博士隆-新能源汽车轻量化结构铆接技术解决方案
- 格式:pdf
- 大小:2.64 MB
- 文档页数:26
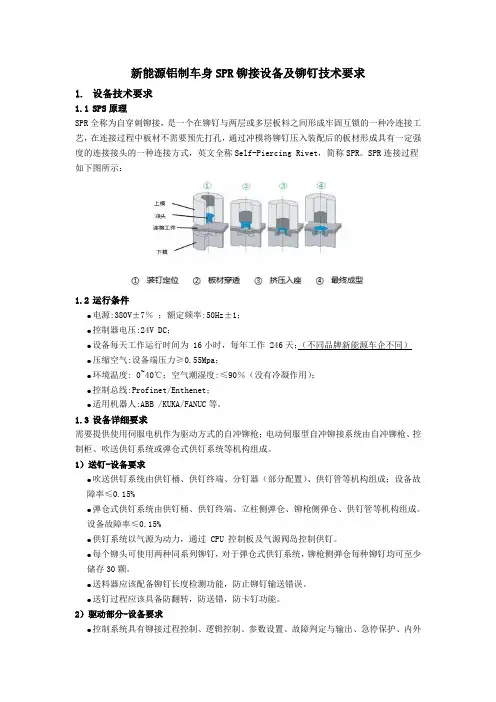
新能源铝制车身SPR铆接设备及铆钉技术要求1.设备技术要求1.1SPS原理SPR全称为自穿刺铆接,是一个在铆钉与两层或多层板料之间形成牢固互锁的一种冷连接工艺,在连接过程中板材不需要预先打孔,通过冲模将铆钉压入装配后的板材形成具有一定强度的连接接头的一种连接方式,英文全称Self-Piercing Rivet,简称SPR。
SPR连接过程如下图所示:1.2运行条件●电源:380V±7%;额定频率:50Hz±1;●控制器电压:24V DC;●设备每天工作运行时间为 16小时,每年工作 246天;(不同品牌新能源车企不同)●压缩空气:设备端压力≥0.55Mpa;●环境温度: 0~40℃;空气潮湿度:≤90%(没有冷凝作用);●控制总线:Profinet/Enthenet;●适用机器人:ABB /KUKA/FANUC等。
1.3设备详细要求需要提供使用伺服电机作为驱动方式的自冲铆枪;电动伺服型自冲铆接系统由自冲铆枪、控制柜、吹送供钉系统或弹仓式供钉系统等机构组成。
1)送钉-设备要求●吹送供钉系统由供钉桶、供钉终端、分钉器(部分配置)、供钉管等机构组成;设备故障率≤0.15%●弹仓式供钉系统由供钉桶、供钉终端、立柱侧弹仓、铆枪侧弹仓、供钉管等机构组成。
设备故障率≤0.15%●供钉系统以气源为动力,通过 CPU 控制板及气源阀岛控制供钉。
●每个铆头可使用两种同系列铆钉,对于弹仓式供钉系统,铆枪侧弹仓每种铆钉均可至少储存30颗。
●送料器应该配备铆钉长度检测功能,防止铆钉输送错误。
●送钉过程应该具备防翻转,防送错,防卡钉功能。
2)驱动部分-设备要求●控制系统具有铆接过程控制、逻辑控制、参数设置、故障判定与输出、急停保护、内外部系统通信等功能。
●铆接速度≥200mm/s,铆接压力需≥80KN,具有连续可调、稳定性高等特点,最小调整精度 1mm/s。
压力精度±0.1KN,位移精度 0.01mm。

【聚焦】车⾝⼀体式“安全”门环技术及应⽤前景解读车⾝是汽车最重要的组成部分,其可有效保护驾乘⼈员安全,营造安全舒适的驾乘空间。
随着中国汽车⾏业对于汽车碰撞安全和碳排放量的标准不断提⾼,汽车制造企业纷纷开始寻求更加轻量化、更加安全、更加环保的⽩车⾝解决⽅案。
其中最⼤的⼀个创新就是⼀体式的门环。
相⽐传统焊接⼯艺,究竟是门是⼀体成型的耐撞还是焊接的车门更结实呢?何为“焊接”式车门?说⽩了就是将“车门的下半部”与“窗户框⼦”焊接到⼀起,这就叫“焊接式车门”,⽽即使是“焊接”的车门,下半部分依旧是“⼀体成型”的,只不过“窗户框”是焊接上的。
“⼀体式车门”就⽐较容易理解了,车门的“下半部分”与“窗户框”是⼀体“冲压”出来的,见下图。
(1)⼀体冲压还是焊接?材料、⼯艺如何选择?在⼀些铁⼯⼚⼯作过的朋友就会很明⽩,“冲压技术”是具有局限性的,⽐如当“原料⾦属”的“刚性”太强、“厚度”过⼤的情况下就根本不适合采⽤“⼀体式冲压”技术。
