塑模部_TV模具结构规范_20111124
- 格式:ppt
- 大小:8.02 MB
- 文档页数:56

塑胶模具的制作规范塑胶模具的制作规范一﹑确认图面﹕A.水路﹕1.公模&母模﹕依成品形状来决定﹐水路循环的路径与数量﹐公模&母模的水路需相互配合.2.脱料板x 2 cycle。
3.上述水孔接头处需做沉孔,沉孔尺寸$35*L25mm。
4.模具的水栓处,必需上IN﹑OUT且编号。
5.需附铜制水栓﹐A01&A07为塑料的水栓﹐A09铜水栓的尺寸为1/4” PT。
6.侧面止水栓之做法﹐2PCS止水栓或1PCS止水栓+铜块。
7.若有喷水孔﹐使用铜片做隔板。
B.料沟﹕依成品进料达到平衡﹐来设计料沟的路径﹑形状﹑尺寸…等。
C.进点﹕依成品的外观形状&要求重点﹐来决定进点的型式﹐为针点﹑侧针点﹑侧边状﹑锥型状…等。
D.顶出方式﹕1.PIN顶出﹐需使用DME规范(依不同客户决定。
2.顶针成品面有形状时﹐需做方向性之定位。
3.顶出环(特别注意打水环之拔模斜度或顶出块。
E.定位块X 4﹕于公母模板360度/4﹐加长方型之定位块﹐增加基准面之精度(材质:SKD-61中国塑料模具网F.模仁方式﹕1.锁公母模仁之螺丝﹐设计时愈多愈好﹐且需平均分配﹐使模仁与模座接触面更密合﹐锁螺丝时需封称锁入﹐且扭力一致。
2.公母模仁均须有卡入模座之定位梢。
3.所有insert之模仁形状为圆形时需做定位﹐且只能单方向组装﹐避免组装时方向错误。
G.4支导柱需有1pcs做偏心﹐X﹑Y轴各偏10mm。
H.模具的螺丝孔及螺丝﹐须为DME的公制规范。
I.回位销封边要有耐顶板﹐材质为TDAC+氮化处理。
J.若有斜销及滑块﹐三面需加耐磨板﹐且必须有油槽(材质﹕TDAC+氮化处理。
K,需安装计数器﹐INSERT的型式(A09客户才需要。
L.模具的长﹑宽﹑高﹑定位环与KO孔﹐需配合客户的机台尺寸。
M.若为三板模﹐A09为外部开闭器﹐A为内部开闭器。
N,CHECK母模与脱料板间﹐分开的距离是否足够﹐机械手取出料头﹐考虑LGP的长度&机台的最大行程。

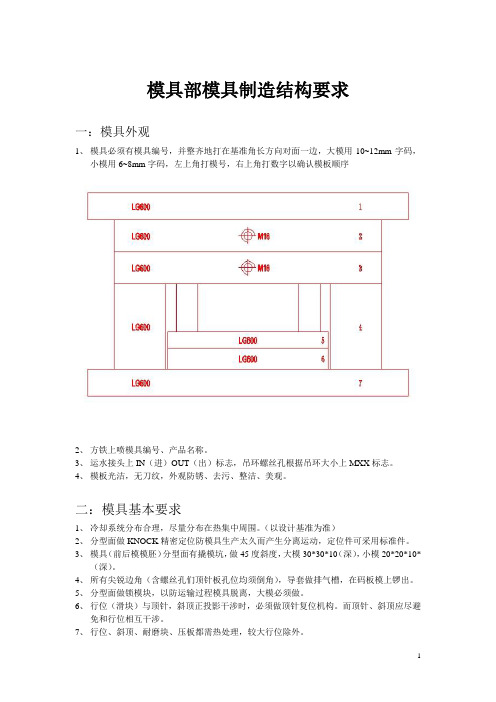
模具部模具制造结构要求一:模具外观1、模具必须有模具编号,并整齐地打在基准角长方向对面一边,大模用10~12mm字码,小模用6~8mm字码,左上角打模号,右上角打数字以确认模板顺序2、方铁上喷模具编号、产品名称。
3、运水接头上IN(进)OUT(出)标志,吊环螺丝孔根据吊环大小上MXX标志。
4、模板光洁,无刀纹,外观防锈、去污、整洁、美观。
二:模具基本要求1、冷却系统分布合理,尽量分布在热集中周围。
(以设计基准为准)2、分型面做KNOCK精密定位防模具生产太久而产生分离运动,定位件可采用标准件。
3、模具(前后模模胚)分型面有撬模坑,做45度斜度,大模30*30*10(深),小模20*20*10*(深)。
4、所有尖锐边角(含螺丝孔们顶针板孔位均须倒角),导套做排气槽,在码板模上锣出。
5、分型面做锁模块,以防运输过程模具脱离,大模必须做。
6、行位(滑块)与顶针,斜顶正投影干涉时,必须做顶针复位机构。
而顶针、斜顶应尽避免和行位相互干涉。
7、行位、斜顶、耐磨块、压板都需热处理,较大行位除外。
三:定位环机嘴1、位环外径一般情况下用¢99.8*20.特殊情况根据注塑机可用其它规格。
2、定位环要藏入码模内深约10MM左右,须与上码模板配合良好(间隙配合),无虚位,用螺丝固定。
3、位环要将机嘴压住,防止漏胶,机嘴必须定位。
4、机嘴配合射嘴圆弧采用大模SPR19-20左右,小模SPR13-15左右,根据设计图纸为准。
5、定位环、机嘴尽量采用标准件,以节省工期。
6、模具啤塑要用加长炉嘴时,定位环内径不小于¢80。
7、机嘴入水口尺寸小模保持¢4.0,大模¢5.0——¢5.5斜度单边1--2度,根据实际情况而定。
8、板模细水口模具之机嘴:用标准机嘴与水口板之间加工斜度配合,以防机嘴烧坏。
9、特殊情况下,机嘴要进行适当的低度数热处理。
四:入水浇道1、大水口模具按产品的胶料来设计浇道与水口的大小,入水口处理产品边1.5MM左右.2、细水口模横浇道深度X宽度,产品较小4MM*6MM,中型和大模5MM*8MM(不可过深,以免水口难以冷却,影响注塑)3、水口竖浇道,保证两块板相接处有平面台阶,一层一个台阶,直径相差0.2MM左右,并省光滑.4、口板拉针,高度与水口板平或高出平面小于1.0MM,水口板可做一个R3~R4的圆球胶位,拉针如做反斜度, 斜度应在7~8度之间,直径不宜过大,约¢3~¢4左右,角上利角R0.5.5、嘴流道省光滑,特别是潜伏式浇口必须省光滑,以防啤塑有胶粉现象发生.6、水口流道有冷料位,流道做全圆或梯形(5度以上出模)自动注塑和模具,机嘴处冷凝料用5度倒角形式顶出,避免用”Z”形拉料方式..7、模,动模圆形流道夹口线不超过0.1MM,以利于保压注塑.8、进料浇口根据产品的重量、形状确定大小,深度.五:模肉1、后模表面光洁,去除刀纹,倒角整齐,模内镶嵌整齐无缝.2、图纸末标出模斜度,胶位部分最少在0.5度出模斜度,需蚀纹模具要有足够的出模斜度3度以上,蚀纹每深0.1MM即加斜度1度.3、品深骨尽量做镶件,并必须双边做出斜度,底部有台阶管位.4、骨、柱等根部厚度(T)与壁厚(t)之比例t小于0.5T,否则容易产生缩水,严重影响外观.5、柱、胶位低都必须做R0.25~R0.5,己标明的除外.6、壁厚不能突然改变转弯,以防固气和缩水.7,.运水孔直径在Ф8以下,孔边离产品钢位不少于10MM,运水孔直径在Ф10以上,孔边离产品钢位不少于15MM。

