PLC和触摸屏组合控制系统应用
- 格式:pdf
- 大小:1.34 MB
- 文档页数:2
PLC与人机界面HMI的配合使用随着自动化技术的发展,PLC(可编程逻辑控制器)和人机界面HMI(Human Machine Interface)已成为现代工业领域中不可或缺的技术。
PLC负责逻辑控制,而HMI则负责与操作员进行交互和监控。
本文将探讨PLC与HMI的配合使用,并探讨其在工业自动化中的应用。
一、PLC与HMI的基本介绍PLC是一种专门设计用于控制工业过程的电子设备。
它能够根据程序的需求,执行各种逻辑操作,如计数、定时、判断等。
PLC的输入和输出接口能够与各种传感器和执行器相连接,实现对工业设备的控制。
HMI是一种用于人机交互的设备,可以通过触摸屏或键盘等方式,使操作员与PLC进行交互。
HMI通常包含一个可视化界面,可以显示各种参数、状态和报警信息等。
操作员可以通过HMI对PLC进行编程、监控和控制。
二、PLC与HMI的配合优势1. 高效可靠:PLC和HMI之间通过串口或以太网等方式进行通信,实时传输数据,确保系统的稳定性和可靠性。
操作员可以直接在HMI上进行设备控制和检测,大大提高了工作效率。
2. 灵活性:PLC的程序可以通过HMI进行编程和修改,无需专业编程人员介入。
这使得操作员能够根据实际需求进行快速调整和改变。
同时,HMI的可视化界面能够直观地显示工艺参数和设备状态,方便操作员进行监控和调试。
3. 故障排除:PLC和HMI协同工作,能够更方便地进行故障排查和维修。
当系统出现问题时,操作员可以通过HMI上的报警信息和参数显示快速定位故障原因,并采取相应的措施进行处理。
4. 数据管理:PLC可以与HMI共同完成数据采集和存储,实现工艺过程的数据管理。
通过HMI可以方便地查看历史数据、生成报表和趋势图,为工艺优化和决策提供数据支持。
三、PLC与HMI的应用场景PLC与HMI的配合使用广泛应用于各种工业自动化领域,以下是一些常见的应用场景:1. 生产线控制:PLC负责监控和控制生产线上的各个设备,而HMI 则提供操作界面,方便操作员进行调试和控制。
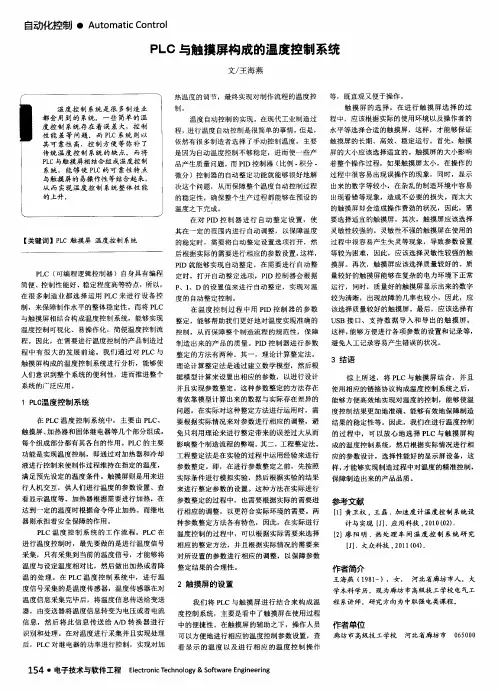
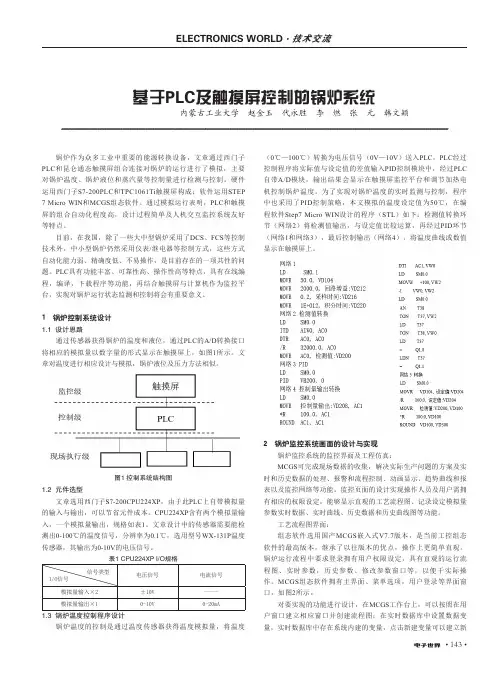
• 143•锅炉作为众多工业中重要的能源转换设备,文章通过西门子PLC 和昆仑通态触摸屏组合连接对锅炉的运行进行了模拟,主要对锅炉温度、锅炉液位和蒸汽量等控制量进行检测与控制。
硬件运用西门子S7-200PLC 和TPC1061Ti 触摸屏构成;软件运用STEP 7 Micro WIN 和MCGS 组态软件。
通过模拟运行表明,PLC 和触摸屏的组合自动化程度高,设计过程简单及人机交互监控系统友好等特点。
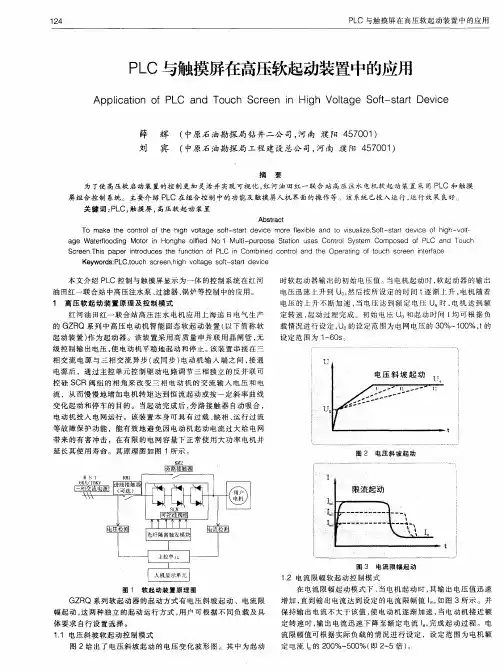
目前,在我国,除了一些大中型锅炉采用了DCS 、FCS 等控制技术外,中小型锅炉仍然采用仪表/继电器等控制方式,这些方式自动化能力弱、精确度低、不易操作,是目前存在的一项共性的问题。
PLC 具有功能丰富、可靠性高、操作性高等特点,具有在线编程,编译,下载程序等功能,再结合触摸屏与计算机作为监控平台,实现对锅炉运行状态监测和控制将会有重要意义。
1 锅炉控制系统设计1.1 设计思路通过传感器获得锅炉的温度和液位,通过PLC 的A/D 转换接口将相应的模拟量以数字量的形式显示在触摸屏上,如图1所示。
文章对温度进行相应设计与模拟,锅炉液位及压力方法相似。
