空气耦合式超声波无损检测技术的发展及展望_罗元国
- 格式:pdf
- 大小:110.07 KB
- 文档页数:3
声波在无损检测中的新技术与应用研究在现代工业生产和质量控制领域,无损检测技术扮演着至关重要的角色。
其中,声波无损检测技术凭借其独特的优势,成为了检测材料和结构完整性的有力手段。
随着科技的不断进步,声波无损检测领域也涌现出了一系列新技术,并在各个领域得到了广泛的应用。
一、声波无损检测的基本原理声波无损检测是利用声波在材料或结构中的传播特性,来检测其内部是否存在缺陷或异常。
当声波在均匀介质中传播时,其传播速度、振幅、频率等参数相对稳定。
然而,当遇到缺陷(如裂纹、孔洞、夹杂等)时,声波会发生反射、折射、散射等现象,从而导致声波信号的改变。
通过对接收的声波信号进行分析和处理,可以获取有关缺陷的位置、大小、形状等信息。
二、声波无损检测的新技术1、相控阵超声检测技术相控阵超声检测技术是一种先进的声波检测方法。
它通过控制多个超声探头阵元的激发时间和相位,实现对声波束的聚焦和偏转。
与传统的超声检测技术相比,相控阵技术具有检测速度快、检测范围大、分辨率高等优点。
它可以在不移动探头的情况下,对复杂形状的构件进行多角度检测,大大提高了检测效率和准确性。
2、激光超声检测技术激光超声检测技术是一种非接触式的检测方法。
它利用激光脉冲在材料表面激发超声波,然后通过光学手段检测超声波的传播。
这种技术具有极高的空间分辨率和时间分辨率,能够检测到微小的缺陷。
同时,由于是非接触式检测,它适用于高温、高压、高速等特殊环境下的检测。
3、空气耦合超声检测技术空气耦合超声检测技术是一种新型的无损检测技术,它使用空气作为声波传播的介质,避免了传统超声检测中需要使用耦合剂的问题。
这使得检测过程更加简便、环保,并且适用于对一些不适合使用耦合剂的材料进行检测,如多孔材料、复合材料等。
4、超声导波检测技术超声导波检测技术利用在结构中传播的导波来检测缺陷。
导波可以沿着结构的长距离传播,从而实现对大型结构(如管道、桥梁等)的快速检测。
该技术能够检测到结构中的远距离缺陷,并且对于大面积的结构检测具有很高的效率。
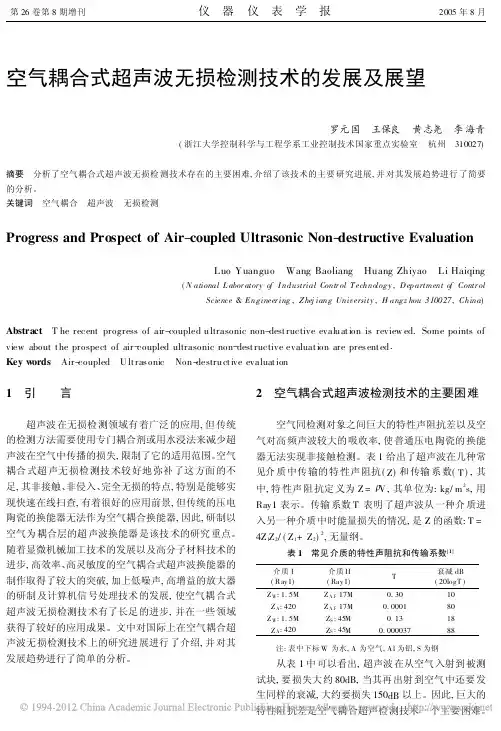
空气耦合式超声波无损检测技术的发展及展望罗元国 王保良 黄志尧 李海青(浙江大学控制科学与工程学系工业控制技术国家重点实验室 杭州 310027)摘要 分析了空气耦合式超声波无损检测技术存在的主要困难,介绍了该技术的主要研究进展,并对其发展趋势进行了简要的分析。
关键词 空气耦合 超声波 无损检测Progress and Prospect of Air-coupled Ultrasonic Non-destructive EvaluationLuo Yuanguo Wang Baoliang Huang Zhiyao Li Haiqing(N ational L abor atory of I ndustrial Contr ol T echnology,D ep artment of Contr olScience&Engineer ing,Zhej iang University,H angz hou310027,China)Abstract T he recent progress of air-coupled ultrasonic non-dest ructive evaluat ion is review ed.Some points of view about t he prospect of air-coupled ultrasonic non-dest ructive evaluat ion are present ed.Key words Air-coupled U lt rasonic Non-destruct ive evaluat ion1 引 言超声波在无损检测领域有着广泛的应用,但传统的检测方法需要使用专门耦合剂或用水浸法来减少超声波在空气中传播的损失,限制了它的适用范围。
空气耦合式超声无损检测技术较好地弥补了这方面的不足,其非接触、非侵入、完全无损的特点,特别是能够实现快速在线扫查,有着很好的应用前景,但传统的压电陶瓷的换能器无法作为空气耦合换能器,因此,研制以空气为耦合层的超声波换能器是该技术的研究重点。
无损检测技术的未来发展趋势和改进方向随着科技的不断进步和工业化程度的提高,无损检测技术在工业领域中的应用逐渐受到重视。
无损检测技术是一种非破坏性检测方法,它能够在不破坏被测对象的情况下,通过测量、分析和判断,检查被测物体的内部和表面缺陷、材料性能以及工作状态。
未来的发展趋势和改进方向将涵盖以下几个方面。
首先,在技术发展方面,无损检测技术将更加智能化和自动化。
随着人工智能和机器学习的快速发展,无损检测技术可以通过人工智能算法和模式识别技术,对大量的数据进行处理和分析,从而能够更准确地判断和预测被测物体的状态。
