第九章 色差
- 格式:ppt
- 大小:724.50 KB
- 文档页数:33


色差公式(9)——CMC(l:c)色差公式色差公式(9)——CMC(l:c)色差公式1984年英国染色家协会(SDC, the Society of Dyers and Colourist)得颜色测量委员会(CMC,the Society’s Color Measurement mittee,)推荐了CMC(l:c)色差公式,该公式就是由F、J、J、Clarke、R、McDonald与B、Rigg在对JPC79公式进行修改得基础上提出得,它克服了JPC79色差公式在深色及中性色区域得计算值与目测评价结果偏差较大得缺陷,并教育部引入了明度权重因子l与彩度权重因子c,以适应不同应用得需求。
在CIELAB颜色空间中,CMC(l:c)公式把标准色周围得视觉宽容量定义为椭圆。
椭圆内部得颜色在视觉上与标准色就是一样得,而在椭圆外部得颜色与标准色就不一样了。
在整个CIELAB颜色空间中,椭圆得大小与离心率就是不一样得。
以一个给定得标准色为中心得椭圆得特征,就是由相对于标准色在⊿L*、⊿C*ab、⊿H*ab方向上得两半轴得长度决定得。
用椭圆方程定义得色差公式⊿E CMC(l:c)如下所示: 式中,上式中, 、、均为标准色得色度参数,这些值以及上面得、、都就是在CIELAB空间计算得到。
S L、S C与S H就是椭圆得半轴,l、c就是因数,通过l、c可以改变相对半轴得长度,进而改变⊿L*、⊿C*ab、⊿H*ab得相对容忍度。
例如,在纺织中,l通常设为2,允许在⊿L*上有相对较大得容忍度,这也就就是CMC(2:1)公式。
很明显,用标准色得CIELAB坐标、、来对校正值S L、S C与S H 进行计算就是极为重要得。
这些参数用非线性方程定义,也表明,⊿L*得宽容量随着得增大而增大,⊿C*ab得宽容量随着得增大而增大,⊿H*ab 得宽容量随着得增大而增大并且与得变化同步。
由于CMC色差公式比CIELAB公式具有更好得视觉一致性,所以对于不同颜色产品得质量控制都可以使用与颜色区域无关得“单一阈值(Single number tolerance)”,从而给颜色测量与色差得仪器评价带来了很大得方便。
第九章 色差任何光学介质,对透明波段中不同波长的单色光具有不同的折射率,波长短者折射率大。
光学系统多半用白光成像,白光入射于任何形状的介质分界面时,只要入射角不为零,各种色光将因色散而有不同的传播途径,结果导致各种色光有不同的成像位置和不同的成像倍率。
这种成像的色差异称为色差。
通常由用两种接收器的性质而选定的单色光来描述色差。
对于目视光学系统,都选为蓝色的F 光和红色的C 光。
色差有两种,其中描述两种色光对轴上物点成像位置差异的色差称为位置色差或轴向色差;因不同色光成像倍率的不同而造成物体的像大小差异的色差称为倍率色差或垂轴色差。
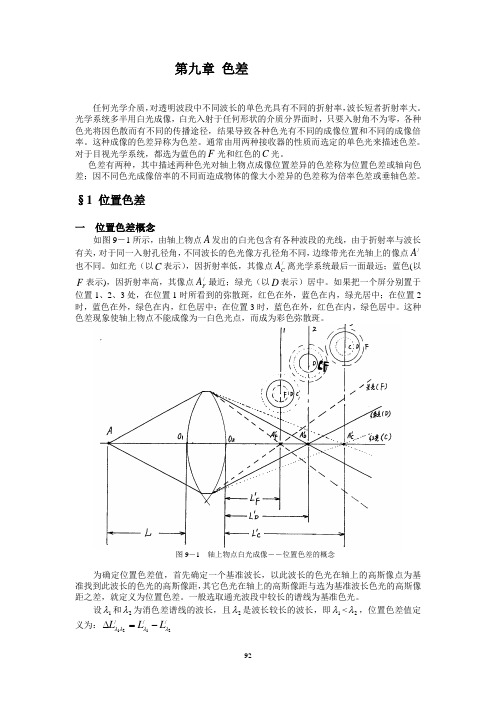
§1 位置色差一 位置色差概念如图9-1所示,由轴上物点A 发出的白光包含有各种波段的光线,由于折射率与波长有关,对于同一入射孔径角,不同波长的色光像方孔径角不同,边缘带光在光轴上的像点/A也不同。
如红光(以C 表示),因折射率低,其像点/C A 离光学系统最后一面最远;蓝色(以F 表示),因折射率高,其像点/F A 最近;绿光(以D 表示)居中。
如果把一个屏分别置于位置1、2、3处,在位置1时所看到的弥散斑,红色在外,蓝色在内,绿光居中;在位置2时,蓝色在外,绿色在内,红色居中;在位置3时,蓝色在外,红色在内,绿色居中。
这种色差现象使轴上物点不能成像为一白色光点,而成为彩色弥散斑。
图9-1 轴上物点白光成像――位置色差的概念为确定位置色差值,首先确定一个基准波长,以此波长的色光在轴上的高斯像点为基准找到此波长的色光的高斯像距,其它色光在轴上的高斯像距与选为基准波长色光的高斯像距之差,就定义为位置色差。
一般选取通光波段中较长的谱线为基准色光。
设1λ和2λ为消色差谱线的波长,且2λ是波长较长的波长,即1λ<2λ,位置色差值定义为:///2121λλλλL L L -=∆式中,/1λL 和/2λL 分别为波长1λ和2λ的色光像方截距或称高斯像距。
光学系统近轴区的位置色差为:///2121λλλλl l l -=∆ 式中,/1λl 和/2λl 是对1λ和2λ两种色光计算的近轴光像方截距。