图1 控制系统结构图1.2 元件选型文章选用西门子S7-200CPU224XP ,由于此PLC 上自带模拟量的输入与输出,可以节省元件成本。
CPU224XP 含有两个模拟量输入,一个模拟量输出,规格如表1。
文章设计中的传感器需要能检测出0-100℃的温度信号,分辨率为0.1℃,选用型号WX-131P 温度传感器,其输出为0-10V 的电压信号。
表1 CPU224XP I/O规格信号类型 I/O信号电压信号电流信号模拟量输入×2±10V -----模拟量输出×10-10V0-20mA1.3 锅炉温度控制程序设计锅炉温度的控制是通过温度传感器获得温度模拟量,将温度(0℃—100℃)转换为电压信号(0V —10V )送入PLC ,PLC 经过控制程序将实际值与设定值的差值输入PID 控制模块中,经过PLC 自带A/D 模块,输出结果会显示在触摸屏监控平台和调节加热电机控制锅炉温度。
PLC+触摸屏在起重设备中的运用随着科技的不断发展,PLC(可编程逻辑控制器)和触摸屏已经广泛应用于各行各业中,包括起重设备领域。
PLC+触摸屏在起重设备中的运用,不仅提高了起重设备的自动化水平,还大大提高了起重设备的安全性和效率。
本文将深入探讨PLC+触摸屏在起重设备中的运用及其优势。
1. 系统控制:PLC作为系统控制的核心,通过控制起重设备的运行、停止、升降、旋转等功能,实现起重设备的自动化操作。
触摸屏作为人机交互的载体,可以实时监测设备运行状态,控制设备的各项操作,方便操作人员进行操作控制。
2. 故障诊断:PLC可以实时监测设备运行时的各项参数,一旦发现异常,可以通过触摸屏进行故障诊断,及时发现并解决问题,保证设备正常运行。
3. 数据记录:PLC可以记录设备运行时的各项参数,包括起重量、起重高度、升降速度等信息。
触摸屏可以实现对这些数据的实时监测和记录,为设备的运行管理提供重要的参考依据。
4. 远程监控:通过PLC+触摸屏系统,可以实现对起重设备的远程监控,操作人员可以通过触摸屏进行远程操作和监控,实现对设备的实时管理。
1. 提高设备的自动化水平:PLC+触摸屏可以实现对起重设备的全面自动化控制,大大提高了设备的自动化水平,降低了人工操作的需求,提高了设备的精准性和稳定性。
2. 提高设备的安全性:PLC可以通过逻辑控制实现对设备的全面监测和控制,一旦发现异常情况,可以及时做出响应,保证设备的安全运行。
触摸屏可以实时显示设备运行状态和参数,方便操作人员及时发现并处理问题,提高了设备的安全性。
4. 降低运行成本:PLC+触摸屏系统可以实现对设备的精细化管理和远程监控,减少了人工操作和维护成本,降低了设备的运行成本。
1. 电动单梁起重机:某工厂引进了PLC+触摸屏系统,对电动单梁起重机进行了升级改造。
PLC实现了对起重机的全面控制,包括起升、左右移动、前后移动等功能。
触摸屏实现了对起重机运行状态的实时监测和控制,操作人员可以通过触摸屏对起重机进行精准操作,提高了设备的安全性和效率。
触摸屏与PLC的通信与连接1 引言随着控制技术的不断发展,触摸屏与可编程控制器在工业控制中的应用越来越广泛。
触摸屏又称可编程终端( Prograirvnable Tennimal ),简称PT,它是新一代高科技图形化人机界面产品。
它具有强大的显示功能和操作功能,既可以对生产现场、设备进行实时显示和监控,同时又可以在其屏上设置触摸开关,对设备进行操作。
触摸屏与PLC连接起来组成的控制系统的具体应用是:触摸屏完成对设备的操作、显示、报警,PLC则根据生产工艺的要求,编制程序,直接对设备进行控制。
触摸屏替代了原控制中的显示盘、操作盘,PLC 替代原控制中的控制盘,这种方式摒弃了传统电气控制中的继电器、指示仪表、操作开关,变硬件设备为软件设备,具有占地少、控制精度高、功能强、可编程、智能化等诸多特点。
