数控手工编程的方法与步骤
- 格式:doc
- 大小:38.00 KB
- 文档页数:17
数控手工编程的方法及步骤
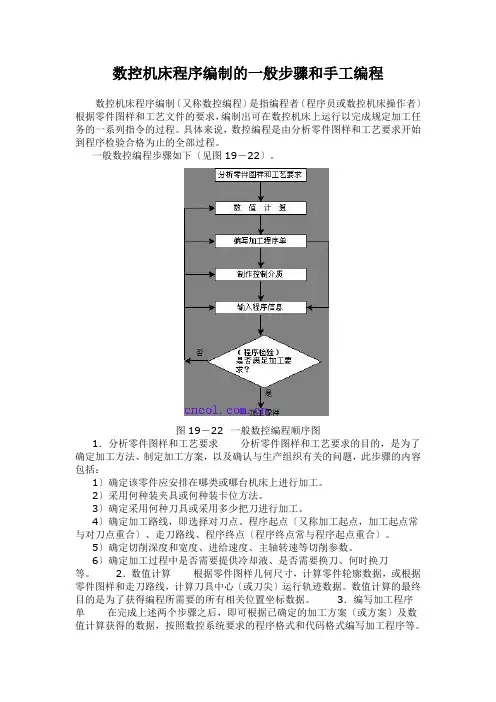
数控编程的要紧内容有:分析零件图样确定工艺过程、数值计算、编写加工程序、校对程序及首件试切。
编程的具体步骤讲明如下:
1.分析图样、确定工艺过程
在数控机床上加工零件,工艺人员拿到的原始资料是零件图。
依照零件图,能够对零件的形状、尺寸精度、表面粗糙度、工件材料、毛坯种类和热处理状况等进行分析,然后选择机床、刀具,确定定位夹紧装置、加工方法、加工顺序及切削用量的大小。
在确定工艺过程中,应充分考虑所用数控机床的指令功能,充分发挥机床的效能,做到加工路线合理、走刀次数少和加工工时短等。
此外,还应填写有关的工艺技术文件,如数控加工工序卡片、数控刀具卡片、走刀路线图等。
2.计算刀具轨迹的坐标值
依照零件图的几何尺寸及设定的编程坐标系,计算出刀具中心的运动轨迹,得到全部刀位数据。
一般数控系统具有直线插补和圆弧插补的功能,关于形状比较简单的平面形零件(如直线和圆弧组成的零件)的轮廓加工,只需要计算出几何元素的起点、终点、圆弧的圆心(或圆弧的半径)、两几何元素的交点或切点的坐标值。
假如数控系统无刀具补偿功能,则要计算刀具中心的运动轨迹
坐标值。
关于形状复杂的零件(如由非圆曲线、曲面组成的零件),需要用直线段(或圆弧段)逼近实际的曲线或曲面,依照所要求的加工精度计算出其节点的坐标值。
3.编写零件加工程序
依照加工路线计算出刀具运动轨迹数据和已确定的工艺参数及辅助动作,编程人员能够按照所用数控系统规定的功能指令及程序段格式,逐段编写出零件的加工程序。
编写时应注意:第一,程序书写的规范性,应便于表达和交流;第二,在对所用数控机床的性能与指令充分熟悉的基础上,各指令使用的技巧、程序段编写的技巧。
4.将程序输入数控机床
将加工程序输入数控机床的方式有:光电阅读机、键盘、磁盘、磁带、存储卡、连接上级计算机的DNC接口及网络等。
目前常用的方法是通过键盘直接将加工程序输入(MDI方式)到数控机床程序存储器中或通过计算机与数控系统的通讯接口将加工程序传送到数控机床的程序存储器中,由机床操作者依照零件加工需要进行调用。
现在一些新型数控机床差不多配置大容量存储卡存储加工程序,当作数控机床程序存储器使用,因此数控程序能够事先存入存储卡中。
5.程序校验与首件试切
数控程序必须通过校验和试切才能正式加工。
在有图形模拟功能的数控机床上,能够进行图形模拟加工,检查刀具轨迹的正确性,对无此功能的数控机床可进行空运行检验。
但这些方法只能检验出刀具运动轨迹是否正确,不能查出对刀误差、由于刀具调整不当或因某些计算误差引起的加工误差及零件的加工精度,因此有必要通过零件加工的首件试切的这一重要步骤。
当发觉有加工误差或不符合图纸要求时,应分析误差产生的缘故,以便修改加工程序或采取刀具尺寸补偿等措施,直到加工出合乎图样要求的零件为止。
随着数控加工技术的进展,可采纳先进的数控加工仿真方法对数控加工程序进行校核。
数控加工程序指令代码
在数控机床加工程序中,我国和国际上都广泛使用预备功能G指令、辅助功能M指令、进给功能F指令、刀具功能T指令和主轴转速功能S指令等5种指令代码来描述加工工艺过程和数控机床的各种运动特征。
1.预备功能字G。
预备功能字的地址符是G,又称G功能或G指令。
它是建立机床或操纵数控系统工作方式的一种命令,一般用来规定刀具和工件的相对运动轨迹(即插补功能)、机床坐标系、坐标平面、刀具补偿和坐标偏置等多种加工操作,以及厂家自定义的多种固定循环指令和宏指令调用等。
它由地址符G及其后的两位数字或三位数字组成。
一个数控系统的G代码多少可衡量其功能的强弱。
2.主轴转速功能字S
主轴转速功能字的地址符是S,因此又称S功能或S指令。
它由主轴转速地址符S及数字组成,数字表示主轴转数,其单位按系统讲明书的规定。
现在一般数控系统主轴已采纳主轴操纵单元,能使用直接指定方式,即可用地址符S 的后续数字直接指定主轴转数。