色差基础知识目录1.内容概括................................................2 1.1 色差的定义.............................................2 1.2 色差的重要性...........................................31.3 色差的应用领域.........................................32.色差的基本类型..........................................4 2.1 亮度色差...............................................5 2.2 色调色差...............................................62.3 饱和度色差.............................................73.色差的产生原因..........................................7 3.1 光源的影响.............................................8 3.2 观察者视觉感知的差异...................................93.3 材料和表面特性........................................114.测量色差的方法.........................................12 4.1 仪器和方法介绍........................................13 4.1.1 分光光度计..........................................14 4.1.2 色差仪..............................................14 4.1.3 光谱辐射计..........................................15 4.2 实验操作步骤..........................................164.2.1 样品准备............................................184.2.2 测量过程............................................194.2.3 结果分析............................................205.色差的应用实例.........................................215.1 色彩设计中的应用......................................225.2 产品质量控制..........................................245.3 广告和市场营销........................................255.4 环境监测与改善........................................266.色差校正技术...........................................276.1 物理方法..............................................286.2 光学方法..............................................296.3 计算机辅助方法........................................317.色差理论的现代发展.....................................327.1 量子色差理论..........................................327.2 色差度量的新进展......................................337.3 色差理论在新材料领域的应用............................351. 内容概括本文档主要介绍了色差的基础知识,包括色差的定义、分类、产生的原因以及色差在各个领域中的重要性。


⾊差的计算⽅法⾊差公式:△Eab=[△L*2 △a*2 △b2]1/2△L=L样品-L标准明度差异△a=a样品-a标准红/绿差异△b=b样品-b标准黄/蓝差异△E总⾊差的⼤⼩△L⼤表⽰偏⽩,△L⼩表⽰偏⿊△a⼤表⽰偏红,△a⼩表⽰偏绿△b⼤表⽰偏黄,△b⼩表⽰偏蓝范围⾊差(容差)0 - 0.25△E⾮常⼩或没有;理想匹配0.25 - 0.5△E微⼩;可接受的匹配0.5 -1.0△E微⼩到中等;在⼀些应⽤中可接受1.0 -2.0△E中等;在特定应⽤中可接受2.0 - 4.0△E有差距;在特定应⽤中可接受4.0△E以上⾮常⼤;在⼤部分应⽤中不可接受为了解决基于RGB ⾊彩模型的图⽚⽐对存在的上述问题,我们采⽤了基于⾊彩计算的新的图⽚验证⽅法。
在开始介绍基于⾊差分析的图⽚⽐对⽅法之前,先介绍⼀下⾊差的相关原理。
⾊差的原理和发展历史所谓⾊差,简单说来就是表⽰两种颜⾊的差异程度。
说到⾊彩的量化和测量技术,就必须提到国际发光照明委员会(CIE)。