当前在一些控制要求较高,参数变数多,硬件接线有变化的场所,触摸屏与PLC控制形式已占主导地位。
那么触摸屏与PLC是如何通信和连接的,不同厂家的产品其通信连接的方法也不尽相同。
下面以广泛应用的OMRON公司生产的触摸屏NT631/NT631 C与其公司的PLC的通信连接为主、对这方面的内容做介绍(以下对触摸屏简称PT、可编程控制器PLC在此也称上位机)。
1 NT631/NT631 C与PLC的通信方式NT631/NT631 C与PLC之间有三种通信方式,即上位链接方式、NT链接(1 :1 )方式、NT链接(1 3V)方式。
所谓上位链接就是以可编程终端PT发出命令信息给PLC,PLC返回响应信息,以这样会话式的顺序读出或写入PLC继电器、数据存储器及各种设定状态的信息。
上位机以1 :1连接方式链接到>},上位机的字和位通过上位链接通讯方式读出并显示。
这种方式可用干连接大多数类型的PLC。
NT链接是一种用直接连接功能与PLC高速通信的方法。
所谓NT链接1 :1就是指PLC与PT1对1连接。
通过NT链接(1 :1)通信方式读出并显示上位机的字和位。
欧姆龙plc和台达触摸屏的组合应用本系统组合应用了欧姆龙PLC和台达触摸屏,通过触摸屏给PLC发送命令来控制六个压头的压装,PLC通过模拟量输入端口实时采集压装位移与压力进行实时判断并将采集的数据同时传送到CF卡中(通过用Delphi编制的软件对CF卡中的数据进行处理,不仅使每个零件的加工过程压力-位移数据有序的显示,并形成位移-压力曲线以方便工艺分析)与触摸屏的存储器中(将力和位移形成位移-压力曲线方便操作者进行观察和进行工艺分析)。
文章介绍了系统的设计过程,论述了相应触摸屏界面的制作方法及PLC程序的设计方法,并给出典型的程序段。
1 引言本文组合应用PLC与触摸屏来实现系统控制功能。
系统的组成系统所采用的CJ1M型PLC是配有内置I/O的高速、先进、小巧的PLC。
它采用通信模块插件充实通信功能,提供与触摸屏及计算机等RS232设备连接的通道,同时支持协议宏、Host Link通信、1︰N NT连接、串行网关及无协议模式。
图1系统中,Port(RS232)与触摸屏连接,Peripheral与计算机相连。
触摸屏与主机串行通信方式分为两种:直接存取通信和Memory Link通信。
直接存取通信(Direct Access),即无需编程的通信方式,此种方式多用于与PLC、变频器之间的通信,此种方式的通信只需指定PLC型号即可;Memory Link通信,此种方式主要用于触摸屏与计算机、单片机等带有串行通信的智能设备之间的连接。
在主机上,需要编写与触摸屏之间的读/写数据控制命令,以方便两者之间的数据交换。
本系统中触摸屏与PLC之间采用直接存取通信。
3主要PLC程序段的设计模拟量输入并进行转换位移传感器输出模拟量送到PLC模拟量输入接口中,通过模数转换,转换成数字量。
然后根据实际情况,匹配上合适的系数,再通过PLC中的存储器与触摸屏连接,使操作者能根据不同的情况来通过触摸屏设置压头合适的下压距离。
具体程序如下:数据采样记录将记录的数据写入到CF卡中在触摸屏上设置窗口数据的处理窗口判断处理程序4触摸屏界面的制作方法在该系统中可以通过触摸屏设置每个压头的压装参数及判断参数,触摸屏将这些参数自动下传到PLC中,用启动按钮启动自动程序执行,则每个压头就会以设定的参数下压并同时根据设定的判断参数判断压装过程是否合格。
显控触摸屏显控触摸屏和PLC组成控制系统1、引言在工业现场控制领域,可编程控制器(PLC)一直起着重要的作用。
