乙醇胺的需求与生产技术
- 格式:pdf
- 大小:1.42 MB
- 文档页数:3
2024年乙醇胺市场调研报告1. 引言乙醇胺是一种重要的有机化工产品,广泛应用于塑料、涂料、洗涤剂、农药等行业。
本报告旨在对乙醇胺市场进行全面调研,并分析其现状、发展趋势以及市场竞争格局。
2. 市场概述2.1 乙醇胺定义乙醇胺(Ethanolamine)是一种无色液体有机化合物,化学式为C2H7NO。
它具有碱性,可与酸反应生成盐类,广泛用作溶剂、去污剂、腐蚀抑制剂等。
2.2 乙醇胺应用领域乙醇胺在塑料、涂料、洗涤剂、农药、医药等行业中有广泛应用。
其中,塑料行业是乙醇胺的主要应用领域,占据市场份额的40%左右。
2.3 市场规模与发展趋势根据相关统计数据显示,全球乙醇胺市场规模约为XX亿美元。
预计未来几年内,乙醇胺市场将保持稳定增长,年复合增长率预计在X%左右。
3. 竞争格局3.1 主要乙醇胺生产企业当前,全球乙醇胺市场竞争激烈,主要生产企业包括公司A、公司B和公司C等。
这些企业通过技术创新、产品升级和市场营销等手段竞争市场份额。
3.2 市场份额分析根据相关数据显示,公司A目前占据全球乙醇胺市场份额的30%,是市场领导者。
公司B和公司C分别占据市场份额的20%和15%。
其他企业共享剩余的35%份额。
3.3 竞争策略为了保持竞争优势,各乙醇胺生产企业积极采取价格战略、产品差异化以及市场拓展等策略。
同时,加强研发投入和质量控制也是提升企业竞争力的重要手段。
4. 市场机遇与挑战4.1 市场机遇随着全球经济的发展和化工行业的高速增长,乙醇胺市场面临巨大的发展机遇。
塑料、涂料和洗涤剂等行业的不断发展将带动乙醇胺需求的增加。
4.2 市场挑战然而,乙醇胺市场也面临一些挑战。
首先,环保压力逐渐增大,对乙醇胺生产过程中的废气和废水处理提出更高要求;其次,原材料价格波动不稳定,给生产企业带来一定的不确定性。
5. 市场前景展望5.1 市场前景分析综合考虑市场需求、生产能力和竞争格局等因素,乙醇胺市场未来将保持稳定增长。
特别是亚太地区的快速发展,将为乙醇胺市场带来更多机遇。
乙醇胺生产工艺
乙醇胺是一种重要的有机化学品,广泛应用于化学、农药、染料、塑料、医药、农业等领域。
下面介绍乙醇胺的生产工艺。
乙醇胺的生产主要通过乙醇胺醚解反应实现,即乙醇胺与氨气进行反应生成三乙醇胺,然后进行一系列的中间产物分离和精制操作得到乙醇胺。
乙醇胺的生产工艺主要包括以下几个步骤:
1. 乙醇胺醚解反应:将乙醇胺与氨气按一定的摩尔比进入反应器中,加入适量氢氧化钠作为催化剂,并控制反应温度和压力。
通过催化和高温高压的条件,乙醇胺发生与氨气的醚解反应生成三乙醇胺。
2. 分馏和精制:将反应后的产物进行蒸馏,将产生的混合物分离成不同组分。
首先,将反应物中的非挥发性杂质、低沸点物和高沸点物通过不同的蒸馏温度和压力进行分离。
然后,将得到的粗乙醇胺进一步精制,去除其中的杂质物质。
3. 反应物的循环利用:对分离得到的不同组分进行储存和循环利用。
未反应的氨气可以通过冷凝器回收利用,并进行除杂处理后重新进入反应器中进行循环使用。
此外,可以将一些高纯度的产物经过冷凝器回收利用,并进行再次处理或直接作为高纯度产品销售。
以上是乙醇胺的一个基本生产工艺流程。
当然,在实际生产中
还会有一些其他的细节处理和优化措施,以确保产品质量和生产效率的要求。
乙醇胺的生产工艺需要注意的问题包括:反应容器的材料选择,反应条件的控制,醚解反应过程中产生的副产物的回收利用等。
同时,还需要注意工业生产中的安全措施和环境保护要求,确保生产过程的安全和环境的可持续性。
乙醇胺的生产工艺技术及技术路线选择乙醇胺的生产工艺主要有乙醇氨法、乙烯胺法和环氧乙烷胺化法等。
其中,乙醇氨法是目前应用最广泛的生产工艺。
乙醇氨法是将乙醇和氨气在高温高压条件下反应生成乙醇胺的过程。
具体工艺步骤如下:1. 原料准备:将乙醇和氨气进行净化、脱水处理,保证原料的纯度和干燥度。
2. 加热反应:将净化后的乙醇和氨气按一定比例加入反应釜中,加热至高温高压状态。
高温高压条件有利于反应的进行,提高产率。
3. 反应控制:通过控制温度、压力和反应时间等参数,控制反应的进行。
同时,加入催化剂,促进反应速率。
4. 分离纯化:反应结束后,通过冷却和减压等方式,将乙醇胺从反应产物中分离出来。
然后进行脱色、脱水等纯化处理,提高乙醇胺的纯度。
5. 产品收集:将纯化后的乙醇胺进行收集、包装,符合质量要求后出厂销售。
乙烯胺法是另一种常见的乙醇胺生产工艺。
该工艺通过乙烯和氨气的反应生成乙醇胺。
与乙醇氨法相比,乙烯胺法的工艺步骤相对简单,但乙烯胺法生产的乙醇胺纯度较低。
环氧乙烷胺化法是一种新型的乙醇胺生产工艺。
该工艺利用环氧乙烷与氨气反应生成乙醇胺。
