1"
2目的
确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。
3适用范围
本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。
4。
5职责
计划管理部职责
3.1.1 计划管理部负责对制造部制定的标准工时定额表进行审核、发布。
3.1.2 计划管理部负责对各制造部制定、下发标准工时测定计划。
3.1.3 计划管理部负责对各制造部进行工时效率考核、UST奖金考核。
3.1.4 计划管理部负责更新并保存日常工时数据。
3.1.5 计划管理部对各部门工时负责人员的资格评定及评价。
各制造部职责
)
3.2.1 各制造部按照标准工时的计算方法制定所有产品的标准工时定额表,定期按计划或因需要对标准工时定额表进行修订。
3.2.2 各制造部门工时负责人员任职条件及工作内容
6程序要求
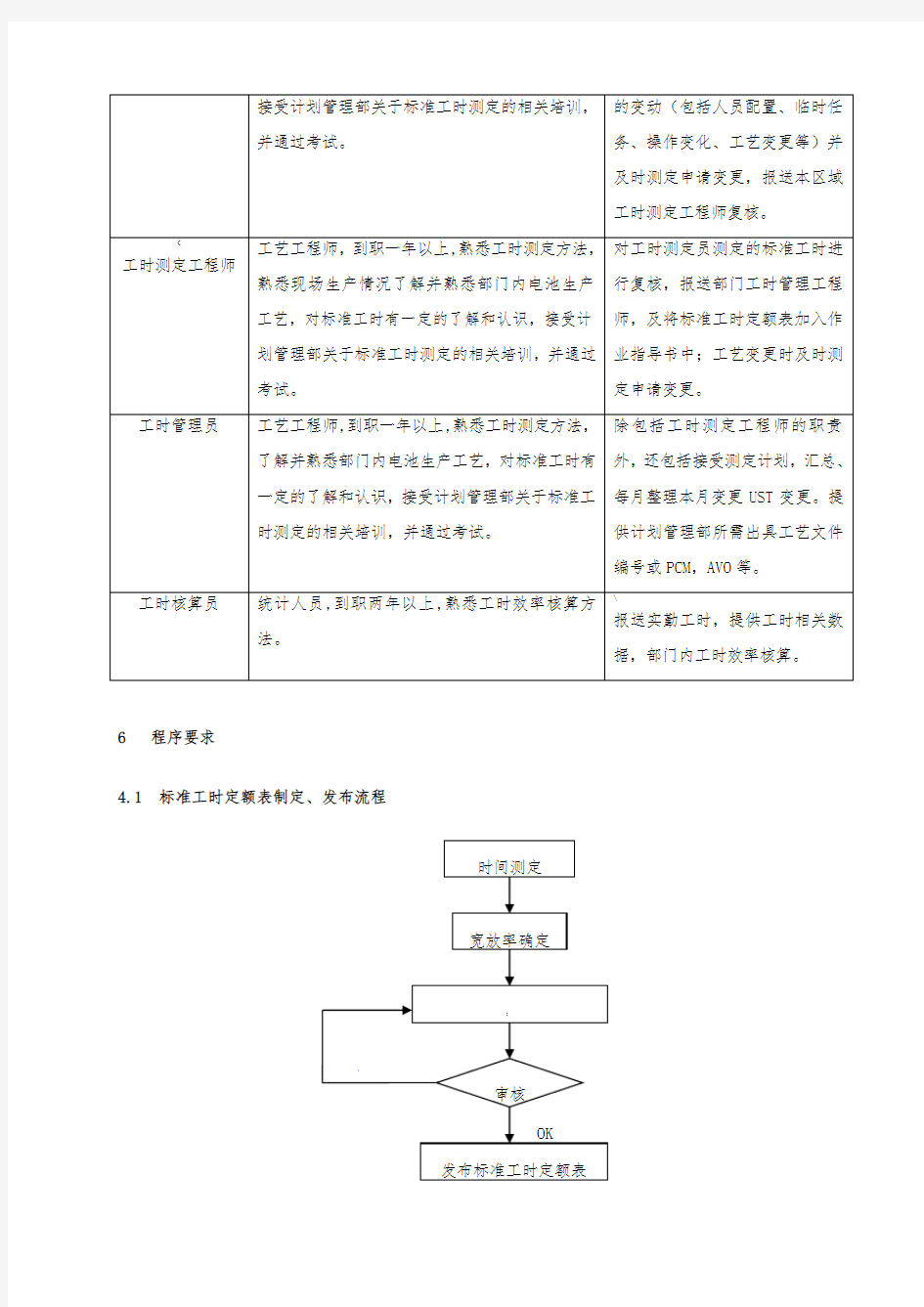
4.1标准工时定额表制定、发布流程
图1
4.1.1 各制造部工时测定员生产现场实地观摩测出各工序的实际作业时间值记入工序作业时间记录表并进行现场评价,将现场记录的手写版工序作业时间记录表交至计划管理部存档、备查。
4.1.2 各制造部由根据LS/标准工时宽放率的制定及变更的管理规定确定各工序宽放率,并将宽放率填入宽放率评价表,交至计划管理部存档、备查。
4.1.3 各制造部工时测定员根据各工序的实际作业时间及宽放率计算出各工序的标准时间,编制标准工时定额表。产品的标准工时的计算方法参考下述(标准工时的计算方法)。
4.1.4 各制造部工时测定工程师对工时测定员测定的标准工时进行复核,确认后加入作业指导书中等待审批。
4.1.6 各型号产品的各工序标准工时定额表制定后,经生产技术科科长审批后,再由计划管理部进行审核,计划管理部汇总编制标准工时汇总表。
》
4.1.7 当对产品的标准工时产生异议时,由制造部工时管理员安排进行重新测定,修订后再次报送计划管理部进行审核。
4.1.8 对同一种产品的标准工时进行两次审核后若仍产生异议,标准工时按照计划管理部测算出的结果进行颁布实施。
4.1.9 各制造部在测定标准工时需通知计划管理部该型号、该工序的具体生产时间,以便掌握现场测定及复核时间,否则无法复核造成的WI批准延迟责任归该制造部。
标准工时的制定方法
4.2.1 标准工时:标准工时是在正常的作业条件下,以标准的作业方法和设备,在合理的劳动强度和正常的作业速度下完成达到规定的质量要求的单位作业量所需的作业时间。
4.2.2 标准工时申请条件:有受控工艺文件、工艺流程图支持且可增值的工序。
4.2.3 标准工时的基本构成:标准时间 = 正常作业时间×(1+宽放率)
4.2.4 宽放率的构成、定义、计算方法详见LS/标准工时宽放率的制定及变更
$
4.2.5 时间测定方法
选定被测时间的作业工序,将每一单位作业分割成具体的作业要素、必要时再对作业要素分割成具体的动作要素。
划分原则及示例如表