随着国家在供水行业的投资力度加大,水厂运行自动化水平不断提高,PLC在供水行业应用逐步增多。
显控触摸屏与PLC配套使用,使得PLC的应用更加灵活,同时可以设置参数、显示数据、以动画等形势描绘自动化过程,使得PLC的应用可视化。
变频恒压供水成为供水行业的一个主流,是保证供水管网在恒压状态的重要手段。
现代变频器完善的网络通信功能,为电机的同步运行,远距离集中控制和在线监控等提供了必要的支持。
通过与PLC连接的显控触摸屏,可以使控制更加形象、直观,操作更加简单、方便。
组合应用PLC、显控触摸屏及变频器,采用通信方式对变频器进行控制来实现变频恒压供水。
2、系统结构变频恒压供水系统主要由PLC、变频器、显控触摸屏、压力变送器、动力及控制线路以及泵组组成。
用户可以通过显控触摸屏了解和控制系统的运行,也可以通过控制柜面板上的指示灯和按钮、转换开关来了解和控制系统的运行。
通过安装在出水管网上的压力变送器,把出口压力信号变成4~20 mA或0~10 V标准信号送入PLC内置的PID调节器,经PID运算与给定压力参数进行比较,输出运行频率到变频器。
控制系统由变频器控制水泵的转速以调节供水量,根据用水量的不同,PLC频率输出给定变频器的运行频率,从而调节水泵的转速,达到恒压供水。
PLC设定的内部程序驱动I/O端口开关量的输出来实现切换交流接触器组,以此协调投入工作的水泵电机台数,并完成电机的启停、变频与工频的切换。
通过调整投入工作的电机台数和控制电机组中一台电机的变频转速,使系统管网的工作压力始终稳定,进而达到恒压供水的目的。
3、工作原理该系统有手动和自动两种运行方式。
手动方式时,通过显控触摸屏或控制柜上的启动和停止按钮控制水泵运行,可根据需要分别控制1#~3#泵的启停,该方式主要供设备调试、自动有故障和检修时使用。
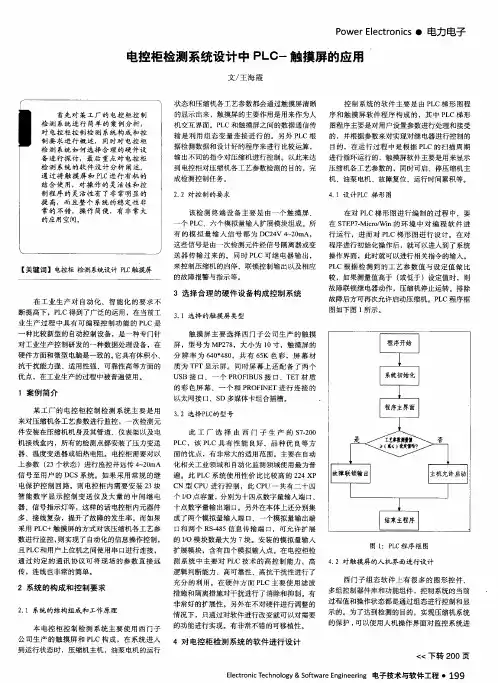
关于PLC和触摸屏组合控制系统的应用作者:王业虎来源:《数字化用户》2014年第02期【摘要】可编程逻辑控制器在自动化领域里广泛的应用在很大程度上促进了自动化的发展,可以说可编程逻辑控制器是自动化控制系统的核心器件。
为了增强可编程逻辑控制器的功能,并使之更加的便于操作,可以将其与触摸屏相结合,实现操控可视化。
本文对可编程逻辑控制器与触摸屏组合控制系统的应用进行了相关的研究,提出了一种可行的解决方案,实现了以触摸屏为人机交互界面,利用可编程逻辑控制器和相应外设器件对现场的温度、压力信号的采集,并对相应外设进行控制,具有一定得实际应用价值。
【关键词】控制系统 PLC随着科技的进步,人类社会的自动化程度大大加深,自动化控制系统在科研、工业、国防等领域都承担着重要的任务。
虽然各式各样的自动化控制系统正在逐渐的完善对于各种数据测量、提取、传送等的需求,但是人们已经不再满足于自动化控制系统的测量功能,提出了更多的需求。
这其中一项最为迫切的需求就是自动化控制系统的可操作性有待增强。
传统的可编程逻辑控制器(Programmable Logic Controller,PLC)虽然具有很强大的功能,但是开发起来需要专业的电子设计人员用编程语言对其内部逻辑程序进行编写和烧录,使用过程中的操作人员则对这些程序类的操作并不熟悉,导致了使用者在读取数据和管理系统方面存在很大的障碍。
触摸屏的出现具有划时代的意义,其操作更加符合人类的思维,因此如果能够将PLC与触摸屏相结合,设计实现一个可视化的组合控制系统,将大大的便利操作人员,增强自动化系统的可操作性和可读性。
本文正是基于这个原因,将PLC与触控屏结合在一块儿,对基于这种组合的控制系统的一般建立过程进行探索。
