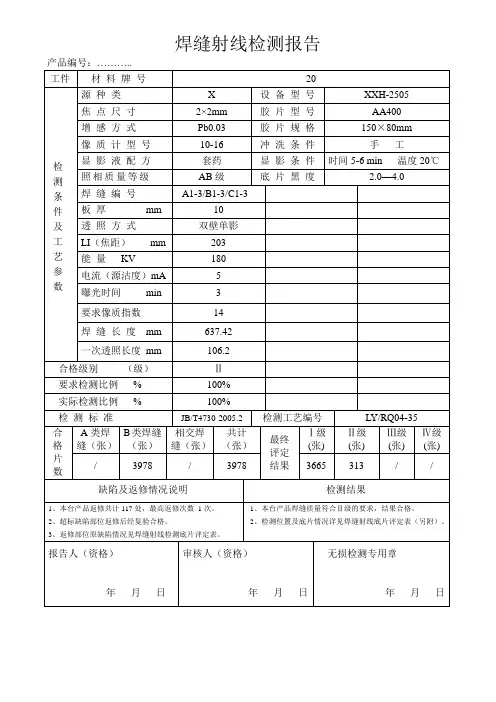
射线探伤检测报告
- 格式:doc
- 大小:37.50 KB
- 文档页数:1

X射线探伤作业告知书
XX
XX公司现将对XX公司盐磷化工循环产业热电系统扩能技改项目循环水埋地管道进行探伤,为了落实射线探伤辐射防护与安全措施,加强辐射工作的安全管理,保障放射工作人员与公众的安全与身体健康,现将射线探伤作业安全事项告知如下:
1、本现场的射线检测设备是属于国家规定Ⅱ类射线装置的X射线探伤机。
2、射线作业检测区域为冷却塔前水泵基础(厕所后)循环水埋地管道,警戒区域为作业区域无遮挡半径50m范围。
3、作业时间为2017年3月8日,探伤时间为20时00分至22时00分止。
4、X射线检测作业有一定辐射范围,探伤人员在工作以前将会用警戒带、警戒牌进行封路。
在射线作业时间内请作业区域附近的友邻施工单位所有人员及车辆严禁进入射线作业区。
5、非探伤人员未经现场探伤人员许可不得进入射线作业区域,强行进入或未经许可擅自闯入者后果自负。
6、如有其它单位同时在此作业区域交叉施工作业,请事前与负责人员联系:
XX公司
2017年3月8日。

铸件的探伤报告一、引言探伤是一个重要的非破坏性检测方法,用于检测各种材料中的内部缺陷和表面缺陷。
在铸造工艺中,铸件探伤是确保铸件质量的关键步骤之一。
本文将对铸件的探伤报告进行详细介绍。
二、探伤方法常用的铸件探伤方法包括: - 声波探伤 - 磁粉探伤 - 超声波探伤 - X射线探伤三、探伤报告本次探伤针对XX公司的某型号铸件进行,采用超声波探伤方法进行检测。
以下为探伤报告的具体内容:1. 铸件信息•铸件材料:铸铁•铸件尺寸:直径300mm,高度150mm2. 探伤设备及参数•探伤设备:XX超声波探伤仪•探头频率:2MHz•脉冲重复频率:5kHz•脉冲宽度:100μs3. 探伤结果本次探伤对铸件进行了全面的扫描,发现了以下缺陷:缺陷1:声速变化•位置:铸件底部•形状:不规则•大小:直径约30mm•建议:进一步检测以确定缺陷性质缺陷2:表面裂纹•位置:铸件侧面•形状:直线状•长度:约50mm•深度:约2mm•建议:进行修补以提高铸件的完整性缺陷3:内部气孔•位置:铸件中心部分•形状:球状•大小:直径约10mm•数量:共计5个•建议:进行再铸造以改善材料质量4. 结论通过超声波探伤,我们检测到了铸件的一些缺陷,其中包括声速变化、表面裂纹和内部气孔。
根据检测结果,我们建议进一步检测以确定缺陷的性质,并进行相应的修补或再铸造,以提高铸件的质量。
四、总结铸件的探伤报告是检测铸件质量的重要依据,通过合适的探伤方法和设备,可以有效地检测出铸件的内部和表面缺陷。
本报告中使用超声波探伤方法对铸件进行了全面的检测,并给出了具体的缺陷情况和处理建议。
在实际应用中,应根据具体情况选择适合的探伤方法,并根据检测结果采取相应的措施,以确保铸件的质量和安全性。

百分比,探伤长度应不小于200mm,并不少于1条焊缝。
四、仪器设备
名称、型号、仪器设备检测设定及参数。
五、检测结果。
注:探伤比例的计数方法应按以下原则确定:(1)对工厂制作焊缝,应按每条焊缝计算百分比,且探伤长度不应小于200mm,当焊缝长度不足200mm时,应对整条焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算一、二级焊缝质量等级及缺陷分级
二、 检测依据
《钢结构工程施工质量验收规范》 GB 50205-2001 《钢溶化焊对接接头射线照相和质量分级》 GB 3323-87 《建筑钢结构焊接技术规程》 JGJ 81-91 《压力容器无损检测》 JB 4730-94
三、取样数量
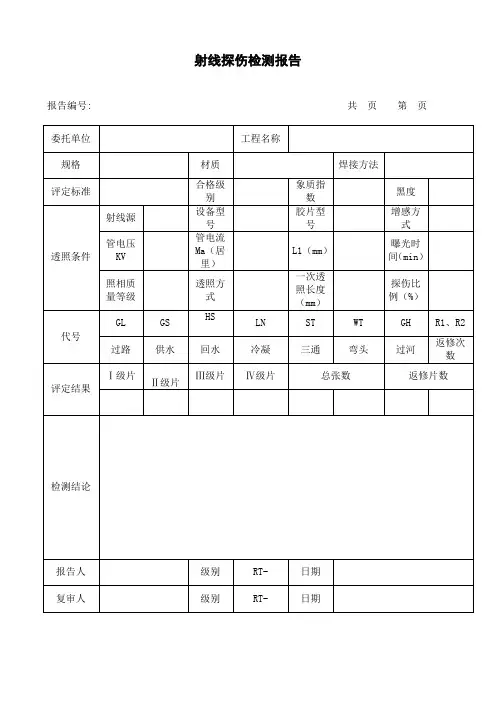
钢结构射线探伤检测报告(无表式)
内容:
一、工程概况
工程名称、地点、委托单位、检测日期、报告编号等。