此外,无损检测技术也将更多地结合无线通信、云计算等技术,实现远程监测和实时数据传输,提高检测的效率和灵活性。
其次,设备和传感器的发展将推动无损检测技术的不断进步。
目前,无损检测技术主要依靠各种传感器来获取被测对象的信号,并通过信号分析来进行判断和诊断。
随着新型传感器技术的不断涌现,如MEMS传感器、光纤传感器等,将为无损检测技术提供更灵敏、更准确、更可靠的测量手段。
同时,新材料的推出,如纳米材料和复合材料,将为无损检测技术提供更适合的测试对象,进一步拓宽技术的应用范围。
第三,无损检测技术将更加注重环境友好性和可持续发展。
在工业生产过程中,无损检测技术往往需要使用辐射、超声波、磁场等能量源来进行检测。
因此,如何降低能源的消耗和减少环境污染将成为今后技术改进的重要方向。
例如,使用低能量的X射线源,研发更环保的检测液体和材料,减少对环境的影响等,将是无损检测技术未来的发展趋势。
此外,无损检测技术还将更加注重实用性和通用性。
目前,无损检测技术在航空航天、汽车、电子、石油和石化等行业得到广泛应用。
未来,随着技术的不断革新和普及,无损检测技术将进一步推广到更多的领域,如医疗保健、农业、矿业等。
为了实现这一目标,需要进一步提高技术的稳定性和可靠性,降低设备的成本和体积,方便使用和维护。
最后,标准化和规范化建设也是无损检测技术发展的方向。
空气耦合超声技术在航空航天复合材料无损检测中的应用研究摘要:本文主要针对空气耦合超声技术展开分析,思考了空气耦合超声技术在航空航天复合材料无损检测中的应用需求和应用的实际情况,希望可以为今后的阴功带来参考。
关键词:空气耦合;超声技术;航空航天复合材料;无损检测;应用前言当前,空气耦合超声技术在航空航天复合材料无损检测中的应用也在增多,为此,我们有必要进一步研究空气耦合超声技术在航空航天复合材料无损检测中的应用的实际情况和具体的应用效果。
1 复合材料检测概述所谓复合材料就是由两种或者是两种以上的不同物质再通过不同的方式而组合的材料,这种复合材料可以发挥不同材料的特点,同时也可以解决单一材料所存在的缺陷,从而也提高了材料的使用。
一般的复合材料特点都是具有较轻的重量、较高的强度,并且在加工时极易成型,具有弹性优良等特点,所以它已经逐渐的代替了金属合金以及木材等,主要应用在电子、汽车以及航空航天、建筑等广泛的领域当中,尤其在近些年当中,也得到了更为快速的发展。
但是,因为复合材料的各项异性,会在制造工艺当中存在不稳定的现象,所以也会造成某些缺陷的产生,尤其在使用的过程当中,会因为撞击、疲劳以及腐蚀等一些化学因素的影响,极易对复合材料产生缺陷,因此,检测技术就显得尤为重要了,同时在检测的方法当中无损检测的发展研究更是具有非常重要的作用。
高新技术领域在随着不断的进步和发展,在应用材料方面的性能也在日益提高,所以一般材料的性能已经很难达到高指标的综合要求了。
所以很多具有优良性能的一些复合材料都已经得到全面的利用开发了,并且成为专业投敌的重要材料,与此同时,这也确保了产品质量在检测技术方面有了更高的要求和挑战,而无损检测技术是否可以有效的成为新材料结构是应用的一个关键因素。
由于无损检测已经逐步的把复合材料作为主要对象以及新的检测结构,这也是作为现阶段最重要的一个研究方向。
2 空气耦合超声技术传统的超声检测方法需要使用水、油类等作为检测的耦合剂,传统的耦合剂会使复合材料试件受潮或变污,甚至会沿缺陷渗入试件内部,影响试件的力学性能和机械性能等,因此,传统的超声检测技术已不再适用于陶瓷、蜂窝夹芯、泡沫夹芯等多孔渗水类复合材料。
蓬勃发展的我国无损检测技术一、本文概述无损检测技术,作为一种先进的非破坏性评估方法,已在我国多个领域实现了广泛应用,尤其在工业制造、航空航天、医疗设备、交通运输以及公共安全等方面,其地位日益凸显。
本文旨在全面阐述我国无损检测技术的现状、发展历程、主要应用领域以及面临的挑战和未来的发展趋势。
通过对无损检测技术的深入剖析,我们可以更好地理解这一技术在推动我国经济社会发展中的重要作用,以及我国在无损检测领域的创新能力和国际竞争力。
随着科技的不断进步,无损检测技术也在持续创新和发展。
新一代的无损检测设备和方法不仅提高了检测精度和效率,还降低了成本和对环境的影响。
例如,随着人工智能和大数据技术的应用,无损检测正逐步实现自动化、智能化和远程化,为我国的工业升级和智能制造提供了强有力的技术支持。
然而,无损检测技术的发展仍面临诸多挑战。
如技术标准化、人才培养、设备研发、市场拓展等方面的问题亟待解决。
随着国际竞争的加剧,我国无损检测技术还需不断提高自主创新能力和核心竞争力,以实现可持续发展。
本文将全面介绍我国无损检测技术的蓬勃发展,以期为我国无损检测领域的进一步发展提供有益的参考和启示。
二、无损检测技术的分类与特点无损检测技术,作为现代工业领域中的一项关键技术,其分类多样,特点鲜明。
在我国,无损检测技术主要可以分为以下几类:超声波检测、射线检测、磁粉检测、涡流检测、渗透检测以及声发射检测等。