⽐⽅说⼀些⾼端车型,⽐如5系、奔驰E等等,车门都是采⽤“焊接”技术的,因为材料的质地好,⽤“⼀体式冲压”反⽽⽆法加⼯,德系⾼端车的做法是先⼀次冲压车门下半部,然后进⾏焊接窗框、加强筋。
使⽤“⼀体式冲压”必须要保证钢材具有良好的“延展性”,⽽“延展性”好,“刚性”就必须要降低,两种属性本⾝就是对⽴的。
严格来说⽬前的⾦属车⾝不存在⼀体成型的,因为车⾝框架结构复杂,根本没有哪个⼚家可以将整块⾦属板⼀次冲压成球笼型的车⾝框架。
都是采⽤钢板冲压出车⾝的各个组成部分,然后通过焊接将这些部件组成车⾝,然后安装车⾝覆盖件和各种配件,组装出⼀辆完整的汽车。
所以说再⽜逼的⼚家他的车也要焊接。
上图,奔驰的⽣产线,先是底盘部件,前后纵梁等部件焊接,这⼀步将底盘焊接牢固。
然后将冲压好的车⾝侧围构件,车顶构件组装上去再进⾏焊接。
上图就是冲压成的车体侧围构件,我们开的车都是从⼀块钢板开始,冲压出平⾯的构件,然后⼀步步组装焊接才形成了各种各样的车⾝造型。
汽车轻量化的九大关键工艺!文章来源:材加网一、激光拼焊(TWB)及不扥厚度轧制板(VRB)1.激光拼焊技术激光拼焊是将不同厚度、不同材质、不同强度、不同冲压性能和不同表面处理状况的板坯拼焊在一起,再进行冲压成形的一种制造技术。
德国大众最早于1985年将激光拼焊用于汽车。
北美于1993年也大量应用激光拼焊技术。
目前,几乎所有的著名汽车制造商都采用了激光拼焊技术。
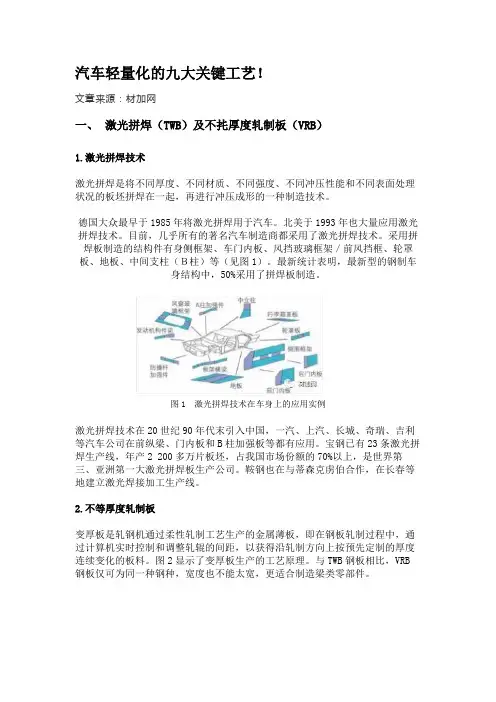
采用拼焊板制造的结构件有身侧框架、车门内板、风挡玻璃框架/前风挡框、轮罩板、地板、中间支柱(B柱)等(见图1)。
最新统计表明,最新型的钢制车身结构中,50%采用了拼焊板制造。
图1 激光拼焊技术在车身上的应用实例激光拼焊技术在20世纪90年代末引入中国,一汽、上汽、长城、奇瑞、吉利等汽车公司在前纵梁、门内板和B柱加强板等都有应用。
宝钢已有23条激光拼焊生产线,年产2 200多万片板坯,占我国市场份额的70%以上,是世界第三、亚洲第一大激光拼焊板生产公司。
鞍钢也在与蒂森克虏伯合作,在长春等地建立激光焊接加工生产线。
2.不等厚度轧制板变厚板是轧钢机通过柔性轧制工艺生产的金属薄板,即在钢板轧制过程中,通过计算机实时控制和调整轧辊的间距,以获得沿轧制方向上按预先定制的厚度连续变化的板料。
图2显示了变厚板生产的工艺原理。
与TWB钢板相比,VRB 钢板仅可为同一种钢种,宽度也不能太宽,更适合制造梁类零部件。
图2 不等厚度轧制板生产原理德国Mubea公司有两条变厚板生产线,年产7万t。
板厚为0.7~3.5m m,原始板料的最高强度为800MP a级别。
目前,欧洲70余个车型使用变厚板或者变厚管产品。
奔驰C级车中通道加强板、前地板纵梁、后保险杠、后地板横梁等11个零件使用了VRB钢板。
我国宝钢和东北大学均开展了VRB钢板的研发和生产工作,目前具备了小批量供货的能力。
借助于强大的材料开发能力,宝钢形成了VRB零件的设计、材料开发、成形过程模拟、模具设计和产品质量评估的能力,并已试制成功前纵梁、仪表板支架、顶盖横梁等零件,同时也轧制成功了1 500MPa级别的非镀层和铝硅镀层的热冲压成形钢板,成功试制了热冲压成形VRB中通道零件。