选定被测作业工序的作业者。作业者入厂时间需在3个月以上,工作时间6个月至1年为宜,或作业熟练度在平均值以上。
时间测定次数:5次以上。
时间测定用具:具百分秒的秒表或数码摄像机、观测板。
时间测定
…
观测者最好站在距离被观测者前方~2.0米距离为宜。若可清楚分辨出被观测者的动作时,也可采用斜后方观测。
秒表不停、依作业要素记入时间、一个周期为一个作业的总时间。
在计时器观测过程中、如出现非正规之作业要素或不正常之数据、这些异常状况所产生之数据应剔除不计入。
根据作业评价系数表(见附表5)判定被观测对象的熟练度和努力度,并和各工序的作业时间一并记录在生产工序作业时间记录表中,对作业时间进行分析。
对测量时间进行时间评价。(评价方法参见附表5-作业评价系数表)
标准工时的计算方法
4.3.1 单位标准工时(UST:Unit Standard Time)的种类:
a) 分布式作业标准工时:例如准备作业、前加工作业等
(
b) 流水式生产线作业标准工时:例如装配线加工作业
c) 人机配合式作业标准工时:机加工、冲压作业
4.3.2 单位标准工时(UST)的计算方法
4.3.2.1 分布式作业标准工时:例如极片裁切、手工卷绕等。
UST =观测时间×(1+评价系数)/ 加工单元×单只电池用量×(1+宽放率)
4.3.2.2流水式生产线作业标准工时:例如半自动装配线加工作业。
UST =瓶颈工序标准时间CT 流水线定员
瓶颈工序标准时间CT = MAX(各工序CT)
…
工序CT =[ 观测时间×(1+评价系数)/加工单元×单只电池用量×(1+宽放率)]/ 定员
4.3.2.3 人机配合式作业标准工时:例如倒吸注液、抽真空作业、真空封口等。
4.3.2. 人员为主之作业
UST =CT 定员
CT =周程时间/周程内加工批量×宽放率
4.3.2. 机器为主之作业
UST =CT 定员
CT =周程时间/周程内加工批量×宽放率
&
4.3.2. 自动卷绕工序标准工时
UST=(自动卷绕时间+每次换正极片时间/正极片数量+每次换负极片时间/负极片数量+每次换隔膜时间/隔膜长度×单支隔膜长度+每次换铝极耳时间/铝极耳重量×单支铝极耳重量+每次换镍极
耳时间/镍极耳重量×单支镍极耳重量+每次换保护胶带时间/保护胶带长度×单支保护胶带长度+每次换终止胶带时间/终止胶带长度×单支终止胶带长度+单只电池正极片长度×正极片断带率×每次处理断带时间+单只电池负极片长度×负极片断带率×每次处理断带时间)×(1+宽放率)×定员
4.3.2. 过厚工序标准工时
过厚工序UST分为工装过厚一个电池工时UST1和取出一个超厚电池工时UST2
第一次观测时间ST1=UST1×加工单元+UST2×第一次观测中的超厚电池数
第二次观测时间ST2=UST1×加工单元+UST2×第二次观测中的超厚电池数
4.3.3 计划产量工时(计划工时)核算方法
4.3.3.1 普通工序计划产量工时计算方法
·
计划产量工时=计划产量×UST
4.3.3.2 特殊工序计划产量工时计算方法
计划产量工时=每月一等电池产量×UST1+每月二等电池产量×(2×UST1+UST2)+每月三等电池产量×(3×UST1+2×UST2)+……
