焊缝X射线检测报告单
- 格式:doc
- 大小:399.00 KB
- 文档页数:2


Radiographic Examination InstructionforCircularWeld 环焊缝射线检测工艺卡Form No./表码: Rev. No./版本号:A Report No./报告号: Page 1of 11 Application应用Carbon Steel. Butt/Circumferential weld with = 122” Ø tank, tank thickness up to 13mm碳钢对接环焊缝直径122’’壁厚13mm2 Equipment Type:设备XXGZT-3005HQ panoramic x-ray tube or equivalent XXGZT-3005HQ轴向X射线机3 Radiation Source:辐射源5mA, 150-300kv, 1.0 x 2.5mm focal point 5mA, 150-300kv, 1.0 x 2.5mm焦点大小4 Technique:技术Single Wall Exposure Single Wall View (Panoramic)单壁单影周向曝光5 GeometricRelationship:几何关系Radiation source positioned within of center of weld circle. Radiation beam at 90° to weld and film.源在中间,射线束以90°方向投入焊缝和胶片。
6 Film Type:胶片类型In general, Agfa C7 Sheet film,Agfa C4 sheet film shall be used if the required sensitivity not achieved. 通常用agfa C7胶片,灵敏度达不到的话,可以用C4.7 Film Coverage:胶片覆盖A minimum of 10mm of parent metal on either side of the weld will be included in the radiographs. Theoverlap offilm cassettes is approximately 25mm.至少10mm母材需被覆盖, 胶片重叠25mm。

作业指导书(一)Task Steering(第一版1nd edition)编制:审核:批准:执行日期:2007年10月20日1.目的Purpose1.1为使钢结构的部件和焊缝采用X射线检测时其全过程的操作规范化,以便获得合格的透照底片,正确反映产品质量。
Standardize the whole process of X-ray inspecting in order to acquire eligible negative reflecting quality of products correctly.2.适用范围Applied scope2.1本规程适用于钢结构中板厚3~40mm的对接焊缝的射线透照检测。
Thisregulations is applied to radial inspecting of butt weld of 3~40mm thickness steel structure plate.3.引用标准Quoted standards3.1ANSI/AWS D1.1(2006) “Structural welding code-steel”(钢结构焊接标准)3.2ASTM/E 747(使用金属线透度计控制射线照相检测质量的方法)3.3ASME SEC .V3.4ASME B31.34.实施步骤Procedure of performance4.1人员的要求Requirements of personnel4.1.1从事射线照相检测的人员,必须掌握射线探伤的基础技术,具有足够的部件和焊缝射线探伤经验,并掌握一定的材料,焊接基础知识。
Theperson who inspect must know basic technology of NDT, basicknowledge of welding and material but have enoughexperience.4.1.2探伤人员应由相关部门无损检测考核委员会培训和考核,并持有相关部门无损检测考核委员会认可的RTⅡ级或以上资格证书,才能从事与该等级相应的检验工作。
