焊接预工艺评定pwps
- 格式:doc
- 大小:1.80 MB
- 文档页数:44


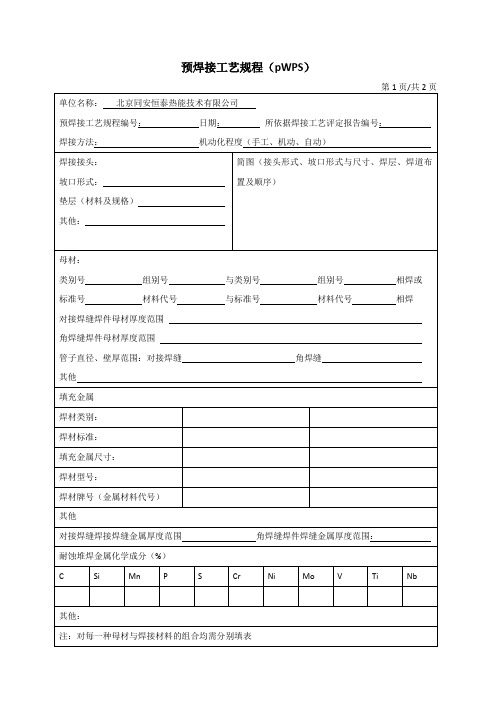
预焊接工艺规程(pWPS)
编号:XXXX-2203
编制:
审核:
批准:
日期:
xxxx有限公司
单位名称 xxxx有限公司
预焊接工艺规程编号 pWPS-2203 日期 2022.7.20 所依据焊接工艺评定报告编号 /
焊接方法 GTAW(钨极气体保护焊) 机动化程度(手工、机动、自动)手工
焊接接头:
坡口形式 V形坡口
衬垫(材料及规格) /
其他单面施焊双面成形
简图:(接头型式、坡口形式与尺寸、焊层、焊道布置及顺序)
母材:
类别号 Fe-1 组别号 Fe-1-2 与类别号 Fe-1 组别号: Fe-1-2
标准号 GB/T 1591-2018 材料代号 Q345 与标准号 GB/T 1591-2018 材料代号: Q345
对接焊缝焊件母材厚度范围 1.5-16mm 角焊缝焊件母材厚度范围 /
管子直径、壁厚范围:对接焊缝 / 角焊缝 /
其他 /
填充金属
焊材类别:FeS-1-2
焊材标准:GB/T 8110-2008、NB/T 47018.3-2017
填充金属尺寸:Φ2.5mm
焊材型号:ER50-6
焊材牌号(金属材料代号):ER50-6
填充金属类别:焊丝
其他:/
对接焊缝焊件焊缝金属厚度范围: 0-16mm 角焊缝焊件焊缝金属厚度范围:不限
耐蚀堆焊金属化学成分/%
C Si Mn P S Cr Ni Mo V Ti Nb
/ / / / / / / / / / / 其他:/
注:对每一种母材与堆焊材料的组合均需分别填表。

焊接工艺评定记录(pqr)焊接工艺评定记录(Welding Procedure Qualification Record,简称WPQR)是对焊接工艺进行全面评估的重要文件,它包含了焊接工艺的详细信息、试验过程及结果评价。
焊接工艺评定记录的主要内容包括以下几个方面:一、焊接工艺评定过程1.拟定预备焊接工艺指导书(Preliminary Welding Procedure Specification,简称PWPS):在评定前,首先需要拟定一份初步的焊接工艺指导书,其中包括焊接方法、焊接材料、焊接参数等。
2.施焊试件和制取试样:根据预备焊接工艺指导书进行试件焊接,然后从试件上制取各种试样,以备后续检测。
3.检验试件和试样:对制取的试样进行外观检测、无损探伤、拉伸测试、弯曲测试、冲击测试、硬度测试、低倍金相测试等,以评估焊接接头的质量。
4.测定焊接接头是否满足标准所要求的使用性能:通过各种测试方法,如表面裂纹检测、弯曲测试、冲击测试等,检验焊接接头是否具备良好的使用性能。
5.提出焊接工艺评定报告:对试样的检测结果进行综合分析,判断焊接工艺指导书的正确性,并撰写评定报告。
二、焊接工艺评定应用范围焊接工艺评定主要适用于锅炉、压力容器、压力管道、桥梁、船舶、航空航天、核能以及承重钢结构等钢制设备的制造、安装、检修工作。
此外,还适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
三、焊接工艺评定常规测试1.外观检测:检查焊接接头的外观质量,如焊缝形状、焊缝宽度、焊缝高度等。
2. 无损探伤:通过超声波、射线等无损检测方法,检测焊接接头内部是否存在缺陷。
3.拉伸测试:测试焊接接头的拉伸强度和韧性。
4.弯曲测试:评估焊接接头在弯曲载荷下的抗弯能力。
5.冲击测试:检验焊接接头在冲击载荷下的韧性和抗裂性能。
6.硬度测试:测量焊接接头的硬度,以评估其耐磨性能。
7.低倍金相测试:观察焊接接头的金相组织,判断其是否符合标准要求。

四步搞定焊接工艺评定(WPS)01.什么是WPS★WPS (welding procedure specification)焊接工艺评定,是保证焊接质量的重要措施。
