拉拔润滑剂
- 格式:doc
- 大小:32.50 KB
- 文档页数:1
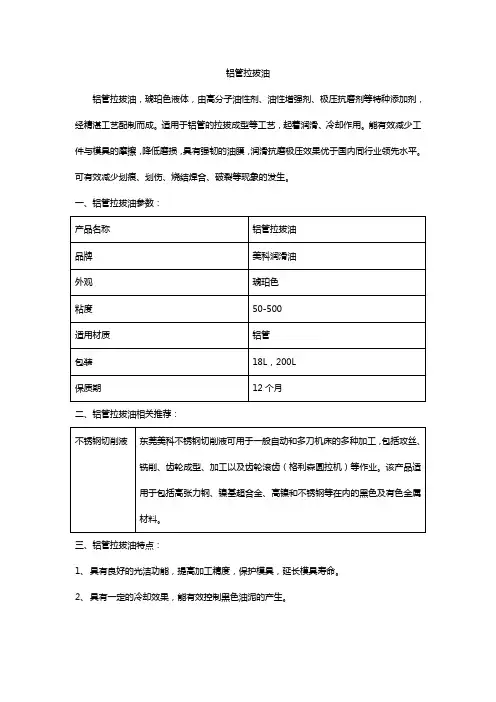
铝管拉拔油
铝管拉拔油,琥珀色液体,由高分子油性剂、油性增强剂、极压抗磨剂等特种添加剂,经精湛工艺配制而成。
适用于铝管的拉拔成型等工艺,起着润滑、冷却作用。
能有效减少工件与模具的摩擦,降低磨损,具有强韧的油膜,润滑抗磨极压效果优于国内同行业领先水平。
可有效减少划痕、划伤、烧结焊合、破裂等现象的发生。
一、铝管拉拔油参数:
二、铝管拉拔油相关推荐:
三、铝管拉拔油特点:
1、具有良好的光洁功能,提高加工精度,保护模具,延长模具寿命。
2、具有一定的冷却效果,能有效控制黑色油泥的产生。
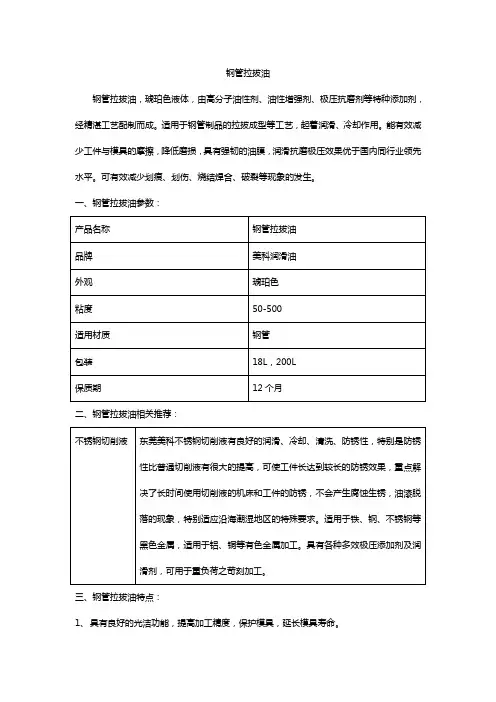
钢管拉拔油
钢管拉拔油,琥珀色液体,由高分子油性剂、油性增强剂、极压抗磨剂等特种添加剂,经精湛工艺配制而成。
适用于钢管制品的拉拔成型等工艺,起着润滑、冷却作用。
能有效减少工件与模具的摩擦,降低磨损,具有强韧的油膜,润滑抗磨极压效果优于国内同行业领先水平。
可有效减少划痕、划伤、烧结焊合、破裂等现象的发生。
一、钢管拉拔油参数:
二、钢管拉拔油相关推荐:
三、钢管拉拔油特点:
1、具有良好的光洁功能,提高加工精度,保护模具,延长模具寿命。
2、具有一定的冷却效果,能有效控制黑色油泥的产生。
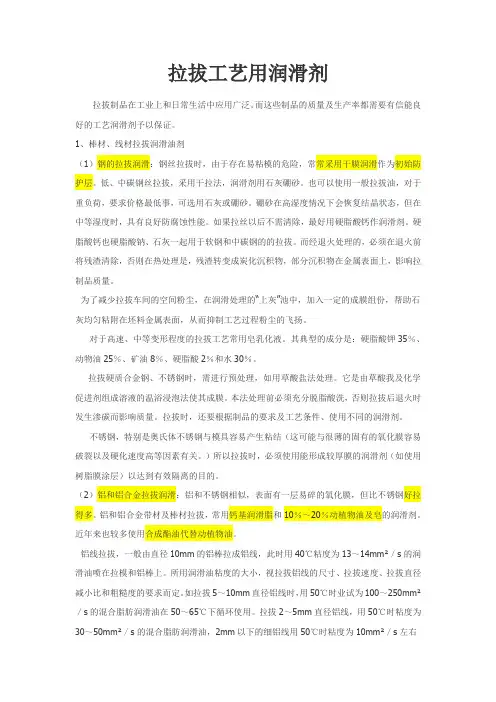
拉拔工艺用润滑剂拉拔制品在工业上和日常生活中应用广泛。
而这些制品的质量及生产率都需要有信能良好的工艺润滑剂予以保证。
1、棒材、线材拉拔润滑油剂(1)钢的拉拔润滑:钢丝拉拔时,由于存在易粘模的危险,常常采用干膜润滑作为初始防护层。
低、中碳钢丝拉拔,采用干拉法,润滑剂用石灰硼砂。
也可以使用一般拉拔油,对于重负荷,要求价格最低事,可选用石灰或硼砂。
硼砂在高湿度情况下会恢复结晶状态,但在中等湿度时,具有良好防腐蚀性能。
如果拉丝以后不需清除,最好用硬脂酸钙作润滑剂。
硬脂酸钙也硬脂酸钠、石灰一起用于软钢和中碳钢的的拉拔。
而经退火处理的,必须在退火前将残渣清除,否则在热处理是,残渣转变成炭化沉积物,部分沉积物在金属表面上,影响拉制品质量。