超声波检测,以其穿透力强、定位准确的特点,广泛应用于金属、非金属以及复合材料内部的缺陷检测。
通过高频声波的传播和反射,可以精确识别材料内部的裂纹、夹杂等缺陷。
射线检测,主要利用射线或γ射线的穿透性,对材料内部结构进行成像,从而发现缺陷。
该技术适用于厚度较大的材料,但射线对人体有害,使用时需严格防护。
磁粉检测,主要利用磁场对铁磁性材料表面和近表面缺陷的敏感性,通过磁粉显示缺陷的位置和形状。
该方法操作简单,成本低廉,广泛应用于钢铁等铁磁性材料的无损检测。
超声波无损检测技术应用现状及发展前景分析王福军摘要:近年来,我国的经济飞速发展的同时,社会进步迅速,各行各业的发展也突飞猛进,在此过程中,超声波无损检测技术的应用也越来越广泛。
超声波检测技术逐渐向数字化、智能化方向发展,工业生产过程中超声波无损检测仪器可以对产品进行实时监控,识别并剔除生产过程中有缺陷的产品,提高产品生产质量和生产效率。
关键词:超声波无损检测技术;应用现状;发展前景分析超声波检测是常规无损检测技术之一,是目前发展较快、应用范围较广、使用频率较高的无损检测技术。
尤其是近一二十年,随着对声学理论研究的深入和细化,加之计算机大数据时代的到来,很多以声学为基础的崭新检测方法涌现出来。
这就使超声波检测技术成为一门以声学理论为根基向多元化呈树冠型发展的综合学科。
为了在普及和教学过程中能够有清晰的组成架构,便于系统地由浅入深来展开,也为了在理论研究中和新技术研发时能提供可靠的知识架构,对现有超声波检测技术和基于超声波检测理论的检测技术进行梳理是很有必要的。
1 超声波的工作原理超声波是一种工作频率超过人耳辨识范围的高频率的声波,它具备这传递能量还有传递信息的功能。
并且超声波容易获取,成本低廉,工作操作简单,没有什么危险性,是一种性能十分优良的检测工具。
同时超声波的工作过程中受到外部环境的影响较小,它不会因为温度,湿度,光照强度等一系列外部环境的变化而发生变化,具有稳定,可以进行相对精确度要求比较高的测量。
超声检测器主要有四个模块工程,超声波的发射装置,超声波接收装置,数据的收集转换装置,还有数据分析处理装置。
通过超声波在介质中传播的速度就可以判断出介质材料的性能,如果传播的速度快,说明了该种介质材料具有较强的硬度,如果超声波在该种介质中传播的速度较慢,那么,就说明了该种介质材料具有较弱的强度。
根绝超声波反射的情况,可以判断路面的平整度,可以判断障碍物距离波源的距离。
应用超声波进行测量可以节省大量的工作时间,减轻工作人员的工作量,超声波具有广泛的应用前景。
超声无损检测技术的现状和发展趋势摘要:随着我国社会经济的发展,特种设备的使用量也愈来愈广泛。
为保证特种设备在实际应用中的安全,有必要对其定期进行检测。
本文首先论述了无损检测技术在特种设备检验中的应用,然后分析了特种设备超声波检测技术条件的选择,利用化学浆糊作为耦合剂,同时选用大K值短前沿探头,针对同等的缺陷具有较高的信号幅值,对于实际检验工作起到参考作用。
关键词:超声无损检测;现状;发展趋势中图分类号:TG441 文献标识码:A引言工业生产系统中最重要的设施是压力储罐,它是一种能够承受一定压力的密封装置。
它们在使用过程中很容易受到温度和其他因素的影响,导致腐蚀或开裂。
如果出现问题,可能会导致严重的安全事故,甚至危及生命和造成经济损失。
为了保证特种设备和设备的有效使用不受损坏,有效保证所获得结果的真实性和可靠性,无损检测技术应广泛应用于特种设备的质量检验。
无损检测技术不损坏样品,采用物理或化学形式,并使用先进的相关设施和特殊技术在现场进行各种测试,有效确保设备具有良好的使用性能,有效避免危险事故的发生。
1超声波检测技术主要原理在对特种设备进行超声波检测时,需要将纵向超声检测管道预埋到桩基内部,并在其中设置超声波脉冲发射装置与超声波接收探头。
将清水用作耦合剂来填充声测管,通过仪器将具有周期性特征的电脉冲发出,使其从发射探头通过,直接穿透到特种设备内部,再由接收探头将其接收。
在接收相应的电脉冲之后,接收探头会将其转换为电信号的形式,借助于仪器中设置的检测系统,对超声波脉冲在特种设备中穿过的时间、接收的超声波脉冲幅值、主频率、波形和频谱等各项参数进行检测,最后再通过数据处理系统对上述各项参数进行综合判断与分析。
通过这样的方式,便可对特种设备内部的各种缺陷位置、大小及其性质等做出准确判断,并准确评价出特种设备的整体强度等级及其均匀性指标,从而为特种设备施工质量的评定提供科学参考。
2超声无损检测技术应用现状2.1 选择超声波探头探头频率和晶片尺寸直接影响到缺陷检出率,探头频率大小关系到缺陷检出率,超声波声速和频率及波长关系式为:C=γ×f。
2023年超声波无损检测行业市场前景分析随着科技的不断发展和应用,超声波无损检测技术在工业界的应用越来越广泛。
超声波无损检测技术结合了声波的传播、反射与干涉等物理机理,通过使用系统移到和计算机辅助技术等手段对材料的可靠性进行评估,防止了不必要的事故与环境污染,保障了工业生产的稳定。