它能确认焊接工艺指导书的合理性和正确性,检验焊制接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
★02.编制WPS的四步流程★1确定标准体系,明确工作范围,权衡评定数量A、根据合同文件确定项目使用的规范、技术条款,确定WPS的标准体系。
B、研究图纸,确定项目使用材料的种类、等级、厚度范围以及焊接形式。
C、根据不同标准的具体要求,充分考虑其覆盖关系,尽可能减少WPS数量。
例如厚度覆盖英标中:国标中:不同标准对材料分组,等级覆盖,厚度范围等要求差异较多,其直接影响工艺评定的数量(1)*。
需要焊接工程师根据项目情况合理权衡。
2确定焊接方法,选择工具材料,确认焊接参数pWPS (preliminary welding procedure specfication),是针对具体焊接工艺的预编制,用来指导进行评定的焊工进行施焊,此时焊接工程师需要确定以下具体内容:A、焊接方法:药芯气保焊(FCAW),实心气保焊(GMAW),手工焊(MMA),埋弧焊(SAW)……B、焊接方法的选择:焊材、焊机、气体等;C、焊接过程:焊接过程的电流、电压,气体速度,焊接速度,摆幅宽度,层间温度等;并计算预计热输入值,氢含量,以及材料碳当量,确定预热温度。
在BS EN 1011-1标准中,根据pWPS的预计热输入,确定预热温度:pWPS实际仅在停留理论阶段,其意义在于根据要求确定实际焊接的操作依据,圈定实际的焊接的可操作范围。
需要有经验焊接工程师进行编制。
3制备工艺试件,邀请三方见证,交送加工实验WPQR(welding procedure qualification record)焊接工艺评定过程记录,是评定工作的主体,是理论与实际的结合,需要一名有经验的焊工将pWPS的内容予以实施。
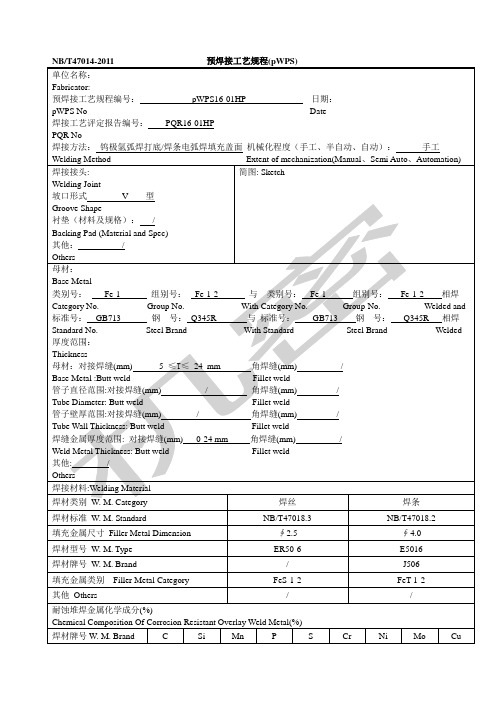
NB/T47014-2011 预焊接工艺规程(pWPS)NB/T47014-2011 预焊接工艺规程 (pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)NB/T47014-2011 预焊接工艺规程 (pWPS)Fe-1-1 与类别号: Fe-1 组别号: Fe-1-2 Category No. Group No. With Category No. Group No. Welded与标准号: GB713 钢号: Q345R 相焊Standard No. Steel Brand With Standard Steel BrandNB/T47014-2011 预焊接工艺规程 (pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)NB/T47014-2011 预焊接工艺规程 (pWPS)Fe-8-1 与类别号: Fe-8 组别号: Fe-8-1 Category No. Group No. With Category No. Group No. Welded06Cr19Ni10 与标准号: GB24511 钢号:06Cr19Ni10 相焊Standard No. Steel Brand With Standard Steel BrandNB/T47014-2011 预焊接工艺规程(pWPS)类别号: Fe-1 组别号: Fe-1-2 相焊Category No. Group No. With Category No. Group No. Welded标准号: GB713 钢号:Q345R 相焊With Standard Steel BrandNB/T47014-2011 预焊接工艺规程 (pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)Fe-1-1 与类别号: Fe-1 组别号:Category No. Group No. With Category No. Group No. Welded20 与标准号:GB/T8163 钢With