实验二 形位误差测量——(三) 平行度、垂直度测量实验
- 格式:doc
- 大小:104.00 KB
- 文档页数:5
《互换性与技术测量》实验报告机械工程基础实验室技术测量室编年级班级姓名实验名称及目录:实验一、尺寸测量实验1—1、轴的测量实验1—2、孔的测量实验二、形位误差测量实验2—1、直线度误差的测量实验2—2、平行度误差、平面度误差测量实验三、表面粗糙度测量、螺纹测量实验3—1、表面粗糙度的测量实验3—2、螺纹中径、螺距及牙形半角的测量实验四、齿轮测量实验4—1、直齿圆柱齿轮公法线的测量实验4—2、直齿圆柱齿轮齿厚偏差的测量一、实验目的三、被测零件:四、测量示意图:七、测量数据分析并判断被测零件是否合格;八、思考题:1、用立式光学计测量塞规属于什么测量方法?2、绝对测量和相对测量各有什么特点?3、什么是分度值?刻度间距?4、仪器的测量范围和刻度尺的示值范围有何不同?一、实验目的三、被测零件:四、测量示意图:六、测量数据记录:(单位:mm)七、测量数据分析并判断被测零件是否合格;八、思考题:1、用内径千分尺和内径量表测量孔的直径是,各属于哪种测量方法?2、内径量表测量孔时“转折点”意味着什么?一旦“零位”确定,百分表指针超过“零位”发生转折,示值为正还是负?百分表指针不过“零位”发生转折,示值为正还是负?3、组合量块组的原则是什么?实验报告:直线度误差的测量(形状公差的测量)一、实验目的:二、实验仪器:四、测量示意图:(要求画出简单的仪器的测量原理图和被测面的测量截面图)六、作图:分别用最小区域法和两端点连线法求直线度误差值,并作出合格性结论。
七、思考题:1、以本实验为例,试比较按最小区域法和两端点连线法评定的直线度误差值何者更合理?2、用作图法求直线度误差值时,如前所述,总是按平行于纵坐标计量,而不是按垂直于两条平行包容直线的距离计量,原因何在?实验报告:平面度误差的测量一、实验目的:四、测量示意图:六、析判断被测平面是否合格?实验报告:平行度误差的测量一、实验目的:四、测量示意图:六、分析判断被测件平行度是否合格?实验报告:表面粗糙度的测量Array一、实验目的:二、实验仪器:三、实验内容:1、用表面粗糙度电感测微仪测量表面粗糙度的R a值;2、用干涉显微镜测量表面粗糙度的R z值。
实验二形状和位置误差测量1.实验目的(1)掌握用指示表和平台测量平面的形位误差的方法;(2)掌握平面的平面度、平行度和位置度三种形位误差的评定方法和数据处理方法。
2.原理本实验三种形位误差的检测原理均为与理想要素比较原理:(1)平面度误差的测量原理用平台的工作表面模拟理想平面,将实际被测平面与模拟理想平面相比较,用指示表测出其差别。
平面可看成由许多直线构成,因此可用几个有代表性的直线的直线度误差来综合反映该平面的平面度误差。
(2)面对面平行度误差的测量原理用平台的工作表面模拟模拟基准平面和理想平面。
(3)面对面位置度误差的测量原理用平台的工作表面模拟基准平面和理想平面,并用量块组的尺寸体现图样上标注的理论正确尺寸。
3.试剂和仪器设备(1)百分表;(2)磁力表座;(3)试件;(4)平台(,1级);(5)量块(83块/套)。