该技术的广泛应用为工业界带来了诸多经济和社会效益。
一、市场需求背景随着国内外新材料产业、现代化制造业等的发展,除传统应用领域外,如航空工业、军工、核工业、石油等行业对超声波无损检测的需求越来越高外,汽车、电子、建筑、电力等产业也开始逐步将其引入生产展业。
超声波无损检测技术能够帮助工业企业改善生产工艺,提高产品品质,增强生产安全,降低生产成本。
同时,那些需要长期运行且极端条件下工作的材料和设备,如飞机、核电站、船舶、石化设备等的监控需要超声波无损检测技术来确保产品的高质量保证。
二、市场前景超声波无损检测技术越来越受到工业企业的重视和青睐,其市场前景可谓十分广阔。
根据Market Research Future发布的《全球超声波无损检测市场:趋势,机会和预测(2019-2025)》报告显示,全球超声波无损检测市场在2018年价值超过50亿美元,预计到2025年达110亿美元,复合年增长率为11.053%。
在未来的分析中,该技术最具增长潜力的领域是制药和医疗设备,预计年均增长率将达到11.4%左右。
其次是航空和国防,预计年均增长率将达到9.8%左右。
此外,构建基础设施的快速扩张和快速消费品行业的快速扩张也将是市场增长的主要驱动力。
三、市场竞争格局超声波无损检测市场存在许多竞争者,包括GE公司、东芝公司、赛默飞世、DNV GL、Ultra电子控股有限公司、Mistras Group、OLYMPUS NDT、Ametek、Sonatest等企业。
这些企业的产品质量、性能、可靠性、价格等因素,将决定其在市场中的优劣势。
他们纷纷把超声波检测技术与其他无损检测技术相结合,以提高检测效率。
超声波无损检测新技术在核电领域的未来图景随着科技的不断发展,超声波无损检测技术已经在许多领域得到了广泛的应用,如航空航天、铁路、汽车制造等。
而在核电领域,超声波无损检测技术也将有着巨大的发展空间和应用前景。
本文将重点探讨超声波无损检测新技术在核电领域的未来图景。
我们需要了解一下超声波无损检测技术的基本原理及其在核电领域的应用。
超声波无损检测是利用超声波在被检测材料中的传播特性来检测材料内部的缺陷和损伤的一种无损检测技术。
在核电领域,超声波无损检测技术可以用来检测核电站中的压力容器、管道、管道支架、泵阀等关键设备的安全性能和完整性,从而确保核电站的安全运行。
未来,随着超声波无损检测技术的不断进步和应用,我们可以预见在核电领域会出现以下的新技术和发展趋势:一、先进的超声波传感器技术随着材料科学和传感器技术的不断发展,新型的超声波传感器将会逐渐取代传统的超声波探头。
这些先进的超声波传感器将具有更高的灵敏度和分辨率,能够更准确地探测到材料内部的微小缺陷和损伤,从而提高了检测的准确性和可靠性。
二、智能化的数据分析与处理技术未来,随着人工智能和大数据技术的飞速发展,超声波无损检测技术将会与智能化的数据分析与处理技术相结合,实现对大量检测数据的快速分析和处理。
通过这些智能化的技术,可以更加精准地判断和评估材料的健康状态,提前预警可能出现的问题,保障核电站的安全运行。
三、多模式超声波检测技术未来,超声波无损检测技术将会逐渐发展为多模式的检测技术,即将超声波技术与其他无损检测技术相结合,如热波无损检测、涡流无损检测等。
这些多模式的检测技术可以互补不同技术的缺陷,提高了检测的全面性和准确性。
四、远程无损检测技术随着通讯技术的不断发展,未来的超声波无损检测技术将会更加智能化和远程化。
工程师可以利用远程控制和监控技术,通过互联网实现无人巡检和远程诊断,从而大大提高了检测的效率和安全性。
超声波无损检测新技术在核电领域的未来图景将是智能化、精准化和多元化的。
超声波检测技术的应用与发展摘要:超声波检测技术是无损检测领域中的一种非常重要的方法。
本文简单介绍了超声检测的方法、基本原理及其应用领域。
对非接触超声检测方法进行了比较,对当前非线性超声无损检测技术的应用进行了总结,展望了今后的发展趋势与前景。
引言:利用超声波进行无损检测始于20世纪30年代。
1929年前苏联Sokolov 用超声波探查金属物体内部缺陷。
到了20世纪40年代美国的Firestone推出了脉冲回波式超声检测仪[1] 。
发展到60年代,超声检测技术已经成为有效面可靠的无损检测手段,并在工业探伤领域得到了广泛应用。
80年代末计算机和电子技术的发展带动了数字式检测仪的发展,使得检测数据更加形象具体。
有关资料表明,国外每年大约发表3000篇涉及无损检测的文献资料,其中有关超声无损检测的内容约占45%。
[2]随着工业自动化的提高,无损检测技术已经可以运用在生产的每一步中,能够实现在线检测。
成像技术、相控阵技术、人工智能、人工神经网络、相适应技术的逐步成熟促进了超声无损检测技术的应用发展。
1常规检测技术的介绍超声波是指频率大于20 kHz,并且能在连续介质中传播的机械波。
常用的超声波检测方法有共振法、穿透法、脉冲反射法等。
脉冲反射法是通过内部缺陷或者试件的底部反射回波的情况来对试件中缺陷的大小和位置进行评估。