为了减少拉拔车间的空间粉尘,在润滑处理的“上灰”池中,加入一定的成膜组份,帮助石灰均匀粘附在坯料金属表面,从而抑制工艺过程粉尘的飞扬。
对于高速、中等变形程度的拉拔工艺常用皂乳化液。
其典型的成分是:硬脂酸钾35%、动物油25%、矿油8%、硬脂酸2%和水30%。
拉拔硬质合金钢、不锈钢时,需进行预处理,如用草酸盐法处理。
它是由草酸我及化学促进剂组成溶液的温浴浸泡法使其成膜。
本法处理前必须充分脱脂酸洗,否则拉拔后退火时发生渗碳而影响质量。
拉拔时,还要根据制品的要求及工艺条件、使用不同的润滑剂。
不锈钢,特别是奥氏体不锈钢与模具容易产生粘结(这可能与很薄的固有的氧化膜容易破裂以及硬化速度高等因素有关。
)所以拉拔时,必须使用能形成较厚膜的润滑剂(如使用树脂膜涂层)以达到有效隔离的目的。
(2)铝和铝合金拉拔润滑:铝和不锈钢相似,表面有一层易碎的氧化膜,但比不锈钢好拉得多。
铝和铝合金带材及棒材拉拔,常用钙基润滑脂和10%~20%动植物油及皂的润滑剂。
近年来也较多使用合成酯油代替动植物油。
铝线拉拔,一般由直径10mm的铝棒拉成铝线,此时用40℃粘度为13~14mm²/s的润滑油喷在拉模和铝棒上。

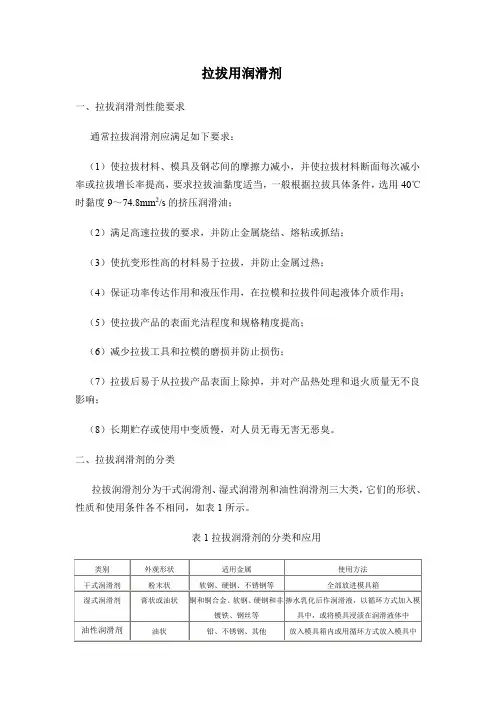
拉拔用润滑剂一、拉拔润滑剂性能要求通常拉拔润滑剂应满足如下要求:(1)使拉拔材料、模具及钢芯间的摩擦力减小,并使拉拔材料断面每次减小率或拉拔增长率提高,要求拉拔油黏度适当,一般根据拉拔具体条件,选用40℃时黏度9~74.8mm2/s的挤压润滑油;(2)满足高速拉拔的要求,并防止金属烧结、熔粘或抓结;(3)使抗变形性高的材料易于拉拔,并防止金属过热;(4)保证功率传达作用和液压作用,在拉模和拉拔件间起液体介质作用;(5)使拉拔产品的表面光洁程度和规格精度提高;(6)减少拉拔工具和拉模的磨损并防止损伤;(7)拉拔后易于从拉拔产品表面上除掉,并对产品热处理和退火质量无不良影响;(8)长期贮存或使用中变质慢,对人员无毒无害无恶臭。
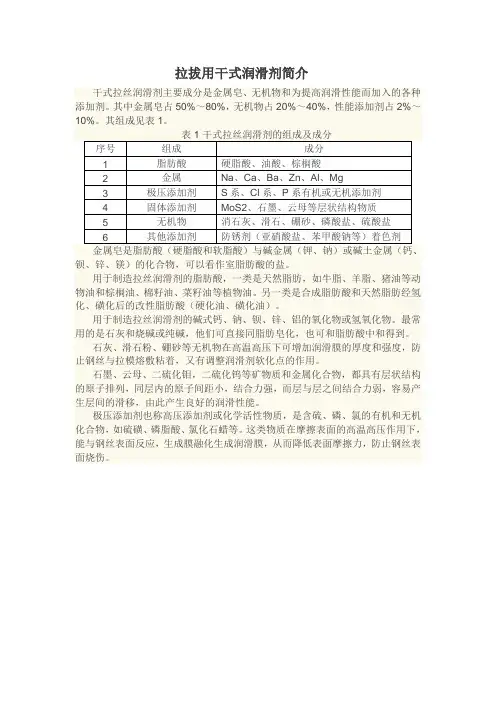
二、拉拔润滑剂的分类拉拔润滑剂分为干式润滑剂、湿式润滑剂和油性润滑剂三大类,它们的形状、性质和使用条件各不相同,如表1所示。