标准工时定额表填写
4.4.1 单工序作业时间编制于分布式作业标准工时定额表(见附表1)
4.4.2 流水线作业时间编制于流水线作业标准工时定额表(见附表2)
4.4.3 标准人机配合式作业编制于标准人机配合式作业标准工时定额表(见附表3)
4.4.4 自动卷绕作业时间编制于特殊人机配合式作业标准工时定额表-全自动卷绕(见附表4)
%
4.4.5 作业评价系数表(见附表5)
标准工时测定计划编制于标准工时测定计划通知单(见附表6)
4.4.7 标准工时的变更流程
图2
!
4.5.1 当因工艺变更及技术改善或其它原因导致标准工时定额表需要更改时,各制造部需重新测定,修订标准工时定额表。
4.5.2 各型号产品的各工序标准工时定额表修改后,先经生产技术科科长审批,再由计划管理部进行审核,当对所修改的标准工时产生异议时,由制造部工时管理员重新测定,再次修订后报送计划管理部审核。对同一标准工时修订结果进行两次审核后若仍产生异议,计划管理部将采用MOD法对标准工时进行评估并实施。
计划管理部将标准工时定额的变更情况填写到产品标准工时修订台帐中,详细记录UST变化情况。制造部工时管理员每月负责将本部门当月已审核并汇签通过后的UST变更情况汇总整理,形成本部门每月UST变更情况汇总,并由部长或部门相关负责人签字确认送交计划管理部。
处于量产初期的新产品,原则上每一个月修正一次标准时间;进入量产成熟期的产品其标准时间原则上每三个月修正一次。计划管理部每月从计划管理部收集下月各部门的生产计划,制定各部门到期需变更的工时等标准工时测定计划并下发给各制造部工时管理员。日常工作中若发现现场生产情况与标准工时定额表不符,或产能提升等情况,计划管理部将随时下发标准工时测定计划进行标准工时的修正。
标准工时的日常管理办法
4.6.1 计划管理部按产品型号分类,设专门文件夹保存该产品的各工序标准工时定额表。
4.6.2 所有产品的标准工时定额表由档案室负责日常保管。相关部门需要查阅时可向档案室进行查询。|
4.6.3 当因工艺变更及技术改善或其它原因导致标准工时定额表的内容需要修改时,必须向计划管理部进行申请,经计划管理部重新审核并通过后方可颁布实施。
4.6.4 标准工时及标准工时定额表等工艺文件的发放和管理严格按ISO文书管理的相关标准执行并作相应记录。
7相关文件
LS/ 标准工时宽放率的制定及变更
LS/ 生产工时效率评估及考核
8|
9记录
LS/ 生产工序作业时间记录表
LS/ 产品标准工时修订台帐
LS/ 标准工时汇总表
10修订记录
@
:
!
…
<
附表1
注:此表若用于作为作业指导书中,其格式可按《电池及电池组作业指导书编写规定》进行编写。附表2
注:此表若用于作为作业指导书中,其格式可按《电池及电池组作业指导书编写规定》进行编写。附表3
注:此表若用于作为作业指导书中,其格式可按《电池及电池组作业指导书编写规定》进行编写。附表4
注:此表若用于作为作业指导书中,其格式可按《电池及电池组作业指导书编写规定》进行编写。附表5
;
附表6