一、系统组成(一)可编程逻辑控制器。
可编程逻辑控制器在行业内通常简称为PLC,它是一种简单、通用、功能强大的控制类器件,具有其它芯片所不具备的很高的抗干扰能力,它可以十分有效的提高系统的可靠性,并在很大程度上提升系统整体的效率。
毕业设计(论文)应用系统设计毕业设计(论文)任务书学院(系)信息工程学院专业电气工程及其自动化班级电06-2 学生姓名刘凯指导教师/职称宋玉秋/副教授1.毕业设计(论文)题目触摸屏与PLC控制变频器应用系统设计2.任务起止日期:2010年 3 月 1 日至 2010年 7 月 2 日3.毕业设计(论文)的主要内容与要求(含原始数据及应提交的成果)主要设计内容:触摸屏与PLC共同控制变频器的应用系统,通常也称之为“系统集成”。
本设计需要了解三相异步电机调速控制的基本方法,了解变频调速的原理、特点以及控制要求;熟悉PLC、变频器、触摸屏的编程、参数设置及使用。
采用S7-300系列PLC及MM440变频器设计、实现异步电机的调速控制系统。
主要工作包括硬件的配置组态、连接和软件的编制调试,多功能人机控制面板(MP277)的编程、调试以及与变频器的PROFIBUS-DP通信控制。
实验室具有设计并实现这一系统的硬件条件和软件环境,利用这些条件可以自己动手实现该系统,通过实践积累PLC、触摸屏及变频调速器应用设计方面的实际经验,了解设计的一般过程。
设计要求:1.翻译外文资料(原文不少于20000字符),查阅相关器件、设备的应用资料2.了解变频调速系统的组成、参数设置,监控设备及编程环境、编程方法3.熟悉实验和检测设备的型号和电气参数,根据控制要求选择器件,确定系统配置方案。
进行控制、监控、通讯等单元的实验4.规划各种类型输入/输出点,进行PLC及各模块的选型与配置,设计电气原理图。
完成硬件系统的连接、调整。
进行软件的规划、编制15.完成软件的编制与调试6.控制系统综合调试提交验收的材料:1.开题报告,外文资料原文(不少于20000字符)及中文翻译稿,毕业设计记录本2.设计说明书(论文),包括模块功能、硬件连接、编程环境、软件流程及程序清单3.电气原理图及器件清单,演示实现控制功能4.主要参考文献1. 可编程控制器实验教程李国勇等编著电子工业出版社,2008.92.西门子人机界面(触摸屏)组态与应用技术廖常初主编机械工业出版社,2008.63.西门子PLC编程技术及工程应用(附光盘)柴瑞娟等著机械工业出版社4.S7-300PLC和MM440变频器的原理与应用马宁等著机械工业出版社5.西门子工业网络通信实战张运刚、宋小春编著人民邮电出版社6.案例解说PLC、触摸屏及变频器综合应用陈浩编著中国电力出版社,2007.77.西门子S7-300PLC应用技术秦益霖主编电子工业出版社,2007.45.进度计划及指导安排进度计划:1~2周:了解控制对象及设计要求,收集有关资料,翻译外文资料。
第1期2016年1月No.1January,2016无线互联科技Wireless Internet Technology PLC有着运算速度快、指令丰富、可靠性好等优点,其在控制领域的应用至关重要,但PLC的人机交互功能较差一直是制约其发展的重要因素。
触摸屏能够对传统的键盘操作以及控制面板进行取代,实现了动画形式的自动化控制,将PLC与触摸屏结合不仅能够解决PLC人机交互功能较差的问题,同时其能够减少开关、仪表等数量,对于实现PLC应用的可视化、灵活化有着重要的意义。
基于以上,文章简要研究了PLC和触摸屏组合控制系统的应用。