4.实验步骤(1)将被测工件以其实际基准表面放置在测量平台的工作表面上;(2)按图样上标注的理论正确尺寸选取量块组,并将其放置在测量平台的工作表面上;(3)用量块组调整指示表的示值零位;(4)按选定的布点方式在实际被测表面上标出各测点位置;(5)移动测量架,逐点测量各测点至测量平台工作表面的距离。
5.实验数据及其处理(1)测量数据为各测点指示表的示值;(2)按对角线平面法和最小条件求解平面度误差值;(3)按定向最小区域求解平行度误差值;(4)按定位最小区域求解位置度误差值;(5)按图样上标注的形位公差值判断被测要素的合格性。
6.问题讨论(1)按对角线平面法和最小条件评定平面度误差值各有何特点?(2)面对面平行度误差的定向最小包容区域的判别准则是什么?(3)面对面位置度误差的定位最小包容区域的判别准则是什么?。
平行度和垂直度测量方法_OK
一、平行度的测量方法:
(一)对工件的凸起物进行测量:
1.使用滑动尺进行测量:将滑动尺的一端紧贴工件的平整表面,沿着
工件的凸起物滑动,通过读数来判断凸起物的平行度。
2.使用感应式测厚仪进行测量:将感应式测厚仪的传感器置于工件表面,并让其沿凸起物滑动,读取传感器的数值即可。
(二)对工件的凹陷物进行测量:
1.使用游标卡尺进行测量:将游标卡尺的测量臂调整成与凹陷物平行,将测量臂的一端放在凹陷物的底部,读取游标卡尺的刻度值即可。
2.使用三点测量法进行测量:在凹陷物的两侧各测量一个点,并记录
其高度差,通过计算两个点之间的高度差来判断凹陷物的平行度。
二、垂直度的测量方法:
(一)使用指示器进行测量:
1.将指示器固定在测量设备上,并将其感应头放在待测工件表面。
2.将工件以不同方向进行旋转,观察指示器示数的变化,通过判断示
数的变化来评估工件的垂直度。
(二)使用测高仪进行测量:
1.将测高仪的探头放在工件表面的一个点上,记录该点的高度值。
2.将探头移到另一个点上,记录其对应的高度值。
3.通过计算两个点的高度差来判断工件的垂直度。
三、其他测量方法:
除了上述常用方法外,还可以使用光学测量仪器和三坐标测量仪等设备来获得更准确的平行度和垂直度数值。
综上所述,平行度和垂直度的测量方法既有简单易行的传统方法,也有精密高效的仪器辅助方法。
在实际应用中,根据具体情况选择合适的测量方法,确保测量结果准确可靠,以保证产品的质量和工艺的稳定性。
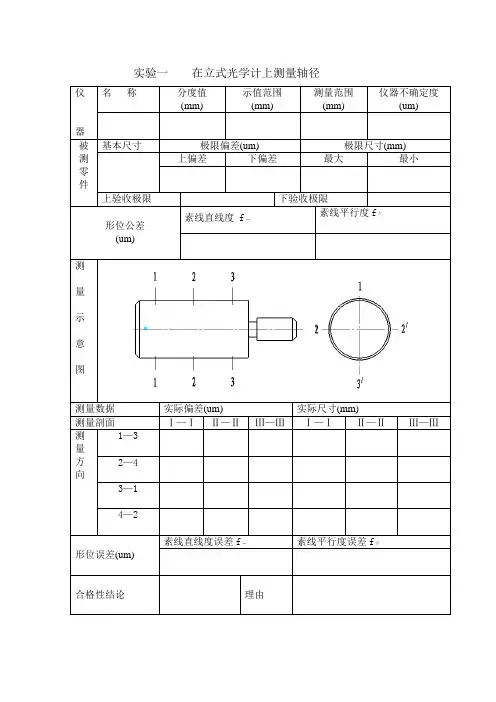
实验一在立式光学计上测量轴径
仪器名称分度值
(mm)
示值范围
(mm)
测量范围
(mm)
仪器不确定度
(um)
被测零件基本尺寸极限偏差(um) 极限尺寸(mm)
上偏差下偏差最大最小上验收极限下验收极限
形位公差
(um)
素线直线度f-
素线平行度f//
测
量
示
意
图
测量数据实际偏差(um) 实际尺寸(mm)
测量剖面Ⅰ—ⅠⅡ—ⅡⅢ—ⅢⅠ—ⅠⅡ—ⅡⅢ—Ⅲ
测量方向1—3 2—4 3—1 4—2
形位误差(um)
素线直线度误差f-素线平行度误差f//合格性结论理由
实验二用光切显微镜测量表面粗糙度1.微观不平度十点高度Rz的测量
实验三形状误差的测量1.直线度误差的测量