浅析塑料模具的基本结构(doc 7页)塑膠模具的基本結構塑膠模具的基本結構塑膠模具依總體功能結構可分為﹕成型系統﹐澆注系統﹐排氣系統﹐冷卻系統﹐頂出系統等一.澆注系統﹕定義﹕模具中從注射機噴嘴開始到型腔為止的塑料流動通道。
其由主流道﹑分流道﹑澆口及泠料穴組成。
相關的一些中英文對照CAV.NO 第几號模窩RUNNER 澆道GATE 澆口CAVITY 型腔(一).主流道﹕1.定義﹕主流道是指從注射機噴嘴與模具接觸的部位起﹐到分流道為止的這一段。
2.設計上的注意事項﹕(1).主流道的端面形狀通常為圓形。
在注射過程中不應有塑料溢出﹐同時保証主流道凝料脫出方便。
(2)結構形式有整體式和分體式整體式﹕即台肩與構成主流道部份做成一體分體式﹕即台肩與構成主流道部份分開制作日本的工業標准﹕JIS中國的工業標准﹕SJB(二)。
分流道﹕定義﹕主流道與澆口之間的一段﹐它是熔融塑料由主流道流入型腔的過渡段也是澆注系統中通過斷面面積變化及塑料轉向的過渡段﹐能使塑料得到平穩的轉換。
1.截面設計A.一般設計截面為圓形B.從加工方便性來看一般設計為U形﹐V形﹐梯形﹐正六邊形C.分流道的斷面形狀及尺寸大小﹐應根據塑件的成型體積﹐塑件壁厚﹐塑件形狀﹐所用塑料工藝特性﹐注射速率﹐分流道長度等因素來確定。
2.分流道的布置形式有平衡式進料和非平衡式進料兩種形式。
平衡式進料就是保証各個進料口同時均衡地進料﹐非平衡式進料就是各個進料口不能同時均衡地進料﹐一般要做模流分析來進行評估。
(三).澆口1.定義﹕澆口又稱進料口或內流道。
它是分流道與塑件之間狹窄的部份﹐也稱澆注系統最短小的部份﹔2.作用﹕能使分流道輸送過來的熔融塑料的流速產生加速度﹐形成理想的流態﹐順序﹐并速速地充滿型腔﹐同時還起著封閉型腔防止熔料倒流的作用﹐并在成型后便于使澆口與塑件分離。
3.澆口的形式﹕內側澆口普通側澆口(邊緣澆口)﹕外側澆口扇形澆口﹕常用來成型寬度較大的薄片狀塑件平縫式澆口護耳式澆口隙式澆口一般點澆口潛伏式澆口(我公司大多采用此種方式)盤環型澆口輪輻式澆口爪形澆口園環形澆口3>.澆口位置的選擇(1)澆口選擇有阻擋物最近的距離。

模具结构与注塑模设计(doc 11页)模具結構(塑模)功能解說﹕1.定位環﹕將模具正確的定位在射出機板上﹐同時使模具堅澆道對准射出機的噴嘴。
2.注口襯套﹕塑膠進入模具內部的通道。
3.上固定板﹕使母模部分可以固定在成型機上。
4.母模板﹕在模具的固定側。
5.母模仁﹕為便于塑件成型而鑲配于母模板內的模仁。
6.定位塊上﹕裝在母模板上﹐以利用母模板與公模板定位裝置﹐與定位塊下配合使用。
7.拔塊﹕拔動滑塊退位及強制壓迫滑面裝置。
8.壓板﹕組成滑塊槽的裝置。
9.導柱﹕公母模板導向及定位裝置。
10.滑塊﹕為處理成品之倒勾而設立的滑動裝置。
11.成品﹕母模仁與公模仁合模而產生的塑件。
12.回定銷﹕用于頂出板定位之用。
13.定位塊下﹕裝在公模板上﹐以利于母模板與公模板定位裝置﹐與定位塊上配合使用。
14.斜槽﹕使成品形成倒勾﹐易脫離。
15.模腳﹕用來控制頂針與斜銷的行程。
16.下固定板﹕使公模部分可以固定在成型機上。
17.公模仁﹕為便于塑件成型的鑲配于公模板內的模仁。
18.公模板﹕模具的可動側﹐通常設計成使產品容易頂出。
二﹑模具分類﹕1.按結松分類﹕1.1.三板模﹕由公模﹑母模及脫料板三部分組成。
1.2.兩板模﹕由公模﹑母模兩部分組成。
2.按產品系列分類(以本公司成型模具為例)﹐目前生產之模具有十大系列﹕2.1.ZIF﹕BASE﹑COVER﹑CAM.2.2.R/A SLOT1﹕COVER.SBC.Housing.2.3.R/M﹕DAUL Housing DAUL Pin FILE INE BridgeFOLDABLE BASE ARMA ARMB FASTECK AASLOCKCELERON W/PIN RETERTION MOOULE R/M PIN.2.4.SLOT1:2.5.FSS﹕STANDOFF A/B SUPPORT A/B2.6.HSS﹕BASE TOPBAR2.7. SOJ﹕2.8.BTB:1.0﹑0.8﹑0.635﹑0.62.9.CARD BUS:2.10.PCMCIA﹕三﹑模具組立﹕維修與保養1.模具組立﹕(以兩板模為例)1.1.新模組立前備齊模具組立圖﹐檢驗每件模具零件是否齊全﹐尺寸﹑外觀是否符合要求。