相较于传统工艺,环氧乙烷胺化法具有反应温度低、反应时间短等优势,同时还可以高效地利用环氧乙烷资源。
在选择乙醇胺的生产技术路线时,需综合考虑生产成本、产品纯度、环境影响等因素。
乙醇氨法是目前主要应用的工艺,具有较高的乙醇胺纯度和较低的生产成本,但存在反应过程中产生大量废水、废气的问题。
乙烯胺法虽然工艺简单,但产品纯度较低,且乙烯资源有限。
环氧乙烷胺化法则是一种新兴的生产工艺,具有较低的反应温度和反应时间,且可高效利用环氧乙烷资源。
但该工艺仍需进一步优化和完善。
乙醇胺的生产工艺技术及技术路线选择对于产品的质量和生产成本具有重要影响。
在实际应用中,需根据具体情况选择合适的工艺路线,并结合工艺参数的控制和优化,提高产品的质量和生产效益。
乙醇胺原理乙醇胺是一种重要的有机化工产品,广泛应用于农药、医药、染料、涂料、防冻液、乳化剂、塑料助剂等领域。
乙醇胺是一种含氮杂原子的脂肪族胺,化学式为C2H7NO,分子量61.08。
乙醇胺是一种无色至淡黄色透明液体,有氨味,易挥发,与水混溶。
它是由乙烯氧化合成的,也可以由硫醇和氨在高温下反应制得。
乙醇胺具有碱性,可以中和有机酸,生成相应的盐。
乙醇胺还可以与酸酐发生缩合反应,生成相应的酰胺。
此外,乙醇胺还可以与醛缩合,生成相应的胺醛缩合物。
乙醇胺在工业上的应用主要有以下几个方面:1. 作为乳化剂和分散剂。
乙醇胺可以与脂肪族酸或烷基磺酸反应,生成相应的盐,这些盐在水中具有良好的乳化和分散性能,因此可以用作乳化剂和分散剂。
2. 作为表面活性剂。
乙醇胺可以与脂肪族酸或芳香族酸反应,生成相应的盐,这些盐具有良好的表面活性,可以用作表面活性剂。
3. 作为缓蚀剂。
乙醇胺可以与金属离子生成络合物,这些络合物具有良好的缓蚀性能,可以用作缓蚀剂。
4. 作为溶剂。
乙醇胺可以与酸、醛、酮、酯等物质发生缩合或加成反应,生成相应的产物,这些产物在有机合成中具有良好的溶剂性能,可以用作溶剂。
乙醇胺的应用还在不断扩大,未来有望在医药、染料、涂料、塑料等领域发挥更大的作用。
同时,随着环保意识的不断提高,对乙醇胺的环境友好性能要求也越来越高,因此未来乙醇胺的生产技术也将更加注重环保、节能和资源综合利用。
总之,乙醇胺作为一种重要的有机化工产品,具有广泛的应用前景,未来的发展空间将会更加广阔。
希望通过对乙醇胺原理的深入研究,能够更好地发挥其在各个领域的作用,为人类社会的发展做出更大的贡献。
均为比较成熟的工业产品,因此未来几年乙醇胺的消费增长速度将放缓,预计约为2%-5%。
近年来西欧乙醇胺基本自给自足,进出口贸易也主要在西欧一些国家内进行。
预计未来几年,西欧乙醇胺的需求年均增长率将为3%左右。
除日本外,我国、韩国、印度和一些东南亚国家近年来乙醇胺需求增长速度较快,已成为世界主要进口地区。
日本主要有两家企业生产乙醇胺,近年来乙醇胺的消费量一直保持平稳态势,预计未来几年日本乙醇胺的需求增加速度仍将维持低速度。
3 国内市场3.1供应2007年我国有乙醇胺生产企业10多家,生产能力8.9万t/a,产量约7万t。
2007年我国乙醇胺生产企业及生产能力见表2。
2008年,嘉兴金燕化工有限公司一期5万t/a乙醇胺装置、上海抚佳5万t/a乙醇胺装置相继建成投产。
2009年,茂化实华5万t/a乙醇胺装置、辽宁华锝5万t/a的乙醇胺装置将建成投产。
预计2010年国内乙醇胺产能将新增20万t/a,届时国内技术落后的小装置(约三四万t/a)将逐渐被新建的、技术先进的、大型装置置换掉。
预计2010年国内乙醇胺生产能力将达到26万t/a。
3.2 消费3.2.1 表观消费量与自给率近年,我国乙醇胺消费增长较快,2000年表观消费量6.1万t,2005年为12.3万t,2007年达到18.3万t。
2000 -2005年表观消费量年均增长率为15%,2002-2007年达到19.8%。
2000-2007年我国乙醇胺供需状况见表3。
2002年5月我国大陆对原产于日本、美国、德国、伊朗、马来西亚、我国台湾地区和墨西哥的进口乙醇胺进行反倾销调查。
2004年11月14日商务部作出终裁,决定对原产于日本、美国、伊朗、马来西亚、我国台湾地区和墨西哥的进口乙醇胺征收9%-74%不等的反倾销税,期限为5年。
在反倾销的背景下,2003-2005年乙醇胺进口增长的势头得到遏制,可是自2006年以来进口产品又开始大量涌人我国大陆,估计2008年全年进口量达到14万t。
乙醇胺是一种有机化合物,其生产工艺如下:
1. 原料准备:乙醇胺的生产原料为乙醇和氨气。
首先需要将乙醇和氨气进行混合,得到乙醇胺的母液。
2. 蒸馏分离:将乙醇胺母液进行蒸馏分离,以分离出乙醇和乙醇胺。
在蒸馏过程中需要控制温度、压力等参数,以保证分离效果。