Products & Technology产品与技术轻量化连接装备之自冲铆接设备国汽(北京)汽车轻量化技术研究院有限公司 付 岩一、前言汽车轻量化技术作为汽车产品实现节能减排、增加新能源汽车续航里程的有效途径[1],越来越被汽车企业重视,在量产车型的使用中也越来越广泛。
实现汽车轻量化技术的重要途径之一是在生产制造过程中采用先进的制造技术[2]。
谈到先进的轻量化制造技术不得不重点介绍SPR(Self-piercing Rivet),在捷豹XFL、奥迪A8、特斯拉Model S、福特F-150、蔚来ES8、奇瑞EQ1(小蚂蚁)等车型的全铝车身上均使用了该技术。
SPR源自英国Henrob (亨罗布)的译文名是“自冲铆接”,这个名称在国内被广泛使用,有的国内供应商也称它为“锁铆铆接”、“自穿刺铆接”。
二、自冲铆接技术自冲铆接是指SPR铆钉在外力作用下,通过穿透第一层材料和中间层材料,并在底层材料中进行流动和延展,形成一个相互镶嵌的塑性变形的铆钉连接过程,该铆接点具有较高的抗拉强度和抗剪强度,称作自冲铆接点[3]。
该技术可以连接铸铝、冷拉型材、板材等铝材;可以连接拉伸强度小于500N/mm2的深冲钢;可以连接拉伸强度小于1000 N/mm2的高强钢;也可以连接镁、铜、非金属材料和夹层材料,具有铆接质量高、综合成本低、材料组合广、柔性组线好等特点。
自冲铆接工艺解决了铝点焊技术不能满足连接性能要求的问题,克服了疲劳强度不够、铆钉图层和铝材不相容以及钢铆钉和铝材不相容等问题,因此被大量应用在全铝车身的连接。
同时自冲铆接技术也存在一定的缺点,在连接钢板时,自冲铆接比点焊的抗拉强度小;铆接时,尾部出现突出的“铆扣”,不够平齐;由于铆接过程需要较大压力,铆接设备比较笨重;在进行自冲铆接时,铆接处材料的两面都必须接触(一面是冲头,一面是模具),而不进行单面铆接。
相对于普通钢制车身常用的电阻点焊,它们连接的材料不同,故其工艺过程和使用设备自然不同。
保隆科技汽车轻量化结构件技术升级之路保隆科技作为汽车轻量化结构件技术领域的领军企业,一直致力于提供先进的轻量化解决方案。
为了满足市场需求和产品创新,保隆科技一直在不断进行技术升级。
本文将从四个方面介绍保隆科技汽车轻量化结构件技术升级之路。
首先,保隆科技积极引进和研发新材料。
新材料的应用是实现汽车轻量化的重要途径。
保隆科技与多家研究院和大学合作,不断探索新的材料应用。
例如,保隆科技与国内高校合作,成功研发了一种新型镁合金材料,该材料具有优异的强度和轻量化特性,可以替代传统的铝合金材料,达到更轻量化的车身结构设计要求。
其次,保隆科技不断改进和优化设计技术。
通过引入先进的设计软件和仿真分析工具,保隆科技能够更精确地预测产品性能和结构受力情况,从而减少不必要的材料使用,实现轻量化。
同时,保隆科技还建立了完善的设计和开发团队,通过不断的技术培训和人才引进,提升设计师们的技术水平和创新能力。
第三,保隆科技加大了自动化生产设备的引进和应用。