三、结构原理及注意事项----------------------------------------------------------------模具结构------------------------------------------------------------------------------ 第一节冲孔模-----------------------------------------------------------------------------一.冲孔模的标准结构以及功能----------------------------------------------------------二.冲孔模设计前的准备工作------------------------------------------------------------三.冲孔模的设计----------------------------------------------------------------------四.签核和出图------------------------------------------------------------------------ 第二节复合模--------------------------------------------------------------------------一.复合模标准结构与功能------------------------------------------------------------二.复合模设计前的准备工作------------------------------------------------------------三.复合模的设计---------------------------------------------------------------------- 第三节折弯模--------------------------------------------------------------------------一.折弯模的标准结构以及各部分的功能--------------------------------------------------二.复合模设计前的准备工作------------------------------------------------------------三.折弯模的设计---------------------------------------------------------------------- 第四节侧推模--------------------------------------------------------------------------一.侧推模的标准结构以及各部分的功能--------------------------------------------------二.侧推模的结构重点----------------------------------------------------------------三.部分零件图------------------------------------------------------------------------ 第五节铆合模-----------------------------------------------------------------------------一.螺柱的铆合------------------------------------------------------------------------二.抽牙(Stake)铆合-----------------------------------------------------------------三.TOX铆合 -------------------------------------------------------------------------- 第六节翻板模-----------------------------------------------------------------------------第二节抽芽结构--------------------------------------------------------------------------1.目的-------------------------------------------------------------------------------2.适用范围---------------------------------------------------------------------------3.抽芽的分类-------------------------------------------------------------------------4.抽芽尺寸的确认---------------------------------------------------------------------5.抽芽结构设计规范------------------------------------------------------------------- 第三节 Z折成型--------------------------------------------------------------------------1.目的-------------------------------------------------------------------------------2.