表1拉拔润滑剂的分类和应用(1)干式润滑剂干式润滑剂为粉末状,使用时不与水或油调合,而是直接送到润滑面上。
在拉拔过程中干式润滑剂在压力和热的作用下软化,由粉末变成流动性的润滑膜黏附和铺展在金属表面起润滑作用。
和湿式润滑剂相比,冷却效果差,所以常辅以机械方法进行冷却。
最早使用的干式润滑剂是石灰皂液,其中硬脂酸钙、硬脂酸钡等金属皂是润滑剂。
它由油脂、脂肪酸、水和石灰在一定条件下反应制得,制备工艺不同,所得润滑剂的性能也不同。
一般石灰用量占干式润滑剂总量的45%左右。
石灰本身无润滑作用,但它可调节金属皂的软化点和作为金属皂的载体。
近年来随着拉拔速度大幅度提高,为提高润滑效果在干式润滑剂中加入滑石粉、二氧化钛、石墨、二硫化钼等固体润滑剂和含硫的极压添加剂。
(2)湿式润滑剂湿式润滑剂是膏状或油状润滑剂,其主要成分有牛油、菜籽油、豆油等动植物油;锭子油、机械油等矿物油;脂肪酸金属皂、蜡等油性剂;一些含有S、P、C1、B等元素的极压剂及表面活性剂等。
使用时将润滑剂掺水,制成均一的液体。
铜管拉拔油
铜管拉拔油
铜管拉拔油
一、铜管拉拔油简介:
铜管拉拔油即加美润滑油铜管拉拔油,在工艺上是可以起到拉拔成型等工艺。
诚邀合作加盟。
润滑抗磨极压效果优于国内同行业领先水平,与多家500强企业拥有合作关系。
二、铜管拉拔油参数说明:
(1)名称铜管拉拔油
(2)别名加美切削液*----铜管拉拔油
(3)型号Jama 拉伸油
(4)物体液体
(5)外观琥珀色
(6)热线摆度下
加美公司切削液
(7)包装18升200升
(8)存储时间一年
三、铜管拉拔油相关产品特点:
使用方法
1、-----建议常温——60度范围内循环使用或随机使用;
2、-----由于设备的多样化,也可根据现场实际情况,采取其它施工方法;
四、加美切削液格言:
活在当下,别在怀念过去或者憧憬未来中浪费掉你现在的生活。
不要对挫折叹气,姑且把这一切看成是在你成大事之前,必须经受的准备工作。

YH-1102拉拔润滑剂
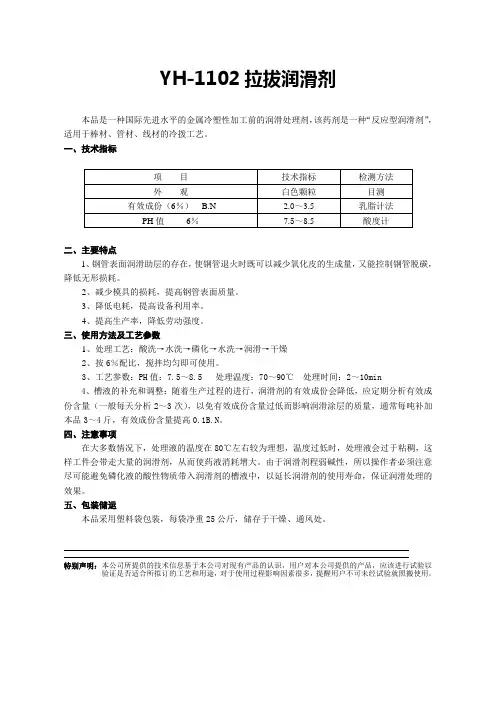
本品是一种国际先进水平的金属冷塑性加工前的润滑处理剂,该药剂是一种“反应型润滑剂”,适用于棒材、管材、线材的冷拨工艺。
一、技术指标
二、主要特点