1 PLC与触摸屏概述PLC是以数字运算操作进行相关控制的电子系统,中文名称为可编程逻辑控制器,在PLC中有一种十分重要的设备,即可编程存储器,其能够实现相关内部程序的存储,同时能够执行面向用户的相关指令,例如算术操作指令、顺序控制指令、定时指令、逻辑运算指令等。
PLC能够通过对输入和输出模拟的形式来实现对相关机械以及生产过程的有效控制,随着科技的发展,PLC的控制范围不再仅仅局限于逻辑控制,其在工业自动化控制以及计算机集成制造系统中都有着重要的应用[1]。
触摸屏指的是可编程终端,其主要功能是对机械及生产过程中的相关参数进行设置,并显示相关数据,能够以动画的形式来模拟描绘机械及生产过程的自动化控制。
触摸屏一改传统控制中的键盘操作,替代了传统控制的显示器以及控制台。
将PLC与触摸屏相互结合能够实现PLC功能的扩展,提升了PLC的可视化和灵活性,此外,二者的结合能够减少开关、按钮的使用,整个控制方便、简单、灵活。
2 PLC和触摸屏组合控制系统的构成本文所研究的PLC和触摸屏组合控制系统的构成主要为迪文触摸屏和S7-200可编程控制器,能够对现场的电磁阀、温度控制器、电动阀、电动机等进行控制。
具体来说,S7-200PLC通过传感器来采集相关信号,例如温度传感器采集现场温度信号,压力传感器采集现场压力信号,采集的信号在S7-200PLC上进行数值变换以及A/D转换后传输到迪文触摸屏上,此时触摸屏会根据收到的信号来显示具体的现场的温度数值、压力数值,通过信号的不断传输和命令的执行,还能够形成压力、温度等的曲线以及PID曲线。
触摸屏能够对PID参数进行设置,并发送相关指令给PLC,PLC通过自身的存储器执行命令,从而实现对现场温度控制器、电磁阀、电动阀等执行机构的控制。
3 PLC和触摸屏的通信研究3.1 触摸屏的数据传输研究首先要了解触摸屏的数据模块,对于迪文触摸屏来说,其串口数据帧结构共有4个数据模块:帧头数据模块、指令数据模块、数据模块、帧尾结束符数据模块。
帧头是固定的,为OXAA,指令为迪文触摸屏所设计的指令集合,数据小于等于249B。
OXCC,OX33,OXC3,OX3C是帧尾固定的结束符(OX表示的是十六进制数)。
触摸屏中所传输的数据以及指令都采用十六进制数和两字节字形数据,在传输字节的过程中,首先要传送高字节,传送方向分为下行和上行两种,当数据下行传送时,PLC将数据传送给触摸屏,当数据上行传送时,触摸屏将相关指令数据发送给PLC [2]。
3.2 PLC的自由口通信研究PLC自由口通信的数据传输协议由用户程序来决定,用户要通过编程来完成所有的相关通信任务。
在自由口通信方式下,PLC能够与条码阅读器、触摸屏等进行通信,其波特率是可调整的,一般范围在1200-115200bit/s之间。
PLC自由口通信的核心是发送指令和接受指令,以及两个指令所对应的寄存器控制。
对于本系统所采用的S7-200PLC来说,采用自由口0的工作模式来进行通信,同时采用的特殊寄存器来设置字符数据位、协议选择以及自由口波特率等。
PLC的CPU上的通信口属于一种半双工的通信口,因此不能同时激活指令的发送和指令的接收。
具体来说,PLC自由口通信过程中,可以通过特殊寄存器来对接受指令和发送指令进行控制,若PLC在指定时间没有发送出数据信息或接收到数据信息的时候,特殊寄存器会对接受指令和发送指令进行控制,从而停止对数据信息的发送和接收。
4 PLC程序4.1 收集、发送模拟量模拟量采集之后要通过PLC内部的相关转换,从而转换为实际值,下面以压力为例,来研究模拟量采集之后的转换过程,首先,压力传感器会采集压力的模拟量信号,模拟量信号在PLC模拟量输入模块的转换下会由模拟量信号转换为作者简介:李腾飞(1986-),女,湖南邵阳,硕士,研究实习员;研究方向:触摸屏。
