APQP表单3.16-1测量系统分析计划
- 格式:doc
- 大小:34.50 KB
- 文档页数:1
(品管工具APQP)APQP全套表格3.3样件测试、检验样件-性能测试报告质量样件-材质检测报告质量3.4样件提交样品提交顾客认可营销/技术3.5包装标准:顾/供产品包装标准/规格营销/技术QR-00-04.1工作保证计划第四阶段-工作保证计划项目组长试生产-制造计划生产4.2 试生产试生产产品检验试生产-过程质量记录生产/质量试生产-状况确认记录质量4.3工时测算工作时间测算表技术QR-00-0流①项目组长编制→管理代表审核→总经理批准→项目组长→分发项目组成员;程②表中所列资料须汇总成册(项目组长)→技术部→归档→借阅(项目组成员).编制/日期:审核/日期:批准/日期:QR-00-0市场调查表-营销功调查项目(请贵公司配合营销员填写,谢谢!)1.贵公司有无需增加供应商?□有□否2.贵公司所需的原料产品购自□国内:□华东□华南□华中□华北□东北□西北□其它□国外:□英国□日本□德国□台湾□美国□巴西□其它4.贵公司去年之全球总营业额为:□$□¥□500万以下□501-1000万□1001-2000万□2001-3000万□3000万以上5.过去曾听说过本公司产品吗?□没有□有▲使用者是否满意□是□否▲使用者是否有提出改进之处,如:□颜色□外表粗糙□阻燃性□耐久性□吸声性□安全性6.是否有在寻求新的原料供应商?□电子□五金□机械□.□否□是▲何种原料及产品□板材□管材□内饰件□.□橡胶□塑料□包装□.7.若贵公司在寻求新的原料供应商▲已有家被列入考虑范围.▲产品的需求量为每年套(pcs),平均月供货量为套(pcs).希望最早在年月开始供货。
8.目前所使用其它公司产品的评价:评价项目很满意满意一般不满意很不满意外观颜色耐久性吸声性阻燃性目前所使用其它公司产品的价格是否满意?□是可否告知价格RMB□否希望调整价格为RMB对目前所使用其它公司产品的售后服务是否满意?□满意可否简述原因: . □不满意可否简述原因: . 您对产品的意见和建议:顾客签名/日期:营销员签名/日期:QR-01-01市场调研报告-营销功能APQP 产品建议书□材质报告顾客产品标准产品包装要求 顾客服务要求交货运输方式运输路线:□现场服务□定期拜访 □技术支持□产品说明书 □安装辅导□早期报警 □提供配件□□火车 □货车 □空运 □船运运输里市场营销计划-营销功能根据总经理室决定于 年 月 日起启动项目。

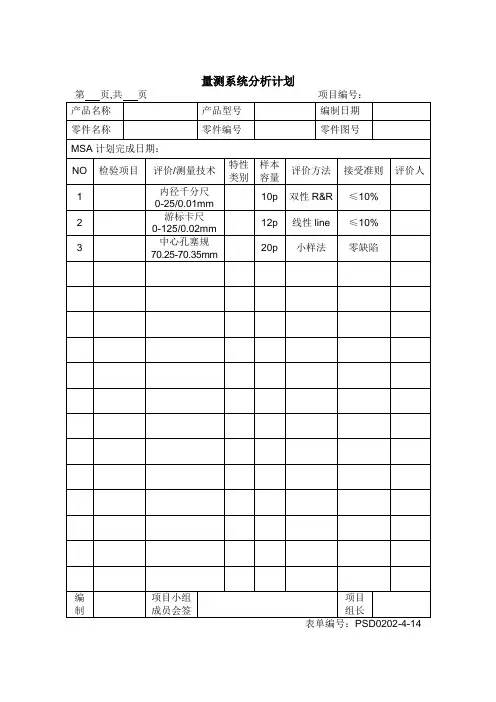
测量系统分析计划一、引言。
测量系统是工程领域中非常重要的一部分,它涉及到产品质量的保证和改进。
为了确保测量系统的准确性和稳定性,需要进行系统分析和规划。
本文将就测量系统分析计划进行探讨,以期为相关工程技术人员提供一些参考和指导。
二、目的。
测量系统分析计划的目的在于对测量系统进行全面的分析和评估,以确定其准确性、稳定性和可靠性。
通过分析计划的制定,可以及时发现和解决测量系统中存在的问题,从而提高产品质量和生产效率。
三、分析内容。
1. 确定测量系统的类型和特点。
首先需要确定测量系统的类型,包括直接测量系统和间接测量系统。
同时还需要了解测量系统的特点,如测量范围、精度要求、稳定性要求等。
2. 收集测量数据。
收集测量系统的历史数据,包括测量结果、测量设备的使用频率、维护记录等。
这些数据可以帮助分析人员了解测量系统的运行状况和存在的问题。
3. 进行测量系统的稳定性分析。