自动化生产设备可以提高生产效率,降低劳动成本,并且能够保证产品质量的稳定性。
为此,保隆科技在生产线上引入了多个机械臂和自动化装配设备,实现了生产过程的智能化和自动化,提高了产品的生产效率和质量。
最后,保隆科技积极拓展国际市场和合作伙伴。
作为一家具有全球竞争力的企业,保隆科技意识到与国际合作伙伴的紧密合作对于技术升级至关重要。
因此,保隆科技积极参加国际展览会和技术交流会,与世界各地的汽车厂商和供应商建立了广泛的合作关系。
通过合作,保隆科技可以获取更多的技术支持和市场信息,提高公司的竞争力和产品的创新能力。
综上所述,保隆科技在汽车轻量化结构件技术升级之路上通过引进新材料、改进设计技术、加大自动化生产设备的应用以及拓展国际市场和合作伙伴,不断提高产品的竞争力和创新能力。
相信在保隆科技的努力下,未来将会有更多的轻量化解决方案出现,为全球汽车行业的可持续发展做出贡献。
车桥壳体线束支架工艺方案改进发布时间:2021-12-22T05:35:17.942Z 来源:《中国科技人才》2021年第26期作者:闫枕戈[导读] 作为中国实体制造企业,在日益严峻的市场竞争中,各个企业均将立业重心放在正向研发能力上,同行业都在全力向前追赶的同时,售后服务及客户评价显得尤为重要。
受外资及合资企业长期占领市场,进口品牌效应带动的品牌价值已远远高于其价值本身。
国产实体制造企业想要安身立命,除了价格优势外,必须保证过硬的产品质量和让顾客满意的售后服务,只有不断增强自身自主创新,提质、降本、增效,提高产品核心竞争硬实力,在售后市场获得良好的客户口碑,才能获得长远的发展。
河北恒昇机械科技有限公司河北邯郸 056800摘要:作为中国实体制造企业,在日益严峻的市场竞争中,各个企业均将立业重心放在正向研发能力上,同行业都在全力向前追赶的同时,售后服务及客户评价显得尤为重要。
受外资及合资企业长期占领市场,进口品牌效应带动的品牌价值已远远高于其价值本身。
国产实体制造企业想要安身立命,除了价格优势外,必须保证过硬的产品质量和让顾客满意的售后服务,只有不断增强自身自主创新,提质、降本、增效,提高产品核心竞争硬实力,在售后市场获得良好的客户口碑,才能获得长远的发展。
关键词:车桥壳体;线束支架1 背景和必要性1.1 背景我公司主营重卡、中轻卡汽车车桥总成。
其中,供某重卡客户的车桥桥壳所使用线束固定支架材质为20—GB/T13237的硬质金属片,使用某型号粘接剂粘接在桥壳固定部位,粘接后,需放置48小时待粘接剂固化,方可转运装配。
生产准备时间长,受温度影响大,低温环境下48个小时不能完全固化,存在脱落风险,且在清洗、转运过程中,易发生磕碰,导致支架脱落而发生0公里质量问题,在给该客户供桥期间,由于该管路支架掉落事故重复发生,已严重影响我公司产品口碑。
1.2 问题接某重卡客户质量问题反馈,我司所供某型号车桥产品ABS线束支架掉落,导致客户线束支架无法装配,造成客户严重抱怨。

![轻量化碳纤维传动轴及其连接结构与整车[发明专利]](https://uimg.taocdn.com/f80d8cb9f01dc281e43af0b8.webp)