[1]在金属板中缺陷的定位判断[3]、检测套管和腐蚀和缺陷[4]、人体血管壁超声传输特性研究[5]、钢管的厚度测量[6]、混凝土内部结[7]、引等领域都得到广泛的应用。
共振法是根据声波在试件中呈共振状态来测量试件厚度或判断有无缺陷的方法。
南京大学声学研究所研制的超声共振自动测试系统[10]列主要用于表面较光滑的工件的厚度检测[9]、金属焊接残余应力检测[8]等。
透法则是在试件的两侧放置探头,一个探头发射超声到试件中,而另外一个则接收穿透试件后的脉冲信号,根据信号强度和幅度的变化来判断内部缺陷情况。
2023年超声波无损检测行业市场环境分析
超声波无损检测是一种应用非破坏性检测方法,通过利用超声波在材料内传播的特性,对材料内部的缺陷、异物、裂纹等进行检测的技术。
其在航空、航天、军工、能源、轨道交通、核电、建筑等领域具有广泛应用,是一项技术含量较高、影响力较大的检测技术。
当前,超声波无损检测行业市场主要集中在航空、航天、军工、能源、轨道交通等领域,而建筑领域的应用市场尚未发掘。
在传统应用领域,航空、航天、军工以及核电领域占据了市场的主导地位。
其中,航空和航天领域作为超声波无损检测的重要应用领域,其涉及到航空器、火箭、卫星等重要设备的无损检测,具有高技术含量、高附加值、高利润率等显著优势。
而随着能源领域不断发展,超声波无损检测在锅炉、热力管道、液化天然气、石油和天然气储运管道等领域的应用也逐渐增加。
与传统行业不同,新兴应用领域的发展极具潜力,可较快地提升超声波无损检测在市场中的地位和份额。
当前,智能化建筑、轻钢结构、装配式建筑等新型建筑技术的不断涌现,对超声波无损检测行业提出了新的需求。
建筑地下管道、隧道、桥梁、高层建筑等结构物的无损检测,能够保证工程质量和安全,因此,该领域的市场潜力广阔。
总体来看,超声波无损检测技术的市场前景广阔且充满机会。
当前,行业里主要的企业有GE、霍尼韦尔、帕克汉尼汀等。
这些企业拥有较强的技术实力和市场份额,但
随着新应用领域的涌现,市场格局还有待进一步深化和拓展。
随着技术不断改进和市场的不断成熟,超声波无损检测技术可以更好地满足市场需求,拓展市场份额,实现更高的发展水平。
2024年超声波无损检测市场规模分析引言超声波无损检测(Ultrasonic Non-Destructive Testing,简称UT)是一种利用超声波在材料内部传播和反射的原理来进行材料缺陷检测的技术。
随着科技的发展和工业化进程的加快,超声波无损检测在制造业、航空航天、能源、汽车等领域得到广泛应用。
本文将对超声波无损检测市场规模进行分析。
1. 市场概述超声波无损检测市场是针对不同行业中的材料缺陷检测需求而形成的。
随着科技的不断进步和对产品质量的要求越来越高,超声波无损检测市场呈现出快速增长的趋势。
主要的市场包括以下几个方面:•制造业:超声波无损检测在制造业中广泛应用于材料缺陷检测,如焊接接头、铸造件、金属丝等。
制造业的发展直接促进了超声波无损检测市场的增长。
•能源领域:能源行业对材料缺陷的检测要求十分严格,超声波无损检测技术可以应用于核电站、石油管道等领域的安全检测。
•航空航天:超声波无损检测在航空航天领域起到了至关重要的作用,可以对飞机结构、航天器零部件等进行缺陷检测,确保飞行安全。
•汽车行业:汽车制造中需要对零部件进行材料缺陷检测,超声波无损检测市场得到了广泛应用。
2. 市场规模分析根据市场调研数据和行业报告,可以对超声波无损检测市场的规模进行分析。
以下是对市场规模的分析和预测:•全球市场规模:截至目前,全球超声波无损检测市场规模已经达到了XX亿美元,并且预计未来几年将继续保持较高的增长率。
•区域市场规模:超声波无损检测市场在北美、欧洲、亚太地区等地均得到了较好的发展。
其中,亚太地区的市场规模增长最为迅速,预计未来几年将占据市场的一大份额。
•应用领域市场规模:不同应用领域的超声波无损检测市场规模不同。
其中,制造业和航空航天领域市场规模较大,预计未来几年将保持较高的增长趋势。
•竞争格局:当前,超声波无损检测市场存在着众多的竞争者,包括GE、西门子、日立等。
随着市场规模的扩大,新的竞争者也不断涌现。
航天复合材料空气耦合式超声检测技术研究及应用
董正宏;王元钦;李静
【期刊名称】《装备学院学报》
【年(卷),期】2007(018)002
【摘要】系统地回顾了空气耦合超声检测技术的发展进程,阐述了空气耦合超声检测基本原理及其理论,分析归纳出影响检测性能的4大技术瓶颈及其相关解决手段,即:①气/固分界面强反射影响;②气/固分界面强折射影响;③超声传播中空气吸收影响;④弱信号处理.从理论研究和实际工程应用出发,以航天复合材料构件的非接触超声检测技术为背景,基于穿透式空气耦合超声检测模式,建立空气耦合超声检测实验系统,并与传统浸入式超声检测技术相比较,分析和评估了空气耦合超声在实际应用中的检测性能.开展空气耦合式超声检测技术研究对提高我国无损检测水平具有理论参考和工程应用价值.