PLC和触摸屏组合控制系统应用李腾飞(国家知识产权局专利局专利审查协作广东中心,广东 广州 510530)摘 要:随着科技的发展,人机操作界面广泛的应用于各种机器的操作中,PLC对于数据的处理也对人机界面的简便性和操作性有着一定的要求,触摸屏与PLC的组合控制对于实现PLC应用的灵活性和可视化有着重要的意义。
基于以上,文章从PLC 程序设计、触摸屏界面制作等方面研究了PLC与触摸屏组合控制系统的应用,旨在为促进PLC与触摸屏组合控制系统的发展提供参考。
关键词:PLC;触摸屏;组合控制系统;应用第1期2016年1月No.1 January,2016数字信号,之后将转换后的数字信号传送到PLC的存储器中,结合压力传感器的具体量程,存储器将压力数字信号转换成实际的现场压力数值,在转换过程中的比例换算中,要遵循PLC存储器内部的A/D和D/A的转换对应关系,即模拟量与具体数值量之间对应的数学换算关系。
模拟量通过模拟量模块中的相关通道进行输入,模拟量输入的过程很可能导致输入的不稳定,因此通常采用求出多次采样的平均值来进行模拟量的采集,以此来提升输入模拟量的稳定性。
PLC的CPU在扫描模拟量的过程中会耗费一定的时间,为了减少扫描时间,在可以采用移位除法,用2的次方来表示采样的次数,例如采样次数为64次,则可以表示为采样次数为26。
4.2 触摸控制触摸控制是触摸屏的重要功能,对于整个PLC和触摸屏控制系统的控制的灵活性至关重要。
当按下触摸屏中的相关控制按钮后,触摸屏会将按钮的具体位置坐标数据传送给PLC,PLC在接收到控制按钮位置坐标数据之后,首先会对控制按钮位置坐标数据的准确性进行判断,如果位置坐标数据正确,则PLC会执行相关命令,例如相关参数曲线的显示、相关参数实时数据的显示、电磁阀、电动阀等执行机构的控制等命令。
4.3 通信程序PLC编程受到多种因素的影响,例如程序设计人员的思维方式、技术能力、软硬件的运行方式等都会导致PLC编程方法出现差异。
一般来说,语言编程和梯形图编程是2种主要的PLC编程方法,语言编程与计算机的语言表达形式类似,而梯形图编程则与继电器控制的表达形式类似,但可以看出的是,两种编程方法都在一定程度上体现了继电器控制表达的思想。
本系统所采用的PLC编程方法为语言编程,对于PLC与触摸屏之间的通信以及触摸屏的触摸控制功能进行程序编写,触摸控制功能程序编写主要指对PLC接收触摸屏发来的指令并执行相关命令控制执行机构程序的语言编程。
5 用户界面的设计和制作用户界面的实现主要分为触摸屏显示界面的设计和触摸屏按钮的制作2个步骤,下面对这两个步骤进行具体分析。
5.1 显示界面的设计首先,可以选取一款画图软件触摸屏的用户界面进行绘制,而在绘制界面之前,要对用户界面进行设计,在用户界面设计的过程中要保证触摸屏HMI物理分配率与用户界面的HMI物理分配率相同,之后将其下载到HMI终端上。
5.2 按钮的制作触摸屏用户界面按钮应当根据工艺要求进行制作,按钮可能很多,要保证不同按钮能够实现不同的功能,这就需要对按钮的坐标进行设置,通过将按钮的坐标数据传输给PLC,再由PLC来判断按钮坐标格式的准确性来实现对执行机构的相关控制。
以“温度曲线”按钮为例,左下角和右上角两个点坐标的组合是“温度曲线按钮的有效区域,其中左下角坐标为X1Y1,而右上角坐标为XY,当按下“温度曲线”按钮之后,触摸屏会将“温度曲线”按钮的坐标信息以坐标指令(X,Y)的是形式发送到PLC,PLC则要对坐标信息的准确性进行判断,如果X大于等于X,而小于等于X1,且Y大于等于Y,而小于等于Y1,则表示“温度曲线”按钮坐标(X,Y)是准确的,PLC就会执行温度曲线显示的命令,则在触摸屏上会显示出现场温度的实时曲线,而如果PLC接收到的“温度曲线”按钮坐标(X,Y)不在上述范围之内,则PLC不会执行指令,触摸屏上也不会显示出现场实时的温度曲线[3]。