例如,若要求1200r/min,则编程指令为S1200。
3.进给功能字F
进给功能字的地址符是F,因此又称F功能或F指令。
它由进给地址符F及数字组成,数字表示切削时所指定的刀具中心运动的进给速度。
那个数字的单位取决于每个系统所采纳的进给速度的指定方式。
现在一般数控系统都能使用直接指定方式,即可用地址符F的后续数字直接指定进给速度。
关于车床系统,可分为每分钟进给和主轴每转进给两种方式表示,一般分不用G94、G95规定;关于铣床系统,一般只用每分钟进给方式表示。
F地址在螺纹切削程序段中还常用来指定螺纹导程。
4.刀具功能T
刀具功能字的地址符是T,因此又称T功能或T指令。
它用以指定切削时使
用的刀具的刀号及刀具自动补偿时编组号。
其自动补偿的内容有:刀具对刀后的刀位偏差、刀具长度及刀具半径补偿。
在编程中,其指令格式因数控系统不同而异,要紧格式有以下两种:
(1) 采纳T指令编程
由刀具功能地址符T和数字组成。
T后面的数字用来指定刀具号和刀具补偿号。
(2) 采纳T、D指令编程
使用T功能指令选择刀具号,使用D功能选择相关的刀具偏置量。
5.辅助功能(简称M功能)
辅助功能字的地址符是M,因此又称M功能或M指令。
它由辅助功能地址符M和两位数字组成,要紧用于表示数控程序停止、主轴启动及顺和逆、主轴停止、换刀、程序结束并返回、冷却液开与关等功能的指令、各种进给操作时的辅助动作及其状态。
辅助功能指令也有M00~M99,共计100种,我国JB/T3208-1999标准对M指令的功能进行了定义。
需要讲明的是,数控机床的指令在国际上有专门多标准,并不完全一致。
而随着数控加工技术的进展、不断改进和创新,其系统功能更加强大和使用上会更加方便。
在不同数控系统之间,功能指令字也会更加丰富,程序格式上的差异也会一定存在。
数控加工工艺
机械加工工艺过程是指用材料去除方法改变毛坯的形状、尺寸和表面质量,使其成为达到设计要求的过程。
数控机床的加工工艺与一般机床的加工工艺有许多相同之处,遵循的原则差不多一致。
也有许多不同,最大的不同表现在切削刀具轨迹的操纵方式上。
同时由于数控机床本身自动化程度较高,设备费用较高,因此数控机床加工相应形成了自己的特点:
1.数控加工的工艺内容设计十分具体
在使用通用机床加工时,许多具体的工艺问题,如工艺中各工步的划分与安排,刀具的几何形状,走刀路线及切削用量等,在专门大程度上差不多上由操作工人依照自己的实践经验和适应自行考虑和决定的,一般无须工艺人员在设计工艺规程时进行过多的规定。
而在数控机床加工时,上述这些具体工艺问题,不仅成为数控工艺设计时必须考虑的内容,而且还必须做出正确的选择并编入加工程序中。
2.数控加工的工艺设计特不严密
数控机床尽管自动化程度较高,但自适应性差。
它不能像通用机床加工时能够依照加工过程中出现的问题比较灵活的适时的进行人为的调整。
即使现代数控机床在自适应调整方面作出了许多努力与改进,但其自由程度也不大。
比如,数控机床加工螺纹孔时,它不明白孔中是否差不多挤满了切屑,是否需要退一下刀,或先清理一下切屑再进刀。
因此,在数控加工的工艺设计中,必须注意加工过程中的每一个细节,计算和编程时,都要力求正确无误。
3.数控加工的操作程序化相当严格
由于数控加工自动化程度高、可多轴联动,便于工序集中安排。
但数控机床价格昂贵,操作技术要求高,所加工的对象也差不多上一些形状比较复杂、价值也比较高的零件,稍有不慎损坏了零件或损坏了机床、刀具,都会造成较大损失。
因此对数控机床加工操作的差不多步骤的程序化要求相当严格。
从工艺设计→编写程序→校验程序→零件加工的每一步都不能忽视,其中程序校验更是重要的一环。
在实际工作中,由于一个小数点或一个符号的差错而酿成重大机床事故和质量事故的例子也屡见不鲜。
4.数控加工机床的合理应用
依照数控加工的特点,正确选择加工方法和加工对象,充分发挥数控机床加工的优点,取得良好的经济效益是我们在进行工艺设计中必须考虑的一个重要问题。
数控加工工艺的应用有专门大的灵活性,对同一个加工内容,可能有。