【总页数】6页(P79-84)
【作者】董正宏;王元钦;李静
【作者单位】装备指挥技术学院,光电装备系,北京,101416;装备指挥技术学院,科研部,北京,101416;利哈伊大学,电子与计算机工程系,美国,宾夕法尼亚,18015
【正文语种】中文
【中图分类】V250.2;TP274.53
【相关文献】
1.空气耦合式超声波无损检测技术的发展 [J], 周正干;魏东
2.空气耦合式超声波无损检测技术的发展 [J], 周正干;魏东
3.航空复合材料多层蜂窝夹芯结构的空气耦合式超声检测技术研究 [J], 张继敏;周晖;刘奎
4.航空复合材料多层蜂窝夹芯结构的空气耦合式超声检测技术研究 [J], 张继敏;周晖;刘奎
5.空气耦合式超声波无损检测技术的发展及展望 [J], 罗元国;王保良;黄志尧;李海青
因版权原因,仅展示原文概要,查看原文内容请购买。
空气耦合式超声波无损检测技术的发展作者:宋逵代海波来源:《城市建设理论研究》2013年第17期摘要:超声波检测技术应用于多个领域之中,具有极其重要的意义。
但是因为本身的局限性,但是检测的可靠性、缺陷检出概率等受到一定的影响。
而空气耦合式超声波无损检测技术的出现,可以很好地改善超声波检测的缺陷,本文就此阐述空气耦合式超声波无损检测技术的发展。
关键词:超声波;无损检测;空气耦合;发展中图分类号:[F287.2] 文献标识码:A 文章编号:引言无损检测是工业发展必不可少的有效工具,在一定程度上反应了一个国家的工业发展水平,其重要性已得到公认。
超声波无损检测在工业中的应用极为广泛,尤其是空气耦合式超声波无损检测技术因为其自身的特点,已经得到越来越多领域的认可。
1、超声波检测技术的发展超声检测技术的应用依赖于具体检测工件的检测工艺和方法,同时,超声检测还存在检测的可靠性,缺陷的定量、定性、定位以及缺陷检出概率、漏检率、检测结果重复率等问题,这些对超声检测仪器的研制提出了更高要求。
为克服传统接触式超声检测的不足,人们开始探索非接触式超声检测技术,提出了激光超声、电磁超声、空气耦合超声等。
其中空气耦合式超声波无损检测技术因其非接触、非侵入、完全无损的特点,特别是能够实现快速在线扫查,使该技术有着很好的应用前景。
为提高检测效率,发展了相控阵超声检测。
随着机械扫描超声成像技术的成熟,超声成像检测也得到飞速发展。
目前,超声检测仪器已明显向检测自动化、超声信号处理数字化、诊断智能化、多种成像技术的方向发展。
1.1 检测自动化钢铁和机械行业已经广泛采用了自动超声检测设备和检测流水线,检测管材、线材或其他型材。
此外,各种专业检测仪器也不断涌现,如用于探测窄空间管道的遥控自动爬车,用于检测变速齿轮焊缝的自动超声检测系统等。
1.2 超声信号处理数字化目前,超声信号处理已经广泛采用现代数字信号处理技术(如自适应算法、谱分离处理、小波分析等),既能有效滤除超声回波中夹杂的噪声,又能对检测缺陷的特有属性进行分析,极大的提高了超声检测的准确性。
探究超声波无损检测技术的发展摘要:超声波无损检测技术具有无损伤和效率高等诸多优点,因此也被广泛应用于各行各业中,尤其是近年来随着科技的不断发展,获得越来越多人的关注,甚至成为了一项研究重点,尽管超声波检测技术有了一些新进展,但人们对他的新要求也进一步为超声波检测技术增添了新内涵。
本文从超声波无损检测技术发展的意义入手,重点研究了目前超声波无损检测技术的发展,专利申请趋势虽然在快速上涨,创新能力也有一定上升,但实际成效取得仍不够大,并对超声波无损检测技术的应用进行了一系列探究,脉冲反射法、声发射技术、超声非线性成像检测技术和激光超声无损检测技术等,希望能对其之后的发展有所帮助。
关键词:超声波;无损;检测技术;发展1.超声波无损检测技术发展的意义超声波检测技术可以在不对人体和其他物体造成危害的条件下进行穿透,因此被广泛应用于各个领域中,而现阶段科技水平的不断提升,人们对超声波检测技术有了新要求,超声波检测技术也有了新的发展,正在朝着无损的方向逐步迈进,这也进一步为超声波检测技术增添了新内涵,因此探究超声波无损检测技术的意义重大。
2.目前超声波无损检测技术的发展随着科学技术的不断发展,人们对无损检测技术的要求也在不断上升,一般而言,超声、射线以及磁粉等都可以作为无损检测技术加以使用,然而与射线和磁粉相比,超声无损检测技术往往由于其自身的优势更容易受到人们的欢迎。
就目前超声无损检测技术的情况来看,它已被广泛应用于医学领域和电子工业等诸多领域,截止到二零一九年上半年,我国与之有关的专利申请数量就已经远超日本,并能与德国齐平,达到了全世界数量的百分之九。
然而尽管如此,我国的超声波无损检测技术专利申请数量依然远不能与前苏联和美国相较,我国近年来由于政策扶持等诸多原因,创新能力有一定上升,但实际成效取得仍不够大,专利申请趋势虽然在快速上涨,但我们仍要戒骄戒躁,踏实专心,才能真正取得相关成效。
3.探究超声波无损检测技术的应用3.1脉冲反射法脉冲反射法目前是我国超声波检测技术中一项最为常见的方法,它之所以能够被广泛应用,主要还是得益于它的灵活性和适用性,能够使用一台机器来对多个波形进行检测,通过这种方式不仅简化了检测工作人员的检测量,减少了技术人员的工作难度,还完善了超声波检测的相关技术标准。
空气耦合式超声波无损检测技术的发展及展望罗元国 王保良 黄志尧 李海青(浙江大学控制科学与工程学系工业控制技术国家重点实验室 杭州 310027)摘要 分析了空气耦合式超声波无损检测技术存在的主要困难,介绍了该技术的主要研究进展,并对其发展趋势进行了简要的分析。
关键词 空气耦合 超声波 无损检测Progress and Prospect of Air-coupled Ultrasonic Non-destructive EvaluationLuo Yuanguo Wang Baoliang Huang Zhiyao Li Haiqing(N ational L abor atory of I ndustrial Contr ol T echnology,D ep artment of Contr olScience&Engineer ing,Zhej iang University,H angz hou310027,China)Abstract T he recent progress of air-coupled ultrasonic non-dest ructive evaluat ion is review ed.Some points of view about t he prospect of air-coupled ultrasonic non-dest ructive evaluat ion are present ed.Key words Air-coupled U lt rasonic Non-destruct ive evaluat ion1 引 言超声波在无损检测领域有着广泛的应用,但传统的检测方法需要使用专门耦合剂或用水浸法来减少超声波在空气中传播的损失,限制了它的适用范围。