适用范围---------------------------------------------------------------------------3.Z折成型的分类 ---------------------------------------------------------------------4.Z折成型的结构分析------------------------------------------------------------------ 第四节高凸成型--------------------------------------------------------------------------1.目的-------------------------------------------------------------------------------2.使用范围---------------------------------------------------------------------------3.凸包形状---------------------------------------------------------------------------4.成形方法---------------------------------------------------------------------------5.确定抽弧形时冲子尺寸的步骤和方法--------------------------------------------------- 第五节半剪------------------------------------------------------------------------------1.目的-------------------------------------------------------------------------------2.适用范围---------------------------------------------------------------------------3.半剪的分类-------------------------------------------------------------------------4.半剪的结构分析--------------------------------------------------------------------- 第六节预剪------------------------------------------------------------------------------第十一节压线----------------------------------------------------------------------------1.目的-------------------------------------------------------------------------------2.使用范围---------------------------------------------------------------------------3.压线目的---------------------------------------------------------------------------4.压线的位置及尺寸要求---------------------------------------------------------------5.注意事项--------------------------------------------------------------------------- 第十二节字模----------------------------------------------------------------------------1.目的-------------------------------------------------------------------------------2.使用范围---------------------------------------------------------------------------3.字模入子---------------------------------------------------------------------------4.注意事项--------------------------------------------------------------------------- 第十三节压毛边--------------------------------------------------------------------------1.目的-------------------------------------------------------------------------------2.使用范围---------------------------------------------------------------------------3.