汽车转向节的锻造工艺付翔
- 格式:pdf
- 大小:362.41 KB
- 文档页数:5
CA141汽车左转向节的加工工艺规程及夹具设计汽车左转向节是汽车悬挂系统中的重要组成部分,也是驾驶员控制车辆转向的关键部件。
其加工工艺与夹具设计对产品质量和生产效率有着重要影响。
本文将从左转向节的加工工艺规程和夹具设计两方面进行详细阐述,以期提高生产效率和产品质量。
一、左转向节的加工工艺规程1.左转向节的加工工艺包括热处理、粗加工、精加工和装配等工序。
2.热处理工艺:将左转向节进行淬火处理,提高其硬度和强度,防止变形和破裂。
3.粗加工工艺:包括车削、铣削、钻孔等工序,用来对左转向节进行形状加工和孔加工。
4.精加工工艺:包括磨削、镗孔、修正等工序,用来对左转向节进行尺寸精加工和表面精加工。
5.装配工艺:将加工好的左转向节与其他零部件进行组装,如轴承、轴套等。
6.每个工序需要制定相应的工艺卡和工艺文件,明确每个工序的工艺参数和要求,以确保整个加工过程的质量和效率。
二、夹具设计1.夹具设计需要根据加工工艺规程的要求和产品的特点进行合理设计。
2.夹具的主要功能是固定和定位左转向节,以确保加工过程中的稳定性和精度。
3.夹具的设计原则:合理、经济、易操作。
4.夹具的设计要考虑以下几个方面:夹紧力的大小、夹紧方式、夹紧点的位置、定位方式、防止变形的方式等。
5.夹具需要具备可调节的功能,可以根据产品的不同规格和尺寸进行调整,以适应不同的加工要求。
6.夹具的制造材料需要具备高强度和刚度,以确保夹具的可靠性和使用寿命。
7.在夹具设计过程中,需要进行必要的试验和优化,以改善夹具的稳定性和准确性。
总结:左转向节的加工工艺规程和夹具设计对汽车悬挂系统的质量和生产效率有着重要影响。
通过制定合理的加工工艺规程和设计合理的夹具,可以提高产品的加工精度和生产效率,同时降低成本和人力投入。
因此,在汽车零部件加工过程中,要重视加工工艺和夹具设计的重要性,不断优化和改进,以满足市场需求和客户要求。
铸铁转向节铸造工艺哎呀,说起铸铁转向节的铸造工艺,这可真是个技术活儿。
你瞧,这玩意儿虽然看起来挺简单的,但里面门道可不少。
咱们今天就来聊聊这个,就像老朋友聊天一样,轻松点,不整那些高深莫测的术语。
首先,咱们得知道,铸铁转向节是干啥用的。
这玩意儿,说白了,就是汽车转向系统中的一个关键部件,负责连接车轮和转向系统,让车轮能跟着方向盘转。
你开车的时候,方向盘一转,这转向节就开始工作了,所以它的质量可得过硬。
好了,咱们开始说铸造工艺。
铸造,简单来说,就是把熔化的金属倒进模具里,等它冷却凝固后,就成了我们需要的形状。
铸铁转向节的铸造,一般用的是砂模铸造,这种工艺成本相对较低,而且灵活性高。
咱们先得准备模具。
这模具得做得特别精细,因为转向节的形状复杂,精度要求高。
模具做好了,下一步就是准备铁水。
铁水得烧得滚烫,这样才能保证流动性好,能填满模具的每一个角落。
倒铁水的时候,得小心翼翼的,不能急,也不能慢。
太快了,铁水会溅出来,太慢了,铁水的温度就不够,凝固得不均匀。
这可是个技术活儿,得有经验的老师傅来操作。
铁水倒进模具后,就得耐心等待它冷却凝固了。
这个过程,得控制好温度,不能太高,也不能太低。
太高了,铁水凝固得慢,太低了,铁水还没凝固好就冷了,会影响质量。
等铁水凝固好了,就可以把模具敲开,取出里面的转向节了。
这时候,转向节还是粗糙的,得经过打磨、清理,才能变得光滑。
最后,还得进行一系列的检测,确保转向节的尺寸、形状都符合要求,没有裂纹、气孔这些缺陷。
合格的转向节,才能被送到汽车厂,装到车上。
你看,这铸铁转向节的铸造工艺,虽然听起来简单,但实际操作起来,每一步都得小心翼翼,不能有半点马虎。
这就像咱们做人一样,得脚踏实地,一步一个脚印,才能做出好产品,也才能赢得别人的信任和尊重。
好了,今天的聊天就到这里了。
下次有机会,咱们再聊聊别的,比如怎么保养汽车,或者怎么挑选好吃的水果。
咱们下次见!。
重型汽车转向节的锻造
傅翔
【期刊名称】《锻压机械》
【年(卷),期】1990(025)002
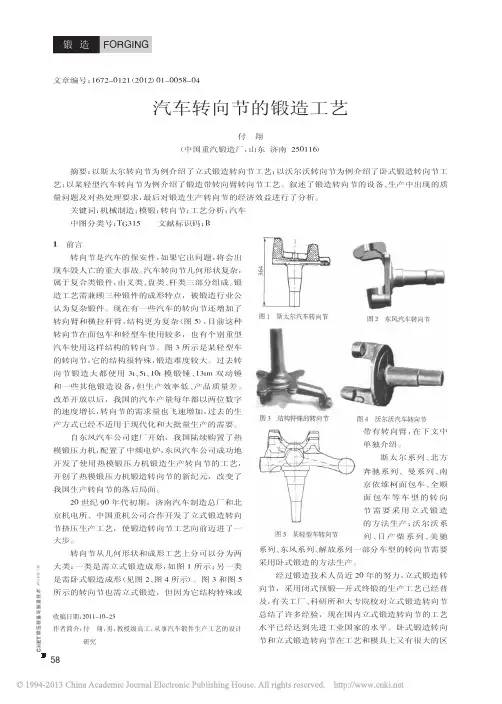
【摘要】以JN150八吨重型汽车转向节为例,详细介绍了目前在锻造生产工艺、模具设计和生产中遇到的一些问题。
最后对重型汽车转向节锻造工艺的改进提出了几点设想。
【总页数】3页(P22-24)
【作者】傅翔
【作者单位】无
【正文语种】中文
【中图分类】U469.2
【相关文献】
1.重型汽车转向节的挤压锻造 [J], 刘加臣;李相伟
2.40Cr钢转向节锻造后表面鼓包研究 [J], 刘泽亚;吴俊雄
3.重型汽车转向节强度和模态的有限元分析 [J], 崔淮维
4.重型汽车转向节臂加工工艺 [J], 王华东;孟忠良;葛帅
5.重型汽车转向节臂加工工艺 [J], 王华东;孟忠良;葛帅
因版权原因,仅展示原文概要,查看原文内容请购买。