3. 洗涤浓缩:将分离后的乙醇胺溶液进行洗涤,以去除杂质物质。
然后进行浓缩处理,以得到高浓度的乙醇胺溶液。
4. 结晶分离:将浓缩后的乙醇胺溶液进行结晶分离,以得到纯净的乙醇胺固体。
在结晶分离过程中需要控制温度、时间等参数,以保证分离效果。
5. 包装储存:将得到的乙醇胺固体进行包装,以便储存和销售。
在存储过程中需要注意防潮、防霉等保护措施,以保证产品质量。
以上就是乙醇胺的生产工艺流程,其中每个步骤都需要严格控制质量,以确保生产出优质的乙醇胺产品。
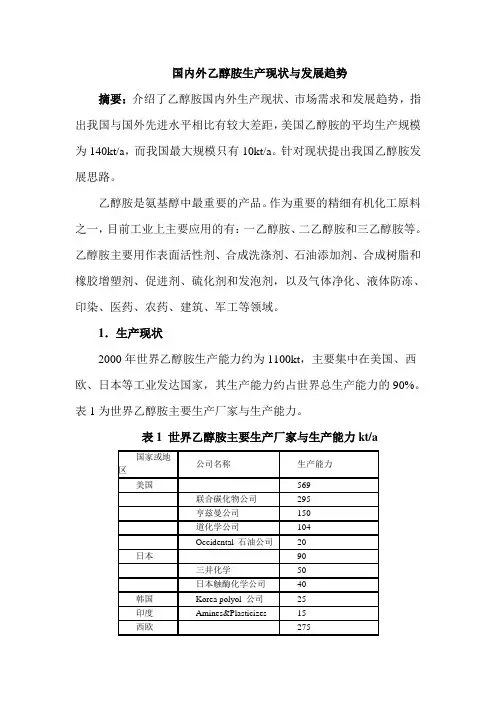
国内外乙醇胺生产现状与发展趋势摘要:介绍了乙醇胺国内外生产现状、市场需求和发展趋势,指出我国与国外先进水平相比有较大差距,美国乙醇胺的平均生产规模为140kt/a,而我国最大规模只有10kt/a。
针对现状提出我国乙醇胺发展思路。
乙醇胺是氨基醇中最重要的产品。
作为重要的精细有机化工原料之一,目前工业上主要应用的有:一乙醇胺、二乙醇胺和三乙醇胺等。
乙醇胺主要用作表面活性剂、合成洗涤剂、石油添加剂、合成树脂和橡胶增塑剂、促进剂、硫化剂和发泡剂,以及气体净化、液体防冻、印染、医药、农药、建筑、军工等领域。
1.生产现状2000年世界乙醇胺生产能力约为1100kt,主要集中在美国、西欧、日本等工业发达国家,其生产能力约占世界总生产能力的90%。
表1为世界乙醇胺主要生产厂家与生产能力。
表1 世界乙醇胺主要生产厂家与生产能力kt/a目前世界乙醇胺的发展呈现以下几大特点:一是世界乙醇胺生产主要集中在美国、西欧和日本的几家大公司,上述三个国家和地区的生产能力约占世界总生产能力的87%,仅美国联合碳化物、亨兹曼和德国巴斯夫三大公司的生产能力就占世界总生产能力的56.3%;二是生产规模逐渐趋于大型化,美国乙醇胺的平均规模高达140kt/a,德国为58kt/a,其他国家的生产规模也在20kt/a以上;三是乙醇胺装置基本上与原料环氧乙烷装置建在一起,主要考虑原料供应和产品运输方便,保证原料供应与降低成本,增加装置的竞争力。
我国乙醇胺发展较早,但多年来生产规模小、产品质量差,所需产品主要依赖进口,自20世纪90年代末期抚顺和吉林相继引进两套国外技术与设备后,我国乙醇胺工业才摆脱整体落后局面,走上稳定发展的道路。
目前我国乙醇胺生产厂家约20家,总生产能力约40kt/a,主要生产厂家与生产能力见表2。
表2 我国乙醇胺主要生产厂家与生产能力kt/a我国乙醇胺2001年产量约14kt,许多中小企业由于生产规模小,产品质量差、生产成本高,无法与大企业及国外产品竞争,多数处于停产或半停产状态,面临被淘汰的命运。

乙醇胺生产消费现状及发展前景
摘要:乙醇胺是一种重要的化学品,它的性质极其稳定,既有各种重
要的工业应用,也可以作为药物的活性成分,其市场前景可观。
本文通过
对其应用领域、生产方式、消费现状以及行业发展前景的分析,探讨了乙
醇胺的市场前景。
关键词:乙醇胺;应用领域;生产方式;消费现状;行业发展
1. Introduction
乙醇胺(ethanolamine)是一种重要的化学品,是乙醇和氨的混合物。
其特点是不易挥发、稳定可靠、对各种金属、金属氧化物都有良好的抗氧
化性。
由于其特殊性,乙醇胺在各种工业应用中有着重要的用途,同时也
可以作为药物的活性成分,乙醇胺的市场前景可观。
2. Ethanolamine Industy Profile
乙醇胺是一种常用的非饱和烃,大多数用作原料化学品和添加剂,其
应用领域广泛。
乙醇胺可以与醛、醚、酰胺等类似产品反应,冒出热量,
生成烯烃、烷烃、腈烯、亚胺、亚胺醇类等不同的有机溶剂和助剂。
主要
用于制造次氯酸钠、洗剂、煤油润滑油和抗氧剂等。
此外,由于它的抗氧化性,乙醇胺也可以作为灌漆添加剂,用于制造
各种防腐涂料。
乙醇胺还可以用作电气和电子行业以及乙醇胺催化剂的原
料或添加剂,成为许多药物的活性成分。
3. Production and Consumption。
乙醇胺的生产和应用研究介绍了乙醇胺的生产技术和现状,方法包括美国SD公司、日本三井东压公司、德国Dider公司、瑞士苏尔寿公司的工艺,以及国内生产低浓度三乙醇胺和混合乙醇胺的生产工艺;对乙醇胺行业的应用和发展趋势进行了分析。
标签:乙醇胺;生产;应用乙醇胺(EA)是氨基醇中最重要的产品,包括一乙醇胺(MEA)、二乙醇胺(DEA)和三乙醇胺(TEA)。
产量占氨基醇总产量的90-95%。
由于乙醇胺分子中有氮原子和羟基,故兼有胺和醇的化学性质。
乙醇胺是一种重要的机中间体,广泛地用于表面活性剂、合成洗涤剂、石油添加剂、合成树脂和橡胶增塑剂等领域。
1 生产技术目前,国际上主要乙醇胺生产厂家均以环氧乙烷和氨为原料,采用大规模、连续化、自动控制的方式生产乙醇胺产品。