1、钢管表面润滑助层的存在,使钢管退火时既可以减少氧化皮的生成量,又能控制钢管脱碳,降低无形损耗。
2、减少模具的损耗,提高钢管表面质量。
3、降低电耗,提高设备利用率。
4、提高生产率,降低劳动强度。
三、使用方法及工艺参数
1、处理工艺:酸洗→水洗→磷化→水洗→润滑→干燥
2、按6%配比,搅拌均匀即可使用。
3、工艺参数:PH值:7.5~8.5 处理温度:70~90℃处理时间:2~10min
4、槽液的补充和调整:随着生产过程的进行,润滑剂的有效成份会降低,应定期分析有效成份含量(一般每天分析2~3次),以免有效成份含量过低而影响润滑涂层的质量,通常每吨补加本品3~4斤,有效成份含量提高0.1B.N。
四、注意事项
在大多数情况下,处理液的温度在80℃左右较为理想,温度过低时,处理液会过于粘稠,这样工件会带走大量的润滑剂,从而使药液消耗增大。
由于润滑剂程弱碱性,所以操作者必须注意尽可能避免磷化液的酸性物质带入润滑剂的槽液中,以延长润滑剂的使用寿命,保证润滑处理的效果。
五、包装储运
本品采用塑料袋包装,每袋净重25公斤,储存于干燥、通风处。
特别声明:本公司所提供的技术信息基于本公司对现有产品的认识,用户对本公司提供的产品,应该进行试验以验证是否适合所拟订的工艺和用途,对于使用过程影响因素很多,提醒用户不可未经试验就照搬使用。
一种钛合金管材减壁拉拔用润滑剂及其使用方法嘿,咱先说说钛合金管材这玩意儿。
那可是高科技材料哇!在好多重要领域都有大用场。
比如说航空航天,那飞机火箭上好多关键部件都得靠钛合金管材呢。
钛合金管材减壁拉拔,这可是个技术活。
为啥要用润滑剂呢?这就好比你骑自行车,要是链条干巴巴的,那骑起来多费劲呐。
同理,钛合金管材在拉拔的时候,要是没有好的润滑剂,那可就容易出问题喽。
咱来讲个事儿哈。
我认识一哥们儿,在一家工厂上班,他们厂就生产钛合金管材。
有一回,他们没选好润滑剂,结果拉拔的时候,管材表面都被刮花了,那可心疼死了。
后来他们到处找专家请教,才知道选对润滑剂有多重要。
那啥样的润滑剂适合钛合金管材减壁拉拔呢?首先呢,这润滑剂得有良好的润滑性能。
就像你抹在手上的护手霜,得滑滑的,能让你的手轻松活动。
钛合金管材在拉拔过程中,摩擦力可大了,要是润滑剂不给力,那管材很容易变形甚至断裂。
其次呢,这润滑剂还得有一定的耐热性。