鉴于RGB ⾊彩模型与设备相关性等问题,CIE 在RGB 模型基础上,制定了⼀系列包括CIE XYZ 基⾊系统和颜⾊空间等在内的新标准,试图建⽴⼀个新的⾊彩空间,使得⼯业界能够准确指定产品颜⾊。
⽽后⼜针对XYZ ⾊彩空间的不⾜,进⼀步制定了LAB ⾊彩空间规范及有关⾊差计算公式。
使得⼯业界可以⽤数值deltaE 来表⽰两种⾊彩的差异程度,进⽽评估它们的近似度。
⽬前CIE1976LAB 规范已经被⼴泛应⽤,成为国际通⽤的⾊彩测量标准。
需要指出的是,⾊差的计算公式并⾮只有CIELAB差公式这⼀种。
⾊差的计算和应⽤虽然RGB ⾊彩模型被⼴泛应⽤,但却不能直接通过RGB ⾊彩模型计算出⾊差。
我们必须先将⾊彩从RGB ⾊彩空间转换到XYZ ⾊彩空间,⽽后再转换到LAB ⾊彩空间,最后根据总⾊差公式来计算⾊差。
事实上CIE 提供了多种理想的⾊彩模型和转换算法,这⾥我们只是选取其中的⼀种简单算法。
色差的原理色差是指在相同光源下,不同颜色的物体在人眼中所呈现的颜色差异。
色差的产生是由于物体表面的颜色不同,导致反射光的波长和强度不同所致。
色差是人们在日常生活中经常遇到的现象,也是色彩设计和色彩管理中需要重点关注和处理的问题。
了解色差的原理,有助于我们更好地理解色彩的形成和表现,从而更好地运用色彩进行设计和管理。
首先,要了解色差的原理,就必须了解光的三原色。
光的三原色是红、绿、蓝三种颜色,它们是可以通过光的混合来产生其他颜色的基本颜色。
在光的三原色中,红光的波长较长,绿光的波长次之,蓝光的波长最短。
当这三种颜色的光以不同的比例混合在一起时,就可以产生其他各种颜色的光。
这就是色彩的原理。
其次,色差的产生还与物体表面的反射特性有关。
不同颜色的物体对光的吸收和反射能力是不同的,这就决定了物体表面所反射出的光的波长和强度也是不同的。
当我们看到一个物体的颜色时,实际上是因为它所反射出的光进入我们的眼睛,经过视网膜的处理后,产生了相应的视觉效果。
因此,物体的颜色实际上是由物体表面对光的反射特性所决定的。
最后,色差的产生还与人眼的感知能力有关。
人眼对不同波长和强度的光有不同的感知能力,这就导致了在相同光源下,不同颜色的物体在人眼中所呈现的颜色差异。
这也是为什么在不同的光线条件下,同一个物体的颜色会呈现出不同的效果的原因。
综上所述,色差的产生是由于光的三原色的混合、物体表面的反射特性以及人眼的感知能力共同作用的结果。
了解色差的原理,有助于我们更好地理解色彩的形成和表现,从而更好地运用色彩进行设计和管理。
在色彩设计和色彩管理中,我们可以通过合理的光源选择、物体表面处理和色彩搭配等手段来减少色差的产生,从而达到更好的视觉效果。
同时,对于色彩的表现和呈现也需要充分考虑人眼的感知特点,以便更好地传达设计意图和管理要求。
总之,色差的原理是一个涉及光学、物理学和生理学等多个领域的复杂问题,只有全面理解和把握了色差的产生原理,才能更好地运用色彩进行设计和管理,达到更好的视觉效果。
色差的成因与预防(一)色差1.疵病特征:染色制品所得色泽深浅不一,色光有差别。
(1)同批色差:同批产品中.一个色号的产品箱与箱之间、件与件之间、包与包之间、匹与匹之间有色差。
‘‘(2)同匹色差:同匹产品中的左中有有色差或前后有色差或正反面有色差。
色差是染整厂常见疵病和多发性疵病之一,严重影响染色成品的质量。
2.产生原因各类织物的纤维组成不同,染色时采用的染料种类及工艺设备不同、加上染色加工中有不同的要求和特点,产生疵病的原因及表现就不一样。
色差在外观表现上多种多样,但究其原因,主要有以下几种。
(1)染料在织物上先期分布不均匀:染料在固着之前,如果在织物各部位上分布不匀,固色后必然形成色差。
造成这种现象的主要原因为:①织物因素:由于纤维性能不同或前处理退、煮、漂、丝不够匀透,使染前半制品渗透性不匀而引起对染料吸收程度的差异。
②吸液因素;由于机械结构上的原因或操作不当,使织物各部位的带液率不一致,因而造成色差。
轧辊压力不匀、加入染化料不匀等都会使织物吸收染料不匀。
②预烘因素:在浸轧染液后预烘时,由于烘燥的速率和程度不一致,引起染料发生不同程度的泳移,使染料在织物上分布不匀。
(2)染料在织物上固着程度不同:尽管染料在织物上先期分布是均匀的,但在固着过程中.如条件控制不当(如温度、时间、染化料浓度等),使织物上某些部位的染料没有得到充分固色,在后处理皂洗时即被去除.从而产生色差。
例如,分散染料热溶温度两边或前后不一致、还原染料部分还原或氧化不充分、活性染料汽蒸条件不良等都会造成织物的前后或左右有色差。
(3)染料色光发生变异:这种差异不是由于织物上染料分布不均匀造成的.而是由于某些原因引起织物上的部分染料的色光发生变化,一般有以下3种原因:①染前因素:半制品的白度不匀或pH值有较大差异,在染色后往往造成色光差异。
②染色因素:例如分散染料热溶温度过高,使某些染料的色光变得萎暗;还原染料的过度还原,也会使色光有差异。