在乙醇胺产品的生产过程中,反应部分是由若干个管式反应器串联而成,环氧乙烷和氨在反应器中相遇后,环氧乙烷分子中的某个一键断开,氨分子中的一键断开,而后环氧乙烷分子中的原子与氨分子中的原子结合,原子与原子结合,生成乙醇胺产品。
1.1 国外生产工艺1.1.1 美国SD公司的生产工艺将环氧乙烷和20%~30%的氨水和循环MEA 在固定床離子交换反应器中进行反应。
氨气∶环氧乙烷=10:1,反应温度100℃,压力0.5MPa,反应产物的质量分数为MEA68%,DEA22% ,TEA 10%。
环氧乙烷基本上完全反应,反应流出物经气提除去残余的氨。
气提塔顶蒸出氨和水,塔底的乙醇胺和水的混合物经蒸发系统除去大部分水后,在干燥塔完全脱除水分,回收的水送吸收塔制造氨水,再把氨送反应器。
干燥后的乙醇胺在蒸馏系统分离成MEA、DEA、TEA。
1.1.2 日本三井东压公司的生产工艺该公司采用多级串联的夹套式恒温反应管工艺,串联的管数由反应停留时间而定。
此类反应器可强化反应工艺条件,大大提高物料的传质推动力和传质界面,从而提高了产物的收率。
1.1.3 德国Dider公司的生产工艺Dider公司其乙醇胺的合成工艺条件是氨水浓99.55%,反应温度120℃,压力8.0MPa,n(氨水)∶n(环氧乙烷)=5.6∶1。
乙醇胺的生产现状及应用分析1 前言乙醇胺是一乙醇胺、二乙醇胺及三乙醇胺总称。
它作为环氧乙烷重要的衍生物之一,是氨基醇中最有实用价值的产品,产量占氨基醇总产量的90%~95%。
乙醇胺分子中有氮原子与羟基,故兼有胺与醇的化学性质。
目前,乙醇胺产品最重要的用途是生产表面活性剂,另外还用于纺织化学品、气体净化剂、水泥促凝剂、石油添加剂、皮革软化剂、润滑油抗腐蚀剂、防积炭添加剂等。
2 乙醇胺的生产工艺2.1 反应机理在水作为催化剂的条件下,环氧乙烷与氨反应生成了一乙醇胺、二乙醇胺和三乙醇的混合物。
生成的三种乙醇胺的比例由环氧乙烷和氨的比例确定。
反应如下所示。
NH3+CH2CH2O NH2CH2CH2OH (MEA)NH2CH2CH2OH +CH2CH2O NH(CH2CH2OH)2 (DEA)NH(CH2CH2OH)2+CH2CH2O N(CH2CH2OH)3 (TEA)2.2 生产工艺流程整个生产装置可分为以下三个工序:①原料工序:主要是贮从原料并把符合工艺要求的原料向反应工序输送。
在此过程中,液氨被配制成95%~99%的浓氨水,与液态环氧乙烷按比例进入预混合器进行静态混合,然后进入塔式反应器或管式反应器。
②反应-蒸氨、脱水工序:进入到反应器中的原料在一定的温度下,进行高压液-液均相反应。
反应后的混合物经过高压闪蒸,脱去90%以上的氨,残余的氨在一定的温度下于蒸氨塔中蒸净。
而从蒸氨塔中出来的混合乙醇胺进入常压脱水塔,脱去物料中的大部分水,残余的水分脱水踏中蒸净。
蒸出的水和氨定期返回原料工序。
③精制工序:本工序采用连续精馏技术:混合乙醇胺从MEA塔中部进料,在高真空条件下,高纯度的MEA从塔顶蒸出。
脱掉MEA的混合液进入DEA、TEA塔,DEA从塔顶精制而出,从侧线和塔低分别得到TEA的系列产品。
3 乙醇胺的生产技术进展3.1 国外技术发展状况由于乙醇胺的应用领域非常广泛,因此国外从19世纪早期就对此技术的进行了开发和应用。
乙醇胺的生产工艺乙醇胺是一种重要的有机化学品,广泛应用于医药、染料、涂料、塑料和农药等领域。
本文将介绍乙醇胺的生产工艺。
1. 原料准备乙醇胺的生产主要原料是乙二醇和氨气。
乙二醇是一种无色透明的液体,可由乙烯经氧化、水合等反应得到。
氨气则可通过氮气和氢气在催化剂的作用下加热反应得到。
2. 缩合反应乙二醇和氨气在一定的温度和压力下经过缩合反应生成乙醇胺。
这个反应是一个多步骤的过程,其中包括吸收、氨化、脱水和缩合等步骤。
2.1 吸收乙二醇和氨气首先被吸收到一种特殊的催化剂表面上,这个催化剂通常是一种金属氧化物。
乙二醇和氨气在催化剂表面发生吸附反应,形成吸附物。
2.2 氨化吸附物经加热后,乙二醇和氨气分子之间发生氨化反应,生成乙醇胺的前体物质。
2.3 脱水乙醇胺的前体物质在一定温度下经过脱水反应,使分子中的水分子脱离,生成乙醇胺。
2.4 缩合脱水后的乙醇胺分子经过缩合反应,形成乙醇胺产物。
这一步骤中可能会伴随着一些副反应,导致产物中出现一些杂质。
3. 分离和纯化乙醇胺产物中可能存在一些杂质,需要进行分离和纯化。
通常采用蒸馏、结晶、萃取等方法将杂质与乙醇胺分离,得到纯净的乙醇胺。
4. 质量控制乙醇胺的生产过程中需要进行严格的质量控制,确保乙醇胺的质量符合要求。
这包括对原料的质量进行检测、反应过程中的温度、压力和时间的控制,以及对产物的纯度进行检测。