2.平面度误差的测量
3.圆度误差的测量
实验四位置误差的测量
1.平行度误差的测量(mm)
3.跳动的测量(mm)
图样标注跳动量合格性结论端面跳动
径向跳动
径向全跳动
测量位置测量数据
最大最小差值1—1
2—2
3—3
4—4
5—5
6—6
7—7
8—8
测
量
示
意
图
实验五在工具显微镜上测量外螺纹各参数
实验一齿轮齿圈经向跳动的测量(表一)
实验一齿轮公法线长度及其变动的测量(表二)
实验一齿距偏差及齿距累计误差的测量(表三)
实验一在双啮仪上对齿轮的综合测量(表四)。
实验报告形位公差————————————————————————————————作者:————————————————————————————————日期:2目录实验一零件形状误差的测量与检验实验1—1直线度测量与检验实验1—2平面度测量与检验实验1—3圆度测量与检验实验1—4圆柱度测量与检验实验二零件位置误差的测量实验2—1 平行度测量与检验实验2—2 垂直度测量与检验实验2—3 同轴度测量与检验实验2—4圆柱跳动测量与检验实验2—4—1圆柱径向跳动测量与检验实验2—4—2圆柱全跳动测量与检验实验2—5端面跳动测量与检验实验2—5—1端面圆跳动测量与检验实验2—5—1端面全跳动测量与检验实验2—6 对称度测量与检验实验三齿轮形位误差的测量与检验实验3—1齿圈径向跳动测量与检验实验3—2齿轮齿向误差测量与检验实验一零件形状误差的测量与检验实验1—1直线度测量与检验一、实验目的1、通过测量与检验加深理解直线度误差与公差的定义;2、熟练掌握直线度误差的测量及数据处理方法和技能;3、掌握判断零件直线度误差是否合格的方法和技能。
二、实验内容用百分表测量直线度误差。
三、测量工具及零件平板、支承座、百分表(架)、测量块(图纸一)。
四、实验步骤1、将测量块2组装在支承块3上,并用调整座4支承在平板上,再将测量块两端点调整到与平板等高(百分表示值为零),图1-1-1所示。
图1-1-1 用百分表测量直线度误差2、在被测素线的全长范围内取8点测量(两端点为0和7点,示值为零),将测量数据填入表1-1-1中。
表1-1-1:单位:μm 测点序号0 1 2 3 4 5 6 7 计算值图纸值合格否两端点连线法最小条件法3、按图1-1-1示例将测量数据绘成坐标图线,分别用两端点连线法和最小条件法计算测量块直线度误差。
图1-1-1 直线度误差数据处理方法4、用计算出的测量块直线度误差与图纸直线度公差进行比较,判断该零件的直线度误差是否合格。

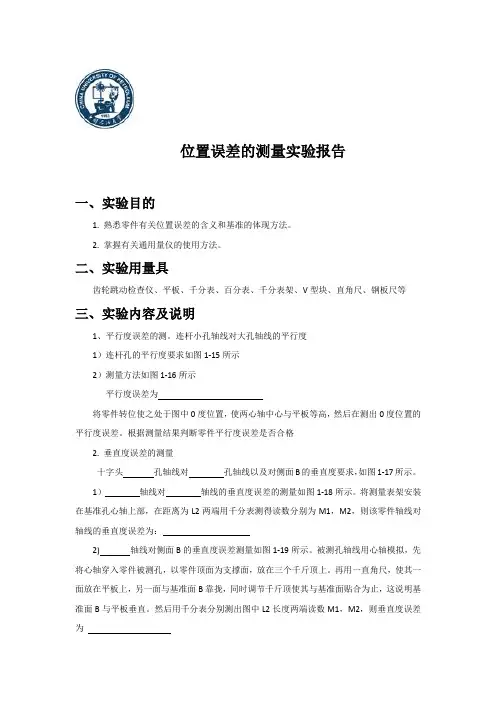
位置误差的测量实验报告一、实验目的1. 熟悉零件有关位置误差的含义和基准的体现方法。
2. 掌握有关通用量仪的使用方法。
二、实验用量具齿轮跳动检查仪、平板、千分表、百分表、千分表架、V型块、直角尺、钢板尺等三、实验内容及说明1、平行度误差的测。
连杆小孔轴线对大孔轴线的平行度1)连杆孔的平行度要求如图1-15所示2)测量方法如图1-16所示平行度误差为将零件转位使之处于图中0度位置,使两心轴中心与平板等高,然后在测出0度位置的平行度误差。