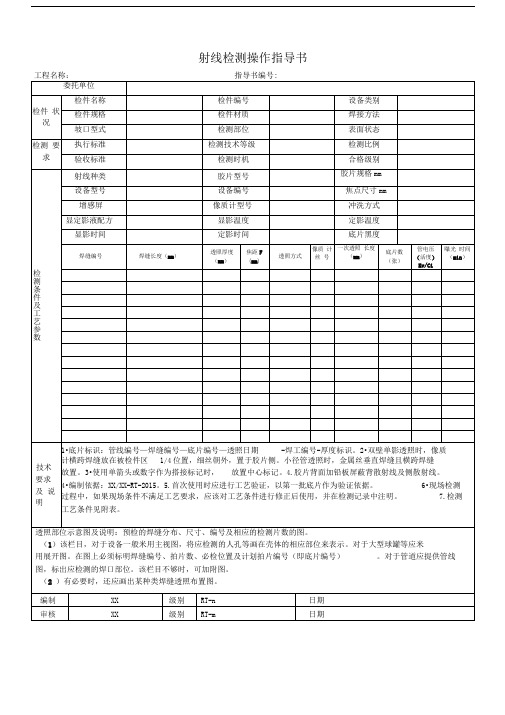
射线检测操作指导书射线检测操作指导书填写说明――“指导书编号”一般为流水顺序号,可根据单位管理体系要求来填写。
――“工程名称”按委托单填写。
――“委托单位”是指与我公司签订无损检测合同的单位或其授权的单位,负责办理委托事宜:――“检件名称”按委托单填写,其中管道填写管道编号和介质;设备填写设备位号和设备名称;――“检件编号”按委托单编写,其中管道填写管道编号或预制管段编号、设备填写设备位号,炉管填写炉位号与炉管区段号;――“设备类别”按委托单编写,根据不同的验收规范,管道可填写GC1、GC2或者SHA、SHB等、设备填写I、U、M;――“检件规格”按委托单填写,其中设各应填写设备内径X壁厚;管道应填写管子外径X壁厚;同一管道编号中所检验的不同规格均应逐一填写;――“检件材质”按委托单填写,其中同一台设备或同一管道编号中所检验的不同材质应逐一填写:――“执行标准”、“合格级别”、“检测比例”等按委托单要求填写;――“检测技术等级”按委托单要求填写,如无特殊要求,填写AB级;――“检验时机”分别填写焊后(检件材质若为有延迟裂纹倾向的,检测时机应为焊后24小时)、打磨后、热处理后、坡口准备、轧制、锻造,铸造,清根后、堆焊前、压力试验前、后等;――“表面状态”系指喷砂、打磨、机加工、轧制、漆面等;――“射线种类”根据选用的设备类型填写X射线或丫射线;――“设备型号”填写x射线探伤机或丫射线主机型号,如250EG—S2或Se-75;――“设备编号”填写公司内部对于所使用x射线探伤机或丫射线的唯一编号;――“焦点尺寸”按设备标牌上或说明书标示的尺寸填写;――“焦距”为射线源中心到胶片的距离,根据技术和标准的规定,综合照相质量、工作效率、使用方便性等因素,做出最佳选择;--- “增感屏”应填写屏的材质、前后屏厚度(单位mm),如“前后PbO.T;――“胶片牌号”应填写检验检件时使用的胶片型号,如“ AGFA-D7、AGFA-D4 ”,具体应根据所选用的射线源种类和检件材质选择。

焊缝、铸件缺陷及伪缺陷在X 射线底片上影像特征的分析樊星明一 .单个气孔 (分散气孔 )1.特征和分布状态单个气孔缺陷在焊接内部多呈单一状态均匀分布,在焊缝上部,气孔体积不大 ,呈球状或椭圆形,外表光滑。
2.X 射线检测单个气孔与 X 射线底片上能清晰地显示出气孔的球状,椭圆状轮廓,由于经常采用射线方向与焊缝纵向垂直的透照方法,我们在底片上看到的都是气孔的正投影图象,所以,在 X 射线底片上都不能反映单个气孔缺陷在焊缝横向所处位置,即不能说明单个气孔是在焊缝的上部、中部或下部。
3.形成原因A焊接前未将焊缝坡口处金属上的铁锈、油污和油漆等清理干净。
B电焊条潮湿,水分在电弧高温作用下分解成氢气和氧气等气体,溶解于液态金属中,此时假设焊缝中液态金属凝固过快,熔解气休不能及时自焊缝中逸出。
C由于电弧加热母材温度不够高,焊接速度又过快等不合理工艺因素影响。
二 .链式气孔缺陷1.特征与分布状态链式乞孔在焊缝中呈一直线分布,气孔边沿相互衔接,状如链条,链的中心与焊缝轴线平行。
在埋弧焊中带出现在母材与焊缝之间。
在单面对接焊缝中常出现在焊接底部,链式乞孔缺陷很容易和未焊透缺陷混淆。
为了与未焊透缺陷区别,链状乞孔又称细线气孔。
在焊缝边沿的纵剖面上可以看到链状气孔,在母材与焊缝分界面上呈链环状影像。
在焊缝横剖面上链状气孔是呈单个分布,并有一定距离。
链状气孔之所以有以上所述的分布状态是由于母材与焊缝边界处冷却速度大,液态金属在此处受母材激冷,首先在此处凝固。
而氢气泡在固相外表上形成时消耗的功又小,因此氢气在熔池中析出即在此处元集形成气泡,来不及逸出。
2.X 射线检测链式气孔缺陷在X 射线底片上能清晰地显示出来,有的链环状分布,连续长度有30mm 以上有的那么呈断链状。
一段一段分布在焊缝与母材边沿部位底片上呈暗色图像,在链的边沿可清楚扯到气孔圆形轮廓。
3.形成原因主要是由氢引起的,氢来源于潮湿的助熔剂和没有充分枯燥的焊条涂料中的水分。

铝合金型材对接焊缝X射线探伤检测技术摘要:本文介绍了一种基于X射线探伤技术的铝合金型材对接焊缝检测方法。