压毛边的作用-----------------------------------------------------------------------4.压毛边入块-------------------------------------------------------------------------1.上模常用的结构形式(如下图:)注意事项:1).一般选用优力胶硬度为65度.2).模具闭合状态时H=L+0.5mm,即保证开模状态弹簧板沉头和等高螺丝间隙0.5mm.(图)以上是常用的四种结构形式,根据不用情况选择使用.b).第二种形式,适用于料带宽度W较宽的情形;如下图:转接合开关固定座复位弹簧定位销钉挡刀电缆线微动开关各个零件功能说明:1.挡刀: 送料过程中的定位用;侧刃冲头检知零件料带結構4結構3销与料片上的引导孔错位,检测销受阻上行,从而触动微动开关,微动开关使冲床停止运作冲孔模的工作过程冲孔模的工作过程根据冲床的运动时间顺序分为以下几个部分:冲床滑块带动上模从开模状态时的最高点开始向下运动,此时上下模未有接触当上打板接触到下模的冲件时,上打板停止运动,冲床滑块继续向下运动,上模脱料弹簧开始压缩,上打板受弹簧压力,压紧冲压件.经过一定的行程,装在上夹板上的冲子接触到冲件.冲床滑块继续向下运动,在接近下死点(闭模状态)时,冲子完全进入下模孔内冲孔.冲孔废料从下模板到下垫板到下模座漏料孔落下.在冲床经过下死点后,冲床滑块带动上模开始回升,此时,由于压力缓解,在上模脱核对展开图与Layout图的一致性;检查工程图排配是否合理;图元绘制是否真确;产品工艺处理是否恰当向产品主导者或组长讨论和了解各部分模板及零件的材质要求。
塑料件结构与工艺技术规范塑料件是指通过注塑成型工艺制造而成的零部件,广泛应用于各个领域。
为了确保塑料件的质量和使用效果,需要遵守一些结构与工艺技术规范。
一、结构规范1.设计原则:塑料件的设计应符合功能要求,结构合理,外观美观。
要考虑其功能和使用环境,保证其正常使用。
2.壁厚:塑料件的壁厚应均匀一致。
过薄的壁厚容易造成塑料件弱化,过厚会增加成本。
一般塑料件壁厚应大于1.5mm。
3.圆角:塑料件的棱角应尽量设计为圆角,避免尖锐的棱角。
圆角能够提高塑料件的抗应力能力,降低应力集中。
4.挤出方向:塑料件的设计应尽量使挤出道与塑料件的形状一致,避免挤出压力不均匀。
5.尺寸公差:塑料件的尺寸公差应符合设计要求和生产工艺的可行性。
加工和装配时要考虑到公差的配合要求。
1.原材料选择:应根据产品的使用环境和工艺要求选择合适的塑料原材料。
要考虑材料的强度、耐热性、耐化学腐蚀性等性能,确保塑料件的质量。
2.模具设计:模具设计是塑料件成型的重要环节,应合理设计模具结构,使得塑料件成型均匀,避免缺陷和变形。
3.注塑工艺:注塑工艺决定了塑料件的成型质量。
注塑机的温度、压力、速度等参数要根据具体材料和产品要求进行调整,确保塑料件的内部结构紧密、表面光滑。
4.冷却系统:注塑过程中,冷却系统起到冷却和固化塑料的作用。
冷却系统的设计合理与否会对产品的质量产生较大影响。
要保证塑料件在注塑模具中的冷却均匀,避免产生应力和缺陷。
5.后续处理:塑料件成型后,可能需要进行后续处理。
如去除滞留料、修剪余料、打磨光洁等。
这些处理也需要遵循相应的工艺规范,以确保最终产品的质量。
三、质量检测与控制1.外观检验:对成型后的塑料件要进行外观检验,检查是否有缺陷、毛刺、色差等问题。
2.尺寸检验:对塑料件的尺寸要进行检测,确保尺寸与设计要求相符合。
3.物理性能测试:对塑料件进行物理性能测试,如拉伸强度、冲击强度、热变形温度、硬度等。
确保塑料件的性能符合要求。
模具的结构组成及各部分结构的作用以下是按照您的要求生成的文章:大家好!今天我要给大家讲讲我们生活中不可或缺的一个东西——模具。
你们知道吗?模具可是个大家伙,它由很多部分组成,每个部分都有它独特的作用哦。
我们来看看模具的“脸”吧!这个“脸”就是模具的上模和下模。
它们就像是模特儿一样,分别站在舞台的两边,等待着被赋予生命。
上模和下模之间有个小秘密呢,那就是它们通过合模和开模的动作,让产品从无到有、从小到大。
这个过程就像是一场精彩的舞蹈,上模和下模就像舞伴一样,默契十足,共同完成这个伟大的使命。
我们要说说模具的“眼睛”——也就是浇口。
浇口就像是模具的眼睛,它负责观察产品的形状和大小,确保产品能够完美地成型。
如果浇口做得不好,产品可能会出现变形或者不合格的情况。
所以,浇口的设计和制造非常重要哦!然后,我们来看看模具的“手”——也就是成型系统。
成型系统就像是模具的手,它负责将熔化的塑料或其他材料倒入模具中,然后等待冷却定型。
这个过程中,成型系统需要非常精准地控制温度和压力,以确保产品能够达到预期的质量。
如果成型系统做得不好,产品可能会出现气泡、裂纹等问题。
我们来看看模具的“脚”——也就是顶针和脱模剂。
顶针就像是模具的脚,它负责支撑产品并防止其掉落。
脱模剂则像是模具的鞋底,它负责帮助产品顺利脱离模具,避免粘连。
这两个部件虽然不起眼,但它们对于产品的质量和生产效率至关重要哦!关于模具的结构组成和各部分结构的作用就介绍到这里啦!希望大家通过这篇文章能对模具有一个更深入的了解。
如果你们还有其他问题或者想要了解更多关于模具的知识,记得告诉我哦!。