根据测量结果判断零件平行度误差是否合格2. 垂直度误差的测量十字头孔轴线对孔轴线以及对侧面B的垂直度要求,如图1-17所示。
1)轴线对轴线的垂直度误差的测量如图1-18所示。
将测量表架安装在基准孔心轴上部,在距离为L2两端用千分表测得读数分别为M1,M2,则该零件轴线对轴线的垂直度误差为:2) 轴线对侧面B的垂直度误差测量如图1-19所示。
被测孔轴线用心轴模拟,先将心轴穿入零件被测孔,以零件顶面为支撑面,放在三个千斤顶上。
再用一直角尺,使其一面放在平板上,另一面与基准面B靠拢,同时调节千斤顶使其与基准面贴合为止,这说明基准面B与平板垂直。
然后用千分表分别测出图中L2长度两端读数M1,M2,则垂直度误差为根据以上结果,判断两项垂直度要求是否合格3. 圆跳动误差的测量被测零件圆跳动公差要求如图1-23所示,其测量方法如图1-24所示1)径向圆跳动误差的测量:将工件旋转一周,记下千分表读数的最大差值。
共测三个截面,取其中最大跳动量作为该表面的径向圆跳动误差值,并判断该指标是否合格2)端面圆跳动误差的测量:分别在端面靠近最大直径处和较小直径处测量,每测一处,转动工件一转,读取指示表的最大最小读数差,取其较大者作为该端面的圆跳动误差值图1-15图1-16图1-17图1-18中国石油大学(华东)四、数据分析1. 单位(mm)实验内容L1L21L22L2M1M2F允许值是否合格孔轴线平行度0度位置36.262.059.0157.2 1.191 1.1950.000920.25合格孔轴线平行度90度位置36.279.578.5194.2 1.981 2.4650.09020.1合格孔轴线与端面垂直度93.860.060.0213.80.7100.5260.08070.06不合格孔轴线与孔轴线垂直度93.878.077.8249.60.8390.8890.01880.06合格图1-19图1-23图1-242. 单位(µm )3. 单位(µm )五、思考题1. 求垂直度、平行度误差时为什么要有L1/L2,L1、L2分别指什么?L2指被测心轴长度;L1指被测工件孔的长度。
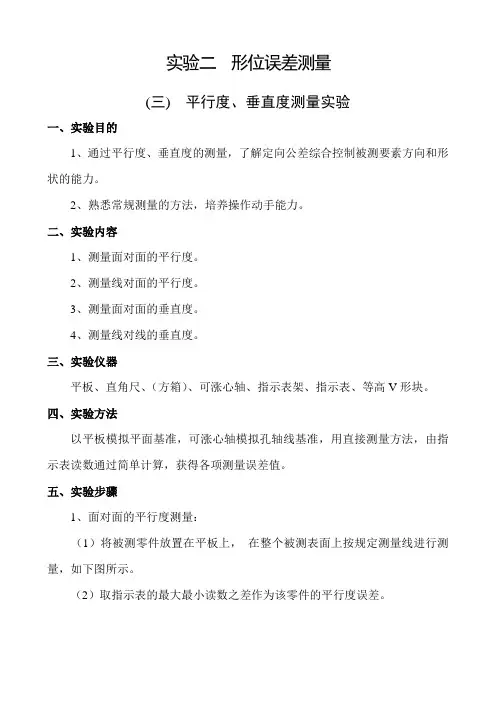
实验二形位误差测量
(三) 平行度、垂直度测量实验
一、实验目的
1、通过平行度、垂直度的测量,了解定向公差综合控制被测要素方向和形状的能力。
2、熟悉常规测量的方法,培养操作动手能力。
二、实验内容
1、测量面对面的平行度。
2、测量线对面的平行度。
3、测量面对面的垂直度。
4、测量线对线的垂直度。
三、实验仪器
平板、直角尺、(方箱)、可涨心轴、指示表架、指示表、等高V形块。
四、实验方法
以平板模拟平面基准,可涨心轴模拟孔轴线基准,用直接测量方法,由指示表读数通过简单计算,获得各项测量误差值。
五、实验步骤
1、面对面的平行度测量:
(1)将被测零件放置在平板上,在整个被测表面上按规定测量线进行测量,如下图所示。
(2)取指示表的最大最小读数之差作为该零件的平行度误差。
2
(1)将被测零件放置在平板上,被测轴线由心轴模拟,在测量距离为
3、面对面的垂直度误差测量:
(1)