5. 应用乙醇胺作为一种重要的有机化学品,具有很广泛的应用。
它可用于生产医药中间体、染料、涂料和塑料的添加剂等。
同时,乙醇胺还可以用作表面活性剂、脱脂剂和金属腐蚀抑制剂。
总结:乙醇胺的生产工艺涉及到原料准备、缩合反应、分离和纯化以及质量控制等步骤。
通过合理的工艺参数和质量控制措施,可以高效地生产出纯净的乙醇胺。
乙醇胺的广泛应用使其成为化工行业的重要产品之一。
国内乙醇胺的生产、消费及发展建议一、乙醇胺的生产及进出口情况1 生产情况我国乙醇胺的工业生产始于20世纪60年代,但是由于当时使用的原料环氧乙烷多产自氯醇法生产工艺,含有一定量的醛酸等杂质,加上乙醇胺的生产技术落后,大多采用间歇法生产,能耗和物耗高,产品质量差,影响了市场的推广和应用,因而到1998年以前,我国乙醇胺的总生产能力只有2万吨/年左右,生产规模平均不到2000吨/年,产量不足6000吨/年,所需产品主要依赖进口,严重影响了我国乙醇胺工业的发展。
到90年代,随着抚顺、吉化相继引进两套国外乙醇胺生产技术与设备后,我国乙醇胺工业才摆脱整体落后的局面,走上稳定发展的道路。
目前我国乙醇胺生产厂家有20家多家,总生产能力约为4万吨/年,生产厂家主要有了辽宁抚顺华丰化工厂(生产能力为10000吨/年)、上海高桥石化公司化工三厂(生产能力为3000吨/年)、吉林化学工业公司江城农药厂(生产能力为5000吨/年)、江苏靖江石化公司(生产能力为2000吨/年)、江苏宜兴周铁染料助剂厂(生产能力为10000吨/年)、浙江温州清明化工厂(生产能力为1000吨/年)、佳木斯北佳化工厂(生产能力为3000吨/年)以及天津有机化工厂(生产能力为1000吨/年)等。
近年来,我国乙醇胺的产量不断增加,1993年我国乙醇胺的产量只有4233吨,目前已经达到约14000吨。
近几年我国乙醇胺的产量情况为:1993年为4233吨,1994年为3285吨,1995年为2630吨,1997年为5407吨,1998年为13123吨,1999年为13300吨,2000年为14200吨,2001年约为14300吨。
2 进出口情况由于我国许多乙醇胺生产企业生产规模小,成本高,产品质量差,无法与国外产品竞争,多数处于停产或半停产状态,因此国内产量无法满足国内实际生产的需要,每年都得从国外大量进口。
近几年我国乙醇胺的进口情况为:1993年进口量为18922吨,1994年进口量为21412吨,1995年进口量为15380吨,1996年进口量为19402吨,1997年进口量为24221吨,1998年进口量为21428吨,1999年进口量为21400吨,2000年进口量为26000吨,2001年进口量为24500吨。
乙醇胺生产工艺乙醇胺是一种有机化合物,是乙醇和氨经过反应得到的产物。
乙醇胺具有广泛的应用,可以用于制造涂料、塑料、染料、香料等化学产品,也可以用于制造杀虫剂、腐蚀抑制剂等化学产品。
下面将介绍乙醇胺的生产工艺。
乙醇胺的生产工艺主要包括氨氧化法和乙醛胺化法两种。
氨氧化法是指将乙醇和氨氧化反应,得到乙醇胺的生产工艺。
具体步骤如下:1. 氨氧化反应:将乙醇和氨在催化剂存在下进行氧化反应,生成乙醛和水。
反应条件为高温高压。
2. 脱氧反应:将乙醛和氧反应,生成乙醇。
反应条件为高温高压。
3. 乙醇重氮化反应:将乙醇和氮气反应,生成乙醛胺。
反应条件为催化剂存在下,常温常压。
4. 乙醛胺加氧反应:将乙醛胺和氧反应,生成乙醇胺。
反应条件为高温高压。
乙醛胺化法是指将乙醇和氨经过乙醛胺的中间产物进行反应,得到乙醇胺的生产工艺。
具体步骤如下:1. 气相合成:将乙醛和氨在高温高压下进行气相反应,生成乙醛胺的中间产物。
2. 液相合成:将乙醛胺的中间产物和乙醇在催化剂存在下进行反应,生成乙醇胺。
两种生产工艺的选择主要取决于生产成本和产品纯度要求。
氨氧化法生产乙醇胺的工艺成熟且稳定,但成本较高,产品纯度较高。
乙醛胺化法生产乙醇胺的工艺相对较新,成本较低,但产品纯度较低。
根据不同的需求,可以根据具体情况选择不同的生产工艺。
乙醇胺的生产工艺是一个复杂的过程,需要严格控制反应条件和催化剂的使用,以确保产品的质量和产量。
随着科学技术的不断发展,乙醇胺的生产工艺也在不断改进和创新,为乙醇胺的生产提供更加高效和环保的解决方案。
乙醇胺的生产工艺技术及技术路线选择乙醇胺是一种重要的有机化工原料,广泛应用于化工、农药、医药、染料和涂料等行业。
其生产工艺技术及技术路线选择直接影响着生产成本和产品质量。
本文将从原料选择、工艺流程、工艺条件和技术路线等方面进行介绍。
一、原料选择乙醇胺的生产主要采用乙二醇和氨的反应制得。
乙二醇是一种重要的有机溶剂和化工原料,氨是一种常用的化工原料。