通过使用X射线探伤设备对焊缝进行扫描,获取图像数据,并利用数字图像处理技术进行图像增强和分析,实现对底架边梁焊缝的缺陷检测。
实验结果表明,该方法能够有效地检测出底架边梁焊缝的各种缺陷,具有高效、准确、可靠的特点,可以为动车组的安全运行提供有力保障。
关键词:动车组;底架边梁;焊缝;X射线探伤;数字图像处理前言:底架边梁是动车组的重要组成部分,其负责承载车体和传递车轮作用力。
在底架边梁的制造过程中,焊接工艺是不可避免的,而焊接缺陷可能会对车辆的安全运行产生严重影响。
因此,对底架边梁焊缝的检测显得非常重要。
一、铝合金型材对接焊缝检测技术(一)传统架边梁焊缝检测技术传统的底架边梁焊缝检测方法包括可视化检测、超声波检测和磁粉检测等。
然而,这些检测方法存在很多缺陷。
比如可视化检测需要对焊缝进行人工观察,操作难度大且容易出现误判;超声波检测需要对焊缝进行扫描,而且需要专业技术人员进行操作,效率较低;磁粉检测需要对焊缝进行喷粉处理,且检测结果容易受到环境因素干扰导致不稳定。
(二)X射线探伤原理X射线探伤技术是一种利用X射线穿透物质的特性进行缺陷检测的方法。
当X射线穿过被测物体时,会发生吸收和散射现象,形成不同的图像。
缺陷部位的X射线吸收率较低,因此在X射线探伤图像中表现为黑色或灰色的缺陷区域。
通过对X射线探伤图像的分析,可以确定缺陷的位置、大小、形状等信息。
相比于传统的检测方法,基于X射线探伤的底架边梁焊缝检测方法具有明显的优势。
首先,X射线探伤技术可以对焊缝进行无损检测,避免了传统检测方法中可能会对焊缝本身造成的损伤。
其次,X射线探伤技术能够快速获取焊缝的全面信息,而且检测结果可重复性好、稳定性高,能够有效避免因环境因素或人为因素等导致的误差。
此外,X射线探伤技术还能够利用数字图像处理技术对图像进行分析和处理,提高检测的准确性和效率。
焊接质量检验报告1. 引言焊接质量检验是确保焊接工艺符合标准和要求的重要步骤。
本报告旨在对焊接质量进行评估,并提供相应的检验结果和建议。
2. 检验标准和方法在进行焊接质量检验之前,我们首先要了解所需的检验标准和方法。
根据国家标准《焊接结构工程施工质量检验规范》,我们选择了以下检验项:•焊缝的外观质量•焊缝的尺寸和形状•焊缝的内部质量针对以上检验项,我们使用了以下方法进行检验:•目测检查•钢尺测量•X射线探伤3. 检验结果3.1 焊缝的外观质量通过目测检查,我们对焊缝的外观质量进行了评估。
结果显示,焊缝表面平整,无气孔、裂纹和夹渣等明显缺陷。
外观质量符合标准要求。
3.2 焊缝的尺寸和形状使用钢尺对焊缝的尺寸和形状进行了测量。
结果表明,焊缝尺寸和形状与设计要求一致,符合标准要求。
3.3 焊缝的内部质量为了评估焊缝的内部质量,我们进行了X射线探伤。
通过X射线检测,我们发现焊缝内部无明显的缺陷,如气孔、夹渣和裂纹等。
内部质量满足标准要求。
4. 结论根据我们的检验结果,焊接质量符合国家标准要求,并且各项指标均在合理范围内。
因此,我们得出结论:焊接工艺达到了良好的质量水平。
5. 建议尽管焊接质量符合标准要求,但我们仍然建议在后续的施工过程中,加强焊接工艺的控制和监测,以确保焊接质量的持续稳定。
6. 参考文献•国家标准《焊接结构工程施工质量检验规范》以上是关于焊接质量检验的报告,通过目测检查、钢尺测量和X射线探伤等方法,我们对焊接质量进行了全面的评估。
通过检验结果,我们得出结论焊接质量符合标准,并提出加强质量控制的建议。
实践经验N R78 D O I:10.11973/wsjc202105018环形核燃料元件焊缝的数字X射线成像检测汤慧,张小刚,俞东宝(中核北方核燃料元件有限公司,包头014035)摘要:环形核燃料元件是一种两面冷却的新型、高效和安全的燃料元件,为确保该元件环焊 缝的焊接质量,对其进行了数字X射线成像检测,检测结果表明,柱面环焊缝射线检测图像灵敏度(最小可见丝径)达0.20 m m,端部环焊缝射线检测图像灵敏度达0.10 m m。
通过金相试验进一步 验证了该检测方法可满足该类焊缝的质量评价要求。