(2)间隙小时看光隙估读误差值,间隙大时可用塞规片测量误差值。
4、线对线的垂直度误差测量:
(1)基准轴线和被测轴线由心轴模拟,将零件放置在等高V 形支承上。
如
M 2。
(3)计算垂直度误差:
1
-M 2| 六、将测量记录填表2-3
平行度、垂直度测量记录表3-1
七、思考题。

平行度和垂直度检测方法
平行度的检测方法
1、面与面的平行度在平台上用V型块全面保持基准平面,用杠杆百分表测量测量面的全表面,在A点调零,确认到B点。
平台或V型块
在要求的测量的面上测量。
测定值=最大值-最小值
2、线与面的平行度(1)将适合的塞规插
入两个基准孔内。
(2)将塞规的两端用平行块(或磁铁)支撑。
(3)将公差的指定面
调较至与平台平行,在A点调零,确认到B点。
(4)测定指定面,将读数的最大差(最高点减去最低点)作平行度。
3、面与线的平行度
在平台上,使用磁铁支撑基准面整体,测定两个孔到基准面的尺寸,将该尺寸差作平行度。
4、线与线的平行度
(1)将适合的塞规插入两个基准孔内。
(2)用平行块(或磁铁)将塞规两端固定。
(3)依照图在0°的位置求出☜B与☜C的中心偏移(X),并求出在90°回转位置上的☜B与☜C的中心偏移(Y)。
(4)将求出值用X2+Y2 算,所得值即平行度。
垂直度的检验方法
1、面与面的垂直度。
(1)将基准面用磁铁与平台平行地支撑。
实训三形位误差检测一.实训目的掌握平行度、垂直度、跳动、同轴度、平面度的测量方法二.实训器具大平板、水平仪、V型铁、偏摆仪、百分表(千分表)、磁性表座、厚薄规、被测工件等三.测量说明及方法要合理选用百分表和千分表,若公差值≥0.01mm,选用百分表测量,若被测工件的形位公差值<0.01mm,则用千分表检测。
1、平行度误差测量:平行度误差常用的方法有打表法和水平仪法。
这些方法是采用与理想要素比较的检测原则。
2、垂直度误差测量: 常用垂直度测量方法有光隙法(透光法)、打表法、水平仪法、闭合测量法等。
本次以光隙法测量垂直度,用光隙法测量简单快捷,也能保证一定的测量精度。
3、测量同轴度误差时,可用通用测量器具检测,常用的方法有芯轴打表法、双向打表法、壁厚差法,光轴法、径向圆跳动替代法。
本次测量是以径向圆跳动替代法测量。
4、跳动误差是被测表面基准轴线回转时,测头与被测面作法向接触的指示表上最大值与最小值的差值。
5、测量平面度的具体方法和测直线度的方法基本相同,主要用间隙法、打表法、光轴法和干涉法。
本次实训主要以打表法测量平面度误差。
四.实训步骤1、平行度误差测量:① 测量前,擦净平板2和零件1,然后按图一将被测零件1的基准面放在平板2上,并使被测零件(附图一或附图三)的基准面和平板工作面贴合,(最薄的厚薄规不能塞入两面之间)。
这样,平板的工作面既是被测零件的模拟基准,又是测量基准,两者重合。
图一图二② 将百分表装入磁性表座3,把百分表测量头放在被测平面上,预压百分表0.3---0.5mm。
并将指示表指针调至零。
③ 移动表座3,沿被测平面多个方向移动,此时,被测平面对基准的不平行度由百分表(千分表)直接读出,同时记录所有读数。
④ 将所有读数中的最大值和最小值之差即为平行度误差。