6 PLC和触摸屏组合控制系统设计和应用中出现的问题在PLC和触摸屏组合控制系统设计的过程中会出现以下几种问题:(1)PLC和触摸屏通信接口不匹配:指的是PLC的CPU通信接口与触摸屏的接口不匹配,这就影响了二者之间的通信,影响了相关数据的传输,针对这个问题可以购买一个接口转换器或设计一个转换电路来解决;(2)PLC发送指令和接收指令不能同时激活:这会影响到PLC数据接收和发送效果,可以通过软件设计的方法来调节接收信息或发送信息的控制字,如果在规定时间内PLC没有接收到信息或发送出信息,则停止进行接收或发送;(3)PLC和触摸屏组合控制系统中,PLC与触摸屏的通信波特率要一致。
7 结语综上所述,PLC的控制功能十分强大,而触摸屏能够提供友好的人机交互界面,将二者组合形成的控制系统不仅能够拓展PLC的性能,还能够减少开关数量,增加控制的可靠性和灵活性。
本文简要研究了PLC和触摸屏组合控制系统的应用,旨在通过PLC和触摸屏的组合控制来促进工控领域的发展。
[参考文献][1]吕品.PLC和触摸屏组合控制系统的应用[J].自动化仪表,2010(8):45-47+51.[2]吴卫荣,丁慎平,邓玲黎.PLC和触摸屏在AGV控制系统中的应用[J].现代制造工程,2012(12):115-119.[3]魏萍,江剑.嵌入式PLC与触摸屏在筑路机械控制系统中的应用[J].仪表技术,2013(12):49-51.Application of PLC and Touch Panel Control SystemLi Tengfei(Patent Examination Cooperation Center of the Patent Office, SIPO, Guangdong, Guangzhou 510530, China)Abstract: With the development of science and technology, man-machine interface are widely used in various machine operation, PLC for data processing also on man-machine interface and convenient operation has a certain requirements, touch screen and PLC control to realize the flexibility of application of PLC and visual has a important significance. Based on the above, this paper studies the application of PLC and touch screen combination control system from the aspects of PLC programming, touch screen interface, and provides reference for the development of PLC and touch screen control system.Key words: PLC; touch screen; combined control system; application无线互联科技·软件透视。