拉拔的时候会产生热量,要是润滑剂不耐热,一下子就蒸发了或者变质了,那可就起不到润滑作用了。
想象一下,你在大热天里跑步,要是没有好的防晒霜,那皮肤不得晒伤啊。
钛合金管材也是一样,得有个耐热的润滑剂来保护它。
还有哇,这润滑剂得环保。
现在大家都讲究环保,不能因为生产钛合金管材就把环境给污染了。
要是用了不环保的润滑剂,那可就麻烦大了。
说不定还会被环保部门罚款呢。
那怎么使用这种润滑剂呢?其实也不难。
首先,要把润滑剂均匀地涂抹在管材表面。
就像你涂口红一样,得涂得均匀,不能一块厚一块薄的。
然后,把管材放进拉拔设备里,慢慢进行拉拔。
在拉拔的过程中,要注意观察润滑剂的情况。
要是发现润滑剂不够了,或者出现了异常情况,就得赶紧停下来处理。
钛合金管材减壁拉拔用润滑剂可不能随便选。
得选那种润滑性能好、耐热性强、环保的润滑剂。
而且使用的时候也要注意方法,这样才能保证钛合金管材的质量。
咱可不能因为一点小疏忽,就把好好的管材给毁了。
那多可惜呀!所以哇,大家在生产钛合金管材的时候,一定要重视润滑剂的选择和使用哦。
拉拔试题及答案一、单选题(每题2分,共10分)1. 拉拔过程中,金属丝材的直径减小的原因是()。
A. 材料塑性变形B. 材料弹性变形C. 材料断裂D. 材料融化答案:A2. 拉拔过程中,润滑剂的作用是()。
A. 提高拉拔速度B. 减少摩擦C. 增加拉拔力D. 改变金属丝材的化学成分答案:B3. 下列哪项不是拉拔过程中常见的缺陷?()A. 刮伤B. 氧化C. 表面粗糙度增加D. 材料硬度增加答案:D4. 拉拔过程中,金属丝材的强度会()。
A. 增加B. 减少C. 保持不变D. 先增加后减少5. 拉拔速度对金属丝材的表面质量有影响,以下说法正确的是()。
A. 速度越快,表面质量越好B. 速度越慢,表面质量越好C. 速度对表面质量没有影响D. 速度过快或过慢都会影响表面质量答案:D二、多选题(每题3分,共15分)1. 拉拔过程中,影响金属丝材直径变化的因素包括()。
A. 拉拔速度B. 润滑剂的使用C. 拉拔模具的设计D. 材料的塑性E. 环境温度答案:A, B, C, D2. 拉拔过程中,润滑剂的类型包括()。