⑤ 作出实训报告。
2、垂直度误差测量:① 按图二所示,将被测件(附图一)的基准平面和检验角尺放在检验平板上,并用塞尺(厚薄规)检查是否接触良好。
垂直度误差测量实验报告
垂直度误差是指所测量的物体表面与垂直线之间的偏差。
垂直度误差的测量方法有很多种,常用的有投影仪法和光栅法。
在本实验中,我们采用投影仪法进行测量。
投影仪法测量垂直度误差的原理是:将光线垂直射向测量物体表面,使其在屏幕上形成投影像。
通过调整测量物体的位置,使得屏幕上的投影像与垂直线重合,从而得到垂直度误差。
实验步骤:
1. 准备工作:打开投影仪并调整好光源,清理被测物体表面。
2. 选择测量点:根据被测物体的形状和特点,在表面选取3~5个测量点。
3. 测量:将被测物体放置在测量平台上,调整投影仪和被测物体的位置,使其在屏幕上形成清晰的投影像。
然后调整被测物体的位置,使得屏幕上的投影像与垂直线重合。
记录下每个测量点的偏差。
4. 数据处理:计算出每个测量点的偏差平均值,并计算出整个被测物体的垂直度误差。
实验结果:
本次实验测量的被测物体的垂直度误差为0.02mm。
实验结论:
通过本次实验,我们了解了垂直度误差的概念和测量方法,掌握了垂直度误差测量的操作技能。
实验结果表明,被测物体的垂直度误差较小,符合要求。
实验二 形位误差测量一.实验目的1.了解位置度误差的检测原则和基准体现方法;误差的测量原理及方法。
2.熟悉通用量具的使用。
3.加深对平行度、垂直度等位置公差的理解。
二.实验设备测量平板、心轴、精密直角尺、塞尺、百分表、表架、外径游标卡尺等。
三.实验内容1.图2-1为被测件角座,其上提出四个位置公差要求;(1)顶面对底面的平行度公差0.15;(2)两孔的轴线对底面的平行度公差0.05;(3)两孔轴线之间的平行公差0.35;(4)侧面对底面的垂直度公差0.20;2.被测件活塞,要求测量活塞裙部轴线对销孔轴线的位置度三.实验方法步骤 1.按检测原则1(与理想要素比较原则)测量顶面对底面的平行度误差(图2-1)。
将被测件放在测量平板上,以平板面作模拟基准;调整百分表在支架上的高度,将百分表测头与被测面接触,使百分表指针倒转1~2圈,固定百分表,然后在整个被测表面上沿规定的各测量线上移动百分表支架,取百分表的最大与最小读数之差作为被测表面的平行度误差。
图2-2 测量顶面对底面的平行度误差 图2-3 测量两孔轴线对底面的平行度误差 2.按检测原则,测量两孔轴线对底面的平行度误差。
用心轴模拟被测孔的轴线(图 2-3),以平板模拟基准,按心轴上的素线调整百分表的高度,并固定之(调整方法同步骤1), 在距离为L 1的两个位置上测的两个读数M 1和M 2,被测轴线的平行度误差为=f 211M M L L − 式中:L ——被测轴线的长度。
3.按检测原则1测量两孔轴线之间的平行度误差(图2-4)。
用心轴模拟两孔轴线用 游标卡尺在靠近孔口端面处测量尺寸a 1及a 2,差值(a 1-a 2)即为所求平行度误差。
1图2-4 测量两孔轴线之间的平行度误差 图2-5 测量侧面对底面的垂直度4.按捡测原则3(测量特征参数原则)测量侧面对底面的垂直度误差(图2-5)。