在选择原料时,需要考虑原料的纯度、价格和供应稳定性等因素。
一般情况下,乙二醇和氨的纯度要求较高,以保证最终产品的质量。
二、工艺流程乙醇胺的生产主要采用氨气直接与乙二醇反应的工艺流程。
具体步骤如下:1. 将乙二醇加热至一定温度,并加入催化剂,在反应釜中进行预热;2. 氨气经过净化处理后,通过进料系统进入反应釜;3. 控制好反应温度和压力,使乙二醇和氨气在催化剂的作用下发生反应;4. 反应结束后,将产物冷却并分离,获得乙醇胺产品;5. 对产物进行后处理,如脱色、脱水、脱碱等,提高产品的纯度。
三、工艺条件1. 反应温度:乙醇胺的生产反应温度一般控制在180-230℃之间。
过高的温度容易导致副反应的发生,影响产物纯度。
2. 反应压力:乙醇胺的生产反应压力一般控制在1-3MPa之间。
过高的压力会增加设备的投资和运行成本。
3. 催化剂选择:常用的催化剂有碱金属、碱土金属和过渡金属等。
催化剂的选择要考虑催化活性、寿命和成本等因素。
四、技术路线选择乙醇胺的生产技术路线选择主要有两种:乙二醇氨解法和乙醇氨解法。
1. 乙二醇氨解法:该方法以乙二醇为原料,通过氨解反应制得乙醇胺。
该方法工艺相对成熟,产品质量稳定,但乙二醇的价格较高。
2. 乙醇氨解法:该方法以乙醇为原料,通过氨解反应制得乙醇胺。
该方法工艺相对简化,原料价格较低,但产品纯度稍低。
乙醇胺的生产工艺技术及技术路线选择对产品质量和生产成本具有重要影响。
在选择原料时需考虑纯度、价格和供应稳定性等因素;工艺流程中需控制好温度、压力和催化剂选择等条件;技术路线选择上可根据实际情况和需求进行合理选择。
乙醇胺乙醇胺:性质、应用及安全性评估一、引言乙醇胺是一种重要的有机化合物,具有广泛的应用领域。
本文将对乙醇胺的性质、应用以及安全性评估进行综述。
二、性质乙醇胺的化学式为C2H7NO,分子量为61.08 g/mol。
它是无色液体,具有氨的气味。
乙醇胺具有强碱性,在水中可以完全溶解。
其沸点为170.99℃,密度为1.018 g/cm³。
乙醇胺可以与多种有机物发生酯化、酰胺化等反应,是一种重要的有机合成中间体。
三、应用1. 化学品生产乙醇胺作为化学品生产中的重要原料,广泛应用于各个行业。
例如,它可以用于制备医药品、染料、塑料、表面活性剂等化学品,也可以用于制备农药、涂料、胶粘剂等。
乙醇胺在化学品生产中的应用量巨大,并且随着化学工业的发展,其需求量还在不断增加。
2. 金属腐蚀抑制剂乙醇胺可以作为金属腐蚀抑制剂广泛应用于工业领域。
在冷却水处理剂中添加适量的乙醇胺可以有效地抑制金属管道和设备的腐蚀,延长其使用寿命。
此外,乙醇胺还可以用于防锈剂、润滑油添加剂等。
3. 医药领域乙醇胺在医药领域有着重要的应用。
它可以用作制药中间体和溶剂,参与药物合成。
例如,乙醇胺可以用于合成抗生素、镇痛剂、抗癌药物等,为临床治疗提供了重要的药物基础。
4. 个人护理品乙醇胺可以作为个人护理品中的成分之一,如洗发水、护发素等。
由于其具有酸中和和调节pH值的作用,可以使个人护理品更加温和、安全。
四、安全性评估乙醇胺具有一定的毒性和腐蚀性。
在使用和储存乙醇胺时,需要注意以下几点:1. 防止接触乙醇胺接触皮肤和眼睛会引起刺激和灼伤,因此在操作过程中应穿戴防护服、护目镜和手套等个人防护装备,避免接触乙醇胺。
2. 良好通风乙醇胺挥发性较大,操作过程中应保持良好的通风条件,确保室内空气质量。
如果操作环境无法实现良好的通风,应配备适当的防毒面具,以防止吸入有害气体。
3. 储存注意事项乙醇胺应储存在阴凉、干燥、通风良好的地方,远离火源和氧化剂。
2011年第2期广东化工第38卷总第214期 · 79 ·乙醇胺的需求与生产技术郑英杰1,2,段滋华1,李多民2,刘雁2(1.太原理工大学化学化工学院,山西太原 030024;2.广东石油化工学院机电工程学院,广东茂名 525000)[摘 要]文章对乙醇胺的需求做了简要的分析,指出了我国对乙醇胺的消耗量逐年增长而国内乙醇胺的产量却远不能满足国内市场,乙醇胺进口量大;其次文中还对当今乙醇胺的生产工艺进行了介绍,着重介绍了国内现行的国产化乙醇胺生产工艺,指出了我国乙醇胺在生产工艺落后与市场需求量大的矛盾;最后文中还对国内乙醇胺的生产提出了个人建议。