Standard类别号: Fe-8 组别号: Fe-8-1Category No. Group No. With Category No. Group No. Welded标准号:GB13296-2013 钢号:06Cr19Ni10With StandardNB/T47014-2011 预焊接工艺规程 (pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)NB/T47014-2011 预焊接工艺规程 (pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)类别号: Fe-1 组别号:Fe-1-2 相焊Category No. Group No. With Category No. Group No. WeldedNB/T47014-2011 预焊接工艺规程 (pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)NB/T47014-2011 预焊接工艺规程 (pWPS)NB/T47014-2011 预焊接工艺规程(pWPS)。
预焊接工艺规程(pWPS)
地点:检验师或检验机构:
制造商焊接工艺规程编号 No:111-01 准备和清理方法:刷亮和磨亮
焊接工艺评定报告(WPQR)No:母材规格:Q390D
制造商:渤海装备中成装备滩海厂
焊工姓名:
焊接工艺方法:111 工件厚度(mm):30 接头类型:外径(mm):
坡口制造准备情况(简图)*:焊接位置:PA
分类与特点干燥特殊规定保护气体/焊剂—保护气体—封底焊保护气体流量—保护气体钨极型式/直径摆动幅度(最大喊道宽度)摆动频率
摆动停留时间
脉冲焊接说明
工件到喷嘴距离
等离子焊接说明
割炬调整角度
开坡口/焊接熔池保护
予热温度
中间焊层温度
热处理和/或时效硬化
时间、温度、方法
加热和冷却速度*)
制造厂检验员或检验部门名字、日期、签字名字、日期、签字*)如果需要。
四步搞定焊接工艺评定(WPS)01.什么是WPSWPS (welding procedure specification)焊接工艺评定,是保证焊接质量的重要措施。
它能确认焊接工艺指导书的合理性和正确性,检验焊制接头的使用性能是否符合设计要求,并为正式制定焊接工艺指导书或焊接工艺卡提供可靠依据。
02.编制WPS的四步流程1确定标准体系,明确工作范围,权衡评定数量A、根据合同文件确定项目使用的规范、技术条款,确定WPS的标准体系。
B、研究图纸,确定项目使用材料的种类、等级、厚度范围以及焊接形式。
C、根据不同标准的具体要求,充分考虑其覆盖关系,尽可能减少WPS数量。
例如厚度覆盖英标中:国标中:不同标准对材料分组,等级覆盖,厚度范围等要求差异较多,其直接影响工艺评定的数量(1)*。
需要焊接工程师根据项目情况合理权衡。
2确定焊接方法,选择工具材料,确认焊接参数pWPS (preliminary welding procedure specfication),是针对具体焊接工艺的预编制,用来指导进行评定的焊工进行施焊,此时焊接工程师需要确定以下具体内容:A、焊接方法:药芯气保焊(FCAW),实心气保焊(GMAW),手工焊(MMA),埋弧焊(SAW)……B、焊接方法的选择:焊材、焊机、气体等;C、焊接过程:焊接过程的电流、电压,气体速度,焊接速度,摆幅宽度,层间温度等;并计算预计热输入值,氢含量,以及材料碳当量,确定预热温度。
在BS EN 1011-1标准中,根据pWPS的预计热输入,确定预热温度:pWPS实际仅在停留理论阶段,其意义在于根据要求确定实际焊接的操作依据,圈定实际的焊接的可操作范围。
需要有经验焊接工程师进行编制。
3制备工艺试件,邀请三方见证,交送加工实验WPQR(welding procedure qualification record)焊接工艺评定过程记录,是评定工作的主体,是理论与实际的结合,需要一名有经验的焊工将pWPS的内容予以实施。