空气耦合式超声无损检测技术较好地弥补了这方面的不足,其非接触、非侵入、完全无损的特点,特别是能够实现快速在线扫查,有着很好的应用前景,但传统的压电陶瓷的换能器无法作为空气耦合换能器,因此,研制以空气为耦合层的超声波换能器是该技术的研究重点。
随着显微机械加工技术的发展以及高分子材料技术的进步,高效率、高灵敏度的空气耦合式超声波换能器的制作取得了较大的突破,加上低噪声,高增益的放大器的研制及计算机信号处理技术的发展,使空气耦合式超声波无损检测技术有了长足的进步,并在一些领域获得了较好的应用成果。
文中对国际上在空气耦合超声波无损检测技术上的研究进展进行了介绍,并对其发展趋势进行了简单的分析。
2 空气耦合式超声波检测技术的主要困难空气同检测对象之间巨大的特性声阻抗差以及空气对高频声波较大的吸收率,使普通压电陶瓷的换能器无法实现非接触检测。
表1给出了超声波在几种常见介质中传输的特性声阻抗(Z)和传输系数(T),其中,特性声阻抗定义为Z=Q V,其单位为:kg/m2s,用Ray1表示。
传输系数T表明了超声波从一种介质进入另一种介质中时能量损失的情况,是Z的函数:T= 4Z1Z2/(Z1+Z2)2,无量纲。
表1 常见介质的特性声阻抗和传输系数[1]介质I(Ray1)介质II(Ray1)T衰减dB(20logT) Z W:1.5M Z A1:17M0.3010Z A:420Z A1:17M0.000180Z W:1.5M Z S:45M0.1318Z A:420Z S:45M0.00003788 注:表中下标W为水,A为空气,Al为铝,S为钢从表1中可以看出,超声波在从空气入射到被测试块,要损失大约80dB,当其再出射到空气中还要发生同样的衰减,大约要损失150dB以上。
因此,巨大的特性阻抗差是空气耦合超声检测技术一个主要困难。
第26卷第8期增刊 仪 器 仪 表 学 报 2005年8月另外,空气对高频超声波的高吸收率也是不容忽视的,可以用衰竭距离(信号振幅减弱至其初始值的1/e 的距离)来表示,其与频率成反比关系,当频率为1M Hz 时,大概为5cm ,而到了4M Hz 时,仅为3.1mm ,也就是说,留给该技术的空间仅有几个厘米[1]。
正因为如此,此项技术在很长一段时间里并没有得到广泛的应用。
3 空气耦合式超声波检测技术的发展概况 近年来,空气耦合式超声波检测技术的研究重点主要是在空气耦合式超声波换能器研制和具体的检测应用上。
高效率、高灵敏度的空气耦合式换能器的研究是此项技术的核心,主要有两个方向:(1)从传统的压电陶瓷超声换能器出发,通过增加耦合层的方法制作适应以空气作介质的换能器;(2)采用显微加工技术制作静电换能器。
1995年,W.A.Grandia 系统地阐述了这两种方法的基本原理和制作方法,并作了相应的比较[2]。
在耦合层的研究上,主要有3个问题:(1)寻找低特性声阻,低衰减率,具有足够的机械Q 值的耦合材料。
(2)要将符合条件的材料加工成厚度合适(K /4厚度被证明是比较理想的)的耦合层,(3)要将制作出来的耦合层加到压电陶瓷制作的超声波换能器上。
对材料的选择,主要集中在多孔复合材料上,高纤维复合材料[3~4],硅气凝胶[5]等,T.Gomez 经过对多种材料特性的研究,提出了两种比较理想的材料聚聚醚砜(Polyethersulf one )和尼龙(N ylon ),另外在一些特殊的应用上可以使用的混合纤维素脂(M ix ed cellalose esters)和聚二氟乙烯PVDF,基本上解决了材料的选择问题[6]。
目前随着显微加工技术的进步,所需厚度薄膜的制备已经可以完成,但由于这样的膜往往很脆,很难附到换能器的表面上,并且单层膜的耦合性能是比较差的[3],因此,一般采用双层或三层膜的制作方法,对耦合层要求的技术指标也有了比较清楚的界定,为以后商业化和实用化研究提供了基本的依据[7]。
静电换能器的基本原理是将一面金属化处理后的薄膜附在表面均匀分布小孔的导体基板上,形成许多小气穴,当给基板和薄膜之间加直流偏压时,由于静电力的作用,薄膜会发生变形,施以激励电压即会产生超声波,或者敏感到超声波将其转换成电信号。
如图1所示,它有一些优良的特性:频响宽,阻尼性能好,特性声阻抗低,其带宽可以通过改变偏压和激励电压很方便地改变,特别是随着显微加工技术的发展,它的制作成本会越来越低,并且适合大批量制作特性相同的换能器,对组成换能器阵列非常有利。
对它的研究主要集中在显微加工方法、薄膜材料、理论模型及声场特性等方向[8~10]。
图1 静电换能器原理图[3]随着换能器研究的进展,利用已有的超声波检测系统,通过适当的改造来进行无接触检测是一个应用研究重点。
例如通过增加低噪高增益前置放大器,尽可能地提高信噪比,已经出现达到100dB 增益的低噪声放大器[11]。
R.Stoessel 等利用以硅橡胶作为耦合层的压电式换能器采用C 扫描的方法对几种复合材料的缺陷检测进行了研究[12];E .Blomme 等在较宽的频率范围内对一些典型材料:布料上的涂层,铝板、钢板、薄铸件中的缺陷利用此方法进行检测,得到比较满意的结果[1];在造纸业中利用该技术进行了测厚和测湿[13];另外还进行了在线涂层监测的应用研究[14]。
在静电换能器的应用上,T at Hean Gan 等采用聚焦方式进行表面成像,得到了较高的成像精度,由于可以实现在无光照和高温等环境中应用,在一些场合比光学成像更有优势[15]。
利用静电换能器组成阵列进行成像研究也有进展[16],这些都从各个侧面反映了在空气耦合超声无损检测技术在实际中的应用。
4 存在的主要问题虽然空气耦合式超声波无损检测技术在各方面都有了较大进展,但仍然有许多问题尚未得到根本解决,主要有:(1)作用距离短,带宽窄。
高声阻差、强衰减是空气耦合超声无损检测技术必须面临的问题,其适用的频率范围只能在1M Hz 左右,较大地限制了它的应用范围。
(2)空气耦合条件下的声场特性的研究还不是很深入、系统。
743 第8期增刊空气耦合式超声波无损检测技术的发展及展望(3)换能器的研究取得了较大的进展,但实用的产品并不多见,大多还处在实验研究阶段。
(4)专门的检测系统研究还不成熟,在线应用较少。
5 展 望虽然在大面积在线实时扫查、复合材料缺陷检测、表面成像等方面有着良好的应用前景,但空气耦合式超声无损检测技术离工业化应用还有一段距离,需要进一步深入研究。
根据目前的研究现状,下一步的研究主要集中在3个方面,(1)适用于不同应用环境的空气耦合式超声波换能器的研制,进一步提高精度和灵敏度,降低制作成本。
(2)适用于工业化的在线检测系统的研制,尽快从实验室进入工业现场。
(3)深入研究空气耦合条件下的超声波声场特性,尽可能地扩展此技术的适用范围。