用平板模拟基准,将精密直角尺的短边垂直于平板上,长边靠在被测侧面上,此时长边即为理想要素。
平行度的测量实验报告平行度的测量实验报告引言:平行度是机械工程中一个重要的概念,它描述了一个物体表面与参考平面之间的相对位置关系。
在许多工程领域,如制造、装配和测量等,平行度的测量都是必不可少的。
本实验旨在通过一系列测量和分析,探究平行度的测量方法并验证其准确性。
实验材料:1. 平行度测量仪器:包括平行仪、测量卡尺、千分尺等。
2. 实验样品:选择了三个不同材质和尺寸的平面样品。
实验步骤:1. 准备工作:将实验仪器校准并确保其正常工作。
2. 样品准备:选择三个平面样品,分别标记为A、B、C,并确保其表面光洁度。
3. 实验一:使用平行仪测量样品A的平行度。
a. 将样品A放置在平行仪的工作台上,调整仪器使其与样品表面接触。
b. 移动平行仪的滑块,观察指针的变化并记录读数。
c. 重复测量三次,取平均值作为样品A的平行度测量结果。
4. 实验二:使用测量卡尺测量样品B的平行度。
a. 将测量卡尺的两个刀口分别放置在样品B的两个平行表面上。
b. 观察卡尺上的刻度,并记录两个刀口之间的距离。
c. 重复测量三次,取平均值作为样品B的平行度测量结果。
5. 实验三:使用千分尺测量样品C的平行度。
a. 将千分尺的测量面与样品C的表面接触,并记录读数。
b. 移动千分尺,使其测量面与样品C的另一表面接触,并记录读数。
c. 计算两次测量读数之差,作为样品C的平行度测量结果。
数据处理与分析:1. 对于每个实验,计算三次测量结果的平均值,并计算测量误差。
2. 将三个样品的平行度测量结果进行比较分析。
3. 讨论实验中可能存在的误差来源,并提出改进方法。
实验结果与讨论:通过实验测量,得到了样品A、B、C的平行度测量结果分别为0.02mm、0.05mm和0.03mm。
可以看出,样品A的平行度最好,而样品B的平行度较差。
这可能是由于样品B的表面粗糙度较高,导致测量结果的不准确性。
此外,实验中可能存在的误差来源包括仪器的校准不准确、操作不规范等。
垂直度误差测量实验报告
近日,笔者进行了一场围绕垂直度误差测量的实验,并撰写了相应的实验报告。
下面将对该实验的步骤、测试结果和结论进行详细介绍。
实验步骤如下:
1.传统方法:将测量仪器放置在平整的台面上,调整仪器的测量刻度,然后将铅垂直挂在仪器上;
2.高精度方法:使用测微计对铅垂直度进行校正,确保其真正垂直,然后将铅放置在仪器上并进行测量。
测试结果如下:
在使用传统方法时,我们发现测量结果与实际值相差较大,并且存在较大的误差。
而在使用高精度方法时,我们发现测量结果更加准确,并且误差较小。
结论:
通过此次实验我们得出了以下结论:
1. 在进行垂直度误差测量时,传统方法可能会导致误差较大,而高精度方法则可提高测量精度;
2. 测量误差的大小与测量方法的选择有着直接关系,使用高精度方法可大幅度提升测量精度。
总之,在进行测量时,要根据实际情况选择合适的测量方法,以确保测量结果的准确性和可信度。
形位公差测量实验报告一、实验目的形位公差是机械制造中非常重要的概念,它直接影响着产品的质量和性能。