关键词:环形核燃料元件;环焊缝;数字X射线成像中图分类号:TG115.28 文献标志码: B 文章编号:1000-6656(2021)05-0083-04Digital X-ray imaging inspection of annular nuclear fuel element weldTANG Hui, ZHANG Xiaogang. YU Dongbao(China North Nuclear Fuel Co.,L td.,Baotou 014035,China)Abstract :Annular nuclear fuel element is a new, efficient and safe fuel element cooled on both sides. In order to ensure the welding quality of the circumferential weld of the element, the digital X-ray imaging detection is carried out. The detection results show that the image sensitivity (minimum visible wire diameter) of cylindrical girth weld is 0.20 m m, and that of end girth weld is 0.10 mm. The metallographic test further verifies that the detection method can meet the requirements of the quality evaluation of the welds.Key words:annular nuclear fuel element;circumferential weld;digital X-ray imaging环形核燃料元件作为一种新型元件,可大幅度提高燃料元件的传热效率,降低燃料芯块温度,显著提升核电系统的安全性和经济性。
焊缝射线检测报告
报告编号:XXXX
日期:XXXX年XX月XX日
1.引言
2.检测目的
本次检测的目的是:
-评估焊接工艺的质量:通过检测焊接缺陷如裂纹、气孔、夹渣等来评估焊接的质量。
-检测焊缝的质量:通过检测焊缝形态、尺寸、密度等参数来评估焊缝的质量,并检测可能存在的缺陷。
3.检测方法
本次检测采用射线技术进行评估。
具体方法包括:
-射线源选择:使用X射线或γ射线机器作为射线源,根据不同要求进行选择。
-射线接收器:使用X射线或γ射线探测器来接收并记录射线的穿透情况。
-检测位置:对焊缝进行全面检测,包括焊缝起点、终点、焊道中心等位置。
-参数评估:根据射线透射图像,对焊缝的形态、尺寸、密度等参数进行评估和记录。
4.检测结果
通过射线检测,以下是本次检测的主要结果和结论:
-焊接质量评估:经检测,焊接质量良好,未发现明显的焊接缺陷,
如裂纹、气孔、夹渣等。
-焊缝质量评估:焊缝形态整齐、均匀,尺寸符合焊接要求。
焊缝密
度均匀,未发现严重的质量问题。
-缺陷评估:经检测,未发现明显的焊接缺陷或结构性问题。
5.结论与建议
根据本次射线检测的结果和评估,可以得出以下结论和建议:
-本次焊接工艺质量良好,不存在明显的焊接缺陷或结构性问题。
-建议进行日常维护和检修,以保持焊接质量和焊缝的良好状态。
-如有需要,可根据本次检测的结果对焊接工艺和焊缝设计进行优化。
-相关设计标准和规范。
-射线检测仪器和设备的操作手册。
编制人:XXX
审核人:XXX。
焊缝X 射线检测报告单
报告日期2011 年6 月12 日
委托单位工件名称集箱工件编号2011-02 材质20 工件规格Φ219×8 破口形式V 型焊接方法SMAW 焊工代号H14 执行标准JB/T4730.2-2005 技术等级AB 级射线机型号XXQ2505 焦点尺寸
2.0×
2.0mm
焦距600mm 管电压230KV 管电流5mA 曝光时间 3.5 分显影时间 5 分显影温度20℃停影时间20 秒定影时间8 分定影温度20℃洗片方式手工冲水方式槽式冲水时间30 分胶片类型天Ⅲ验收等级Ⅱ级探伤要求100%干燥方式自然
焊缝部位片数
等级:
ⅠⅡⅢⅣ
返修次数黑度
应识别丝
号
纵向缝
环向缝10 10 2.0~4.0 12 T 字缝
试板
管板
拼接缝
下脚圈
拼接缝
检测部位图:记事:
绘图人:年月日操作人初评复评审核
级别Ⅱ级别Ⅱ级别Ⅱ级别Ⅱ
结论合格结论合格结论合格结论合格
日期2011.6.12 日期2011.6.12 日期2011.6.12 日期2011.6.12。