参考文献1 E.Blomm e,D.Bulcaen,F.D ecler cq..A ir-co upled ul-tr asonic N DE,Ex periment s in the frequency rang e 750kHz~2M Hz.N DT&E International,2002,35: 417~426.2 W. A.Gr andia, C.M.Fo rt unko,et al..N DE applica-tions of air-co upled ultr aso nic tra nsducer s.1995IEEE U ltr as.Sy mpo sium,1995,697~709.3 T.G mez, F.M onter o de Espinosa.Br idging the g ap o f impedance m ismatching betw een air and so lid mat eri-mais.P ro c.2000I EEE U lt ras.Sympo sium,2000,1069~1072.4 M onter o T.G mez, A.A lba reda,R.P kr ez.High sen-sit ive piezo electr ic tr ansducers fo r N DE air bo rne appli-cations.2000I EEE U ltr as.Sympo sium,2000,1073~1076.5 T.G mez,F.M onter o de Espino sa,et al..F abrica-tion and char act erization of silica aer og el films fo r air-co upled piezoelect ric tr ansducers in the megaher tz r ange.2002IEEE U ltr as.Sy mposium,2002,1107~1110.6 T.G mez..Aco ustic impedance matching o f piezoelec-tr ic tr ansducer s to t he air.IEEE T rans.on U ltraso nics,F err oelectr ics,and F requency Contr ol,2004,51(5):624~633.7 Stephen P.Kelly,G or do n Hayw ar d,T om s E.G m ez.Char act erizat ion and a ssessment of an integ ra ted ma tch-ing lay er for air-coupled ultr asonic applicatio ns.IEEE T rans.on U lt rasonics,F err oelectrics,and F requency Co nt ro l,2004,51(10):1314~1323.8 D.W.Schindel,D.A.Hutchins,Linchun Zo u,M.Say-er.T he desig n and char act erizat ion of micr omachined air-coupled capacitance t ransducers.IEEE T rans.on U l-tr asonics,F er ro electr ics,and F requency Co ntro l,1995, 42(1):42~50.9 Ig al L adabaum,Xuecheng Jin.Sur face micr omachined capacitiv e ultr asonic tr ansducers.I EEE T rans.o n U l-tr asonics,F err oelectrics,and F r equency Co nt ro l,1998, 45(3):678~690.10 T.J R obert so n, A.N eild, D.A.Hutchins.Radiated fields of r ectangular air-co upled micr o machined tr ans-ducers.2001IEEE U lt ras.Sy mposium,2001, 891~894.11 A.T ur oa,J.Salazar a,J.A.Chav ez.U lt ra-lo w no ise fro nt-end electr onics fo r air-coupled ultr asonic no n-de-st ructiv e evaluatio n.N DT&E International,2003,36: 93~100.12 R.St oessel,N.Kr ohn.A ir-coupled ult raso und inspec-tio n o f v arious mater ials.U ltr asonics,2002,40:159~163.13 Craig S.M cI nt yr e,D avid A.Hutchins.T he use o f air-coupled ultr aso und t o test paper.IEEE T r ans.o n U ltraso nics,F err oelectrics,and Fr equency Co nt ro l, 2001,48(3):717~727.14 Erik Blomm e,D irk Bulcaen,Filip Decler cq,P ieter L ust.A ir-co upled ult raso nic ev aluation of co ated t ex-tiles.2002IEEE U ltras.Symposium,2002,757~760. 15 T at Hean Gan,David A.Hutchins,Duncan R.Bill-so n,Dav id W.Schindel.High r esolutio n a ir-coupled ultr asonic imaging of thin mat er ials.2002IEEE U l-tras.Symposium,2002,897~900.16 J.S.M Intosh,D.A.Hutchins,G.Etchev err y.M icr o-machined ca pacit ive tr ansducers arr ay fo r im aging in air.2001IEEE U ltr as.Sympo sium,2001,929~932.744仪 器 仪 表 学 报 第26卷 。