[关键词]乙醇胺;生产技术;应用;市场[中图分类号]TQ [文献标识码]A [文章编号]1007-1865(2011)02-0079-03Demand and Production Technology of EthanolamineZheng Yingjie1,2, Duan Zihua1, Li Duomin2, Liu Yan2(1. College of Chemistry and Chemical Engineering, Taiyuan University of Technology, Taiyuan 030024;2. College of Mechanical and Electrical Engineering, Guangdong University of Petrochemical Technology, Maoming 525000,China)Abstract: In the paper, the market demand ethanolamine were analyzed, pointing out that the consumption quantities of ethanolamine in China was large but the domestic production was far from meeting the domestic market demand, we also needed more import. The paper also described the production process of ethanolamine, especially the current domestic production process of ethanolamine, pointed out the difference between the production process of ethanolamine which at home and abroad. Finally, the paper also made the domestic production of ethanolamine personal advice.Keywords: ethanolamine;production technology;applications;markets乙醇胺是一乙醇胺(MEA)、二乙醇胺(DEA)、三乙醇胺(TEA)的总称。
目前,乙醇胺的工业生产都是通过环氧乙烷(EO)与氨反应,以水为催化剂,合成并分离出3种产品。
产品组成主要决定于原料中氨与环氧乙烷的摩尔比,提高氨烷比有利于MEA的生产,通过将MEA或DEA循环到反应器或者使它们在一个单独的单元中与环氧乙烷反应可提高DEA或TEA含量[1]。
乙醇胺有着广泛的用途,其中一乙醇胺主要用作洗涤剂,纺织印染增白剂,乳化剂,二氧化碳吸收剂,油墨助剂,石油添加剂,农药和医药中间体。
还用作吸收天然气中酸性气体的溶剂。
二乙醇胺主要用作酸性气体(二氧化碳、硫化氢、二氧化硫等)吸收剂,非离子表面活性剂,乳化剂,擦光剂等。
在酸性条件下用作油类、蜡类的乳化剂,皮革的软化剂,还可用于配制飞机引擎活塞的除灰剂。
三乙醇胺主要用作表面活性剂,洗涤剂,稳定剂,乳化剂,织物软化剂,硫化氢吸收剂,润滑油抗腐蚀添加剂,水泥增强剂和润滑剂等。
1 乙醇胺的生产消费情况1.1 国外乙醇胺的生产消费情况2008年世界乙醇胺消费量为135万t,消费区域主要集中在美国、西欧及亚太地区。
乙醇胺产品主要用于表面活性剂、除草剂、气体净化、金属加工、纺织等应用领域[2]。
整体而言世界乙醇胺供应能力大于市场需求,但是生产、需求与发展不均衡,局部地区比较紧张。
目前,全世界乙醇胺的总产能约为180万t,年产量约为150万t,产能主要集中在美国、欧洲和东亚地区。
美国是全世界乙醇胺产能最大的地区,年产能约为78万t,占全球总产能的43 %左右同时也是世界上最大的乙醇胺生产消费与出口国,其出口量约占世界总出口的64 %;欧洲乙醇胺的产能约为50万t,占全球总产能的27 %左右;东亚乙醇胺的产能约为38万t,占全球总产能的21 %左右。
随着美国对一乙醇胺在乙烯胺和木材处理方面以及三乙醇胺在去污剂和纤维柔软剂方面需求量的增加,全球对乙醇胺的需求强劲。
另外,亚洲对乙醇胺的强劲需求,使乙醇胺的世界需求量以年均约6 %的速度增长。
由于在木材处理和电子领域的需求增加,一乙醇胺的需求增长速度将超过二乙醇胺和三乙醇胺。
西欧的乙醇胺基本是自给自足,有少量出口,进出口贸易也主要在西欧一些国家内进行,预计未来几年西欧的乙醇胺需求量年均增长率将在3 %左右。
亚洲地区日本除外,尤其是中国、印度和一些东南亚国家乙醇胺主要靠进口,而且这些地方对乙醇胺的需求增长越来越快,已经成为乙醇胺的主要进口国。
日本主要有两家企业生产乙醇胺,近年来乙醇胺的消费量一直保持平稳态势,预计未来几年日本乙醇胺需求量增速仍将维持在较低水平,日本国内乙醇胺的产量相当程度上取决于出口量的影响,日本出口乙醇胺的数量大于进口量,主要去向是中国、韩国和新加坡等[3]。
当前全球市场乙醇胺的年消费量约为155万t,主要消费地区是美国、欧洲和中国等地。