A. 矿物油B. 合成油C. 固体润滑剂D. 液体润滑剂E. 气体润滑剂答案:A, B, C3. 拉拔过程中,金属丝材的塑性变形可以通过以下哪些参数来描述?()A. 应力B. 应变C. 温度E. 拉拔速度答案:A, B, D4. 拉拔过程中,金属丝材的表面质量受哪些因素影响?()A. 拉拔模具的表面粗糙度B. 拉拔模具的硬度C. 拉拔速度D. 润滑剂的类型E. 材料的硬度答案:A, B, C, D5. 拉拔过程中,金属丝材的强度增加的原因可能包括()。
A. 冷作硬化B. 热处理C. 材料的塑性变形D. 材料的弹性变形E. 材料的断裂答案:A, C三、判断题(每题1分,共10分)1. 拉拔过程中,金属丝材的直径减小,长度增加。
()答案:正确2. 拉拔速度越快,金属丝材的表面质量越好。
()答案:错误3. 润滑剂在拉拔过程中可以完全消除摩擦。
YH-1102拉拔润滑剂
本品是一种国际先进水平的金属冷塑性加工前的润滑处理剂,该药剂是一种“反应型润滑剂”,适用于棒材、管材、线材的冷拨工艺。
一、技术指标
二、主要特点
1、钢管表面润滑助层的存在,使钢管退火时既可以减少氧化皮的生成量,又能控制钢管脱碳,降低无形损耗。
2、减少模具的损耗,提高钢管表面质量。
3、降低电耗,提高设备利用率。
4、提高生产率,降低劳动强度。
三、使用方法及工艺参数
1、处理工艺:酸洗→水洗→磷化→水洗→润滑→干燥
2、按6%配比,搅拌均匀即可使用。
3、工艺参数:PH值:7.5~8.5 处理温度:70~90℃处理时间:2~10min
4、槽液的补充和调整:随着生产过程的进行,润滑剂的有效成份会降低,应定期分析有效成份含量(一般每天分析2~3次),以免有效成份含量过低而影响润滑涂层的质量,通常每吨补加本品3~4斤,有效成份含量提高0.1B.N。
四、注意事项
在大多数情况下,处理液的温度在80℃左右较为理想,温度过低时,处理液会过于粘稠,这样工件会带走大量的润滑剂,从而使药液消耗增大。
由于润滑剂程弱碱性,所以操作者必须注意尽可能避免磷化液的酸性物质带入润滑剂的槽液中,以延长润滑剂的使用寿命,保证润滑处理的效果。
五、包装储运
本品采用塑料袋包装,每袋净重25公斤,储存于干燥、通风处。
特别声明:本公司所提供的技术信息基于本公司对现有产品的认识,用户对本公司提供的产品,应该进行试验以验证是否适合所拟订的工艺和用途,对于使用过程影响因素很多,提醒用户不可未经试验就照搬使用。