专利名称:轻量化碳纤维传动轴及其连接结构与整车专利类型:发明专利
发明人:汪振晓,李进伟,盛威,付邦璀,谢锡春
申请号:CN202011101790.4
申请日:20201015
公开号:CN112253606A
公开日:
20210122
专利内容由知识产权出版社提供
摘要:本发明公开了一种轻量化碳纤维传动轴及其连接结构与整车,属于汽车装置技术领域。
它包括碳纤维传动轴轴身、位于碳纤维传动轴轴身长度方向两端末端且管径由小到大的斜坡扩大段及连接各斜坡扩大段的金属连接件,还包括一端分别连接斜坡扩大段,另一端连接碳纤维传动轴轴身的n 个阶梯过渡段,各阶梯过渡段均包括过渡段一和过渡段二,其中,过渡段一与碳纤维传动轴轴身间夹角为θ,过渡段二平行于碳纤维传动轴轴身。
本发明设计的传动轴结构在满足其转动强度的前提下,实现了轻量化、回转直径更小,同时还增大了传动轴在整车上布置空间。
申请人:东风越野车有限公司
地址:442000 湖北省十堰市张湾区工业新区A区建设大道特1号
国籍:CN
代理机构:武汉开元知识产权代理有限公司
代理人:俞鸿
更多信息请下载全文后查看。
上海保隆的智能制造实践李芊蕾;尹术飞【期刊名称】《企业管理》【年(卷),期】2017(000)009【总页数】2页(P107-108)【关键词】上海保隆;智能制造;柔性生产线【作者】李芊蕾;尹术飞【作者单位】上海工程技术大学管理学院;上海保隆汽车科技股份有限公司【正文语种】中文上海保隆汽车科技股份有限公司(以下简称“保隆”)成立于1997年,是一家民营汽车零部件生产企业,其汽车传感器等产品在国内外具有较高的市场份额。
目前,保隆的汽车传感器产品已跨越起步阶段,进入高速增长阶段,订单逐步增多,产能不断增加,但也面临着各种亟待解决的现实问题:1.通用汽车等客户对产品生命周期的管控、追溯要求越来越高。
在生产环节,要求能远程可视化监控公司传感器等电子产品的生产状况,在售后服务环节,还要求公司能够在20年内实现产品制造信息全程可追溯。
2.车用传感器等汽车电子产品属于精密型电子产品,易受电磁干扰。
生产线无法对干扰数据进行实时把控,容易造成产品稳定性降低的情况。
生产线所产生的各类数据多采用人工记录,数据多而且零散。
无法有效进行智能分析,更不能实时有效地全面实现对产品的质量控制及生产线的动态控制和维护,从而严重影响了产品质量的持续提升和生产线产能的有效利用。
3.生产线集中式的信息处理方式使现有系统缺乏准确、及时、完整的数据采集与信息反馈机制。
在底层数据的实时采集、多源信息融合、复杂信息处理及决策等方面的支持非常薄弱,数据运算量较大,反应不及时或者不能直接反馈到生产现场。
4.自动化生产线的“个性化”,存在多重问题。
一是产能的提升速度跟不上客户需求的增长速度;二是由于各生产线的“个性化”,导致维护压力加大;三是这类生产线运维所需要的软硬件技能都匹配的技术开发人员,具有一定的稀缺性和不可替代性;四是生产线各类设备数据输出的通讯协议、输出格式也大不相同,数据的采集和展示方式也不一致,对将来的扩展、集成产生了障碍。
5.生产的灵活性不足。