辅助动作,结合数控系统规定使用的坐标指令代码和程序段格式,逐段编写零件加工程序单,并输入CNC装置的存储器中。
三、典型实例分析数控车床主要是加工回转体零件,典型的加工表面不外乎外圆柱、外圆锥、螺纹、圆弧面、切槽等。
例如,要加工形状如图所示的零件,采用手工编程方法比较合适。
由于不同的数控系统其编程指令代码有所不同,因此应根据设备类型进行编程。
以西门子802S数控系统为例,应进行如下操作。
图1 零件图(1)确定加工路线按先主后次,先精后粗的加工原则确定加工路线,采用固定循环指令对外轮廓进行粗加工,再精加工,然后车退刀槽,最后加工螺纹。
(2)装夹方法和对刀点的选择采用三爪自定心卡盘自定心夹紧,对刀点选在工件的右端面与回转轴线的交点。
(3)选择刀具根据加工要求,选用四把刀,1号为粗加工外圆车刀,2号为精加工外圆车刀,3号为切槽刀,4号为车螺纹刀。
采用试切法对刀,对刀的同时把端面加工出来。
(4)确定切削用量车外圆,粗车主轴转速为500r/min,进给速度为0.3mm/r,精车主轴转速为800r/min,进给速度为0.08mm/r,切槽和车螺纹时,主轴转速为300r/min,进给速度为0.1mm/r。
(5)程序编制确定轴心线与球头中心的交点为编程原点,零件的加工程序如下:主程序JXCP1.MPFN05 G90 G95 G00 X80 Z100 (换刀点)N10 T1D1 M03 S500 M08 (外圆粗车刀)-CNAME=“L01”R105=1 R106=0.25 R108=1.5 (设置坯料切削循环参数)R109=7 R110=2 R111=0.3 R112=0.08N15 LCYC95 (调用坯料切削循环粗加工)N20 G00 X80 Z100 M05 M09N25 M00N30 T2D1 M03 S800 M08 (外圆精车刀)N35 R105=5 (设置坯料切削循环参数)N40 LCYC95 (调用坯料切削循环精加工)N45 G00 X80 Z100 M05 M09N50 M00N55 T3D1 M03 S300 M08 (切槽车刀,刀宽4mm)N60 G00 X37 Z-23N65 G01 X26 F0.1N70 G01 X37N75 G01 Z-22N80 G01 X25.8N85 G01 Z-23N90 G01 X37N95 G00 X80 Z100 M05 M09N100 M00N105 T4D1 M03 S300 M08 (三角形螺纹车刀)R100=29.8 R101=-3 R102=29.8 (设置螺纹切削循环参数)R103=-18 R104=2 R105=1 R106=0.1R109=4 R110=2 R111=1.24 R112=0R113=5 R114=1N110 LCYC97 (调用螺纹切削循环)N115 G00X80 Z100 M05 M09N120 M00N125 T3D1 M03 S300 M08 (切断车刀,刀宽4mm)N130 G00 X45 Z-60N135 G01 X0 F0.1N140 G00 X80 Z100 M05 M09N145 M02子程序L01.SPFN05 G01X0 Z12N10 G03 X24 Z0 CR=12N15 G01 Z-3N20 G01 X25.8N25 G01 X29.8 Z-5N30 G01 Z-23N35 G01 X33N40 G01 X35 Z-24N45 G01 Z-33N50 G02 X36.725 Z-37.838 CR=14N55 G01 X42 Z-45N60 G01 Z-60N65 G01 X45N70 M17四、结束语要实现数控加工,编程是关键。
本文虽然只对一例数控车床加工零件的进行了编程分析,但它具有一定的代表性。
由于数控车床可以加工普通车床无法加工的复杂曲面,加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要。
西门子数控系统的维修方法如果监控灯闪烁频率为1Hz,则EPROM有故障。
如果闪烁频率为2Hz,则PLC有故障。
如以4Hz频率闪烁,则保持电池报警,表示电压已不足。
表示操作面板的接口板03731板有故障或CRT有故障。
1)电源接通后无基本画面显示(a)电路板03840号板上无监控灯显示(b)03840号电路板上监控灯亮①监控灯闪烁。
如果监控灯闪烁频率为1Hz,则EPROM有故障;如果闪烁频率为2Hz,则PLC有故障;如以4Hz频率闪烁,则保持电池报警,表示电压已不足。
②监控灯左灭右亮。
表示操作面板的接口板03731板有故障或CRT有故障。
③监控灯常亮。
这种故障,通常的原因有:CPU有故障;EPROM有故障;系统总线(即背板)有故障、电路板上设定有误、机床数据错误、以及电路板(如存储器板、耦合板、测量板)的硬件有故障。
2)CRT上显示混乱(a)保持电池(锂电池)电压太低,这时一般能显示出711号报警。
(b)由于电源板或存储曾被拔出,从而造成存储区混乱。
这是一种软故障,只要将CNC 内部程序清除并重新输入即可排除故障。
(c)电源板或存储器板上的硬件故障造成程序显示混乱。
(d)如CRT上显示513号报警,表示存储器的容量不够。
3)在自动方式下程序不能启动(a)如此时产生351号报警,表示CNC系统启动之后,未进行机床回基准点的操作。
(b)系统处于自动保持状态。
(c)禁止循环启动。
检查PLC与NC间的接口信号Q64.3。
4)进给轴运动故障(a)进给轴不能运动。
造成此故障的原因有:①操作方式不对;②从PLC传至NC的信号不正常;③位控板有故障(如03350,03325,03315板有故障)。
④发生22号报警,它表示位置环未准备好。
⑤测量系统有故障。
如产生108,118,128,138号报警,这是测量传感器太脏引起的。
如产生104,114,124,134报警,则位置环有硬件故障。
⑥运动轴处于软件限位状态。
只要将机床轴往相反方向运动即可解除。
⑦当发生101,111,121,131号报警时,表示机床处于机械夹紧状态。
(b)进给轴运动不连续。
(c)进给轴颤动。
①进给驱动单元的速度环和电流环参数没有进行最佳化或交流电机缺相或测速元件损坏,均可引起进给轴颤动。