通过对测量系统的稳定性进行分析,可以确定其长期稳定性和短期稳定性。
这有助于找出测量系统中存在的误差和偏差,为后续改进提供依据。
4. 评估测量系统的准确性。
对测量系统的准确性进行评估,包括对测量结果的误差分析和对测量设备的校准情况进行检查。
只有准确的测量系统才能保证产品质量的稳定。
5. 制定改进计划。
根据分析结果,制定测量系统的改进计划,包括设备更新、人员培训、测量方法优化等方面。
改进计划需要具体可行,能够有效提高测量系统的准确性和稳定性。
四、分析方法。
1. 数据分析法。
通过对历史数据的分析,可以找出测量系统存在的问题和不足之处,为改进提供依据。
2. 统计分析法。
采用统计方法对测量数据进行分析,可以评估测量系统的准确性和稳定性,找出异常数据和偏差。
3. 实地调研法。
对测量系统进行实地调研,了解设备的使用情况和维护情况,发现问题并及时解决。
五、分析报告。
分析报告是测量系统分析计划的重要成果之一,它需要包括对测量系统的分析结果和改进建议。
报告内容需要准确、清晰,能够为相关人员提供有效的参考和指导。


测量系统分析计划测量系统中的量检具选配,是做控制计划时进行的,普遍的选配原则是被测特性公差值的1/10(或被测特性制造过程变差的1/10——这个变差一般要等初始能力研究之后才得到,因此在做控制计划时,用被测特性公差值的1/10比较普遍)。
按此普遍原则选配的测量系统,是否满足再现性(操作者)和重复性(量具)10%以下的要求,需要对测量系统进行分析。
测量系统进行分析的结果:1、双性在10%以下表明此测量系统可用于此过程的分析;数值分级大于2可用于过程控制。
2、若双性在10%到30%之间,不能用于过程分析;数值分级大于2可用于过程控制(等于2为计数型数据)。
3、若双性大于30%不能用于过程分析,数值分级小于2,不能用于过程控制。
过程策划的目的是开发出能力充分、稳定产品的过程,以生产出符合图样要求(其中含有顾客的要求)的产品。
当过程能力不充分、不稳定时,最起码要能将合格、不合格的产品能分辨出来(数值分极等于2)。
按“被测特性公差值的1/10”这个量检具选配原则,从我们进行的MSA结果来看,按此原则来选配量检具,数值分级大于2机会很多。
因此这次我们要进行的测量系统分析工作,首先,了解各生产线有多少个特性满足按“被测特性公差值的1/10”这个量检具普遍选配原则来选配量检具的。
其次,是对特性分类——初步分为轴类和孔类两大类,在此基础上按公差值大小分档,暂分三档:如≥0.2;0.1~0.2;0.01~0.1。
再次,量检具也按用途进行分类(轴用类和孔用类)和分辨力分档0.02:0.01:0.001或0.0001。
最后选轴类同一分档公差值内最小的特性,用同档次分辨力的轴类量检具(或孔类同一分档公差值内最小的特性,用同档次分辨力的孔类量检具)进行量检具的双性研究。
为了完成上述工作,请大家完成下面表1、表2的内容填写。
XXX生产线不符合特性(产品最终尺寸)公差值1/10选配量检具的特性统计表(当中间工序按被测尺寸的公差的1/5来统计,请在备注中注明) 表1XXX生产线符合特性公差值1/10选配量检具,同档(如≥0.2;0.1~0.2;0.01~0.1)中特性精度最高特性的统计表表2附录:7月中、下旬进行测量系统分析试验的总结测量系统分析试验后总结2005年7月中、下旬,我处与冷工厂、二发厂、质量部一起,结合最近学习MSA的经验,进行了一次计量型特性的测量系统分析试验,结果见附录1~6。