美国市场乙醇胺年消费量约为60万t,占全球市场的38 %左右;欧洲市场乙醇胺年消费量约为45万t,占全球市场的29 %左右;中国市场乙醇胺年消费量约为24万t,占全球市场的15 %左右。
专业人士预测,未来几年全球市场乙醇胺的需求仍将快速增长,年增速将达到5 %~6 %。
然而,其产量的增长要慢于需求的增长,年增速约为3 %。
预计到2015年,全世界乙醇胺总产能将达到200万t,需求量将达到180万t。
1.2 国内乙醇胺的生产消费情况1.2.1 国内乙醇胺生产情况国内乙醇胺的生产始于20世纪60年代,但多年来生产装置规模一直比较小,工艺落后,无论是产品的质量,还是生产成本都无法与国外产品竞争。
直到1996年吉林化工集团农药厂和1997年抚顺华丰化工厂分别从瑞士苏尔寿公司引进技术和设备后,国内乙醇胺的生产才开始摆脱整体落后的局面,但是由于生产装置和工艺落后、生产规模小、生产成本高、产品品种少、质量不过关而导致生产装置开工率低、产量少。
1998年的实际产量为9 kt、2005年2006年分别为36 kt和50 kt到2007年为57 kt[4]。
到了2008年产能99 kt/a,产量71 kt,其中大型生产企业开工效率较高在90 %以上。
2010年我国主要乙醇胺生产厂家的情况如表1所示。
表1 2010年我国乙醇胺主要生产企业及产能Tab.1 2010 the main producers of ethanolamine and their capacity 企业产能/(万t·a-1) 主要产品抚顺佳化聚氨脂公司 2.0MEA、DEA、TEA 江苏银燕化工公司 1.0MEA、DEA、TEA 茂名石化实华股份有限公司0.6 MEA、DEA、TEA 吉林众鑫化工公司 1.0MEA、DEA、TEA 温州清明化工公司 0.5MEA、DEA、TEA 吉林石化北方公司 0.5MEA、DEA、TEA其他 1.5合计 10[收稿日期] 2010-11-22[作者简介] 郑英杰(1985-),男,广东江门人,在读硕士研究生,主要研究方向为化工设备腐蚀与防护。
广东化工2011年第2期· 80 · 第38卷总第214期目前我国乙醇胺的产能为10万t,产量为7.5万t。
全国有十余家企业生产乙醇胺,其中产能在5000 t以上的企业有7家,产能在1万t以上的企业有4家,产能较大的企业为:抚顺北方化工公司(年产能3万t)、抚顺佳化聚氨酯公司(年产能2万t)、吉林众鑫化工公司(年产能1万t)、江苏银燕化工公司(年产能1万t)、茂名石化实华化工公司(年产能6000 t)、温州清明化工公司(年产能5000 t)、吉林石化北方公司(年产能5000 t)。
从上述分析可以看出我国乙醇胺产量有不断增长的趋势,虽是这样但总体的产量还是远远的低于国外的生产水平。
1.2.2 国内乙醇胺消费结构由于乙醇胺同时具有胺和醇的各种化学性质而具有广泛的用途。
乙醇胺与酸反应生成盐,而羟基又能生成酯。
若同弱无机酸例如硫化氢及二氧化碳反应,在水溶液中可形成热不稳定的盐类。
利用这一性质,乙醇胺可用于酸性天然气、炼厂气及合气的净化。
无水时,MEA和DEA与二氧化碳反应,生成氨基甲酸酯。
乙醇胺的三种同系产品,是一种重要的有机化工原料,用途非常广泛。
我国乙醇胺产品的消费主要用于生产表面活性剂、农药、医药、聚氨醋制品、纺织、气体净化剂和橡胶加工等。
一乙醇胺主要用来生产医药制品、纺织助剂、造纸助剂、表面活性剂等;二乙醇胺主要用来生产表面活性剂、农药、医药制品、冷冻液、净洗剂、石油脱硫剂等;三乙醇胺主要用来生产化妆品、橡胶和金属加工助剂、水泥助磨剂、化学武器等,其中二乙醇胺市场销量最大。
目前,国内乙醇胺最大的消费领域是表面活性剂,如液体合成洗涤剂,纺织和皮革助剂,乳化剂等,随着我国洗涤剂市场的迅速发展,尤其是液体洗涤剂呈现较快的发展势头,对表面活性剂需求将呈稳定较高的速度增加,国内乙醇胺在这方面的应用目前约占市场总消费需求的29 %左右,预计今后几年在这方面的需求年增长率约为6 %;乙醇胺还可作为原料可以合成多种基本药物,目前国内乙醇胺在这方面的应用约占市场总消费需求的25 %,随着全国范围内医疗改革和人们保健意识的增强,预计今后几年医药对乙醇胺的年均增长率约为5 %;乙醇胺还用作石油气体脱硫和合成气脱硫,目前国内多家石油炼制和大中型合成氨装置使用乙醇胺脱硫工艺,在气体净化方面需求量预计年均增长率约为4 %;乙醇胺在聚氨酯工业中可作为催化剂和交联剂使用,由于我国聚氨酯工业将引进大规模的国外生产技术,因此乙醇胺在聚氨酯行业消费将出现大幅增长,预计今后的年均增长率约10 %;乙醇胺在纺织工业中主要用作织物整理剂、柔软剂、乳化剂和生产荧光增白剂VBL等纺织助剂,预计纺织行业对乙醇胺的需求增长率约为5 %。