本次实验的目的在于通过实际操作和测量,深入理解形位公差的概念和测量方法,掌握常用测量工具的使用技巧,提高对机械零件精度的评估能力。
二、实验原理形位公差包括形状公差和位置公差。
形状公差是指单一实际要素的形状所允许的变动全量,如直线度、平面度、圆度、圆柱度等;位置公差是指关联实际要素的位置对基准所允许的变动全量,如平行度、垂直度、同轴度、对称度等。
测量形位公差的基本原理是通过与标准的对比,确定实际零件与理想形状或位置的偏差。
常用的测量方法有直接测量法、间接测量法和综合测量法。
三、实验设备和工具1、三坐标测量机2、游标卡尺3、千分尺4、百分表5、平板6、直角尺7、芯轴8、量块四、实验步骤1、实验前准备熟悉实验设备和工具的使用方法。
清洁测量工具和被测零件,确保测量的准确性。
2、直线度的测量选择合适长度的被测轴类零件。
将零件放置在平板上,使用百分表沿着轴线方向移动,测量轴表面的直线度偏差。
记录测量数据,并计算直线度误差。
3、平面度的测量选取一块平板零件作为被测对象。
用千分尺在平板的不同位置测量厚度,通过比较各点的厚度差值来评估平面度。
4、圆度的测量选择一个圆柱零件。
使用游标卡尺在不同的截面位置测量直径,计算最大直径与最小直径之差,即为圆度误差。
5、圆柱度的测量对于同一圆柱零件,在多个截面测量直径和轴的直线度。
综合分析数据,得出圆柱度误差。
6、平行度的测量准备两个相互平行的平面零件。
将百分表固定在一个基准平面上,表头接触另一个被测平面,移动表头,测量平行度偏差。
7、垂直度的测量选取一个轴和一个平面作为被测对象。
用直角尺和百分表配合测量轴与平面的垂直度。
8、同轴度的测量对于具有同轴要求的轴类零件,使用三坐标测量机测量各轴段的轴心坐标,计算同轴度误差。
9、对称度的测量以一个具有对称结构的零件为例,使用游标卡尺或千分尺测量对称部位的尺寸差异,评估对称度。
实验二形位误差测量
(三) 平行度、垂直度测量实验
一、实验目的
1、通过平行度、垂直度的测量,了解定向公差综合控制被测要素方向和形状的能力。
2、熟悉常规测量的方法,培养操作动手能力。
二、实验内容
1、测量面对面的平行度。
2、测量线对面的平行度。
3、测量面对面的垂直度。
4、测量线对线的垂直度。
三、实验仪器
平板、直角尺、(方箱)、可涨心轴、指示表架、指示表、等高V形块。
四、实验方法
以平板模拟平面基准,可涨心轴模拟孔轴线基准,用直接测量方法,由指示表读数通过简单计算,获得各项测量误差值。
五、实验步骤
1、面对面的平行度测量:
(1)将被测零件放置在平板上,在整个被测表面上按规定测量线进行测量,如下图所示。
(2)取指示表的最大最小读数之差作为该零件的平行度误差。
2
(1)将被测零件放置在平板上,被测轴线由心轴模拟,在测量距离为
3、面对面的垂直度误差测量:
(1)
(2)间隙小时看光隙估读误差值,间隙大时可用塞规片测量误差值。
4、线对线的垂直度误差测量:
(1)基准轴线和被测轴线由心轴模拟,将零件放置在等高V 形支承上。
如
M 2。
(3)计算垂直度误差:
1
-M 2| 六、将测量记录填表2-3
平行度、垂直度测量记录表3-1
七、思考题。