《数控车削加工工艺》课件
- 格式:ppt
- 大小:7.28 MB
- 文档页数:8

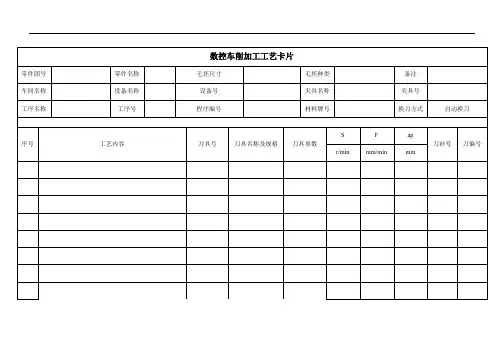
数控车削加工工艺卡片
零件图号 零件名称 毛坯尺寸 毛坯种类 备注
车间名称 设备名称 设备号 夹具名称 夹具号
工序名称 工序号 程序编号 材料牌号 换刀方式 自动换刀
序号 工艺内容 刀具号 刀具名称及规格 刀具参数 S F ap
刀补号 刀偏号
r/min mm/min mm
数控车削加工工艺卡片-2
零件图号 零件名称 毛坯尺寸 毛坯种类 备注
车间名称 设备名称 设备号 夹具名称 夹具号
工序名称 工序号 程序编号 材料牌号 换刀方式
序号 工艺内容 刀具号 刀具名称及规格 刀具参数 S F ap
刀补 刀偏号
r/min mm/min mm

OCCUPATION 2011 5 170数控车削加工工艺分析
文/许新伟 韩长军
零件数控车削加工工艺分析是制订车削工艺规程的重要内容之一,其主要包括选择各加工表面的加工方法、安排工序的先后顺序、确定刀具的走刀路线等。技术人员应根据从生产实践中总结出来的一些综合性工艺原则,结合现场的实际生产条件,提出几种方案,通过对比分析,从中选择最佳方案。
一、拟定工艺路线
1.加工方法的选择回转体零件的结构形状虽然是多种多样的,但它们都是由平面、内、外圆柱面、曲面、螺纹等组成,每一种表面都有多种加工方法,实际选择时应结合零件的加工精度、表面粗糙度、材料、结构形状、尺寸及生产类型等因素全面考虑。2.加工顺序的安排在选定加工方法后,接下来就是划分工序和合理安排工序的顺序。合理安排好切削加工、热处理和辅助工序的顺序,并解决好工序间的衔接问题,可以提高零件的加工质量、生产效率,降低加工成本。在数控车床上加工零件,应按工序集中的原则划分工序,安排零件车削加工顺序一般遵循下列原则:(1)先粗后精。按照粗车→(半精车)→精车的顺序进行,逐步提高零件的加工精度。(2)先近后远。这里所说的远与近,是按加工部位相对于换刀点的距离大小而言的。(3)内外交叉。对既有内表面(内型、腔),又有外表面的零件,安排加工顺序时,应先粗加工内外表面,然后精加工内外表面,加工内外表面时,通常先加工内型和内腔,然后加工外表面。(4)刀具集中。用一把刀加工完相应各部位,再换另一把刀,加工相应的其他部位,以减少空行程和换刀次数及换刀时间。(5)基面先行。用作精基准的表面应优先加工出来,原因是作为定位基准的表面越精确,装夹误差就越小。例如加工轴类零件时,总是先加工中心孔,再以中心孔为精基准加工外圆表面和端面。
二、确定走刀路线
走刀路线是指刀具从起刀点开始移动起,直至返回并结束加工程序所经过的路径,其包括刀具切削加工的路径及刀具引入、切出等非切削空行程,主要考虑以下几个问题:一是刀具引入、切
数控车削加工工艺的制定
摘要:制定加工工艺是数控车削加工的前期工艺准备工作。工艺制定是否合理,对程序编制、机床加工的效率和零件的加工精度等都有重要影响。因此,应遵循一般机械加工工艺期基本原则外还要结合数控车床的特点。尤其应考虑零件图的工艺性分析、夹具、刀具和切削用量的选择、确定刀具 进给路线等方面的事情。
关键词:制定 数控车削 加工工艺
1.零件的工艺性分析
零件的工艺性分析是数控车削加工工艺制定的首要工作,它包括零件结构工艺性分析、轮廓几何要素分析和精度与技术要求。
零件的结构工艺性是指零件对加工方法的适应性,即所设计的零件结构应便于加工成型。也就是根据数控车削加工的特点来审视零件结构的合理性。
在手工编程时,要计算每个基点的坐标,在自动编程时,要对构成零件轮廓的所有几何元素进行定义,因而在分析零件图时,要分析几何元素的给定条件是否充分。由于设计等多方面的原因,可给在图样上出现构成加工轮廓的条件不充分,尺寸模糊不清用尺寸封闭等缺陷,增加了编程时工作的难度,甚至无法编程。
对被加工零件的精度及技术要求进行分析,是零件工艺性分析的重要内容,只有在分析零件尺寸精度和表面粗糙度和形状位置精度等的基础上,才能对加工方法、装夹方式、刀具及切削用量进行正确而合理的选择。
1)尺寸公差要求
分析零件图样的公差要求,以确定控制其尺寸精度的加工工艺(如刀具选择及确定其切削用量等)。
在该项分析过程中,还可以同时进行一些编程尺寸的简单换算,如增量尺寸与绝对尺寸及尺寸链解算等。在数控车削实践中,常常对零件要求的尺寸取其最大和最小极限尺寸的平均值作为编程的尺寸依据。
2)形状和位置公差要求
图样上给定的形状和位置公差是保证零件精度的重要要求。在工艺准备过程中,除了按其要求确定零件的定位基准和检测基准,并满足其设计基准的规定外,还可以根据机床的特殊需要进行一些技术性处理,以便有效地控制其形状和位置误差。
2.2 数控车削加工工艺标题:数控车削加工工艺 6课时
一、教学目的:
理解数控车削的适宜加工对象,掌握数控车削加工的装夹与对刀,数控车削工艺要解决的主要问题。掌握数控车削工艺拟定的过程,理解并掌握数控工序的划分方法,工序顺序的安排,进给路线的确定。掌握数控车削参数的选择,加工时能根据不同的零件要求选择不同的加工参数。
二、教学安排:
(一)旧课复习内容:
1、数控加工的产生与发展(2分钟)
2、数控技术的涵盖技术(2分钟)
(二)新课教学知识点与重点、难点:
第一节 数控车床加工对象
数控车的主要加工对象(掌握)
第二节 数控车通用夹具的装夹
数控车削通用夹具的装夹(重点掌握)(中、高级数控车铣考证要求知识点)
数控加工工件装夹的找正方式(理解)
第三节 数控加工工艺分析(中、高级数控车铣考证要求知识点)
数控加工内容的选择(理解)
零件图形的数学处理及编程尺寸设定值的确定(重点掌握)(难点)
数控加工工序的划分(掌握)
工步顺序的安排(重点掌握)(难点)
数控加工余量、工序尺寸、公差确定(重点掌握)
切削参数选择(重点掌握)
三、新课内容:
第一节 数控车床加工对象
数控车床的主要加工对象
第二节 数控车削加工工件的装夹
1、数控车削加工工件的装夹
数控车通用夹具的装夹
(1) 工件定位要求
(2) 定位基准选择原则
基准重合原则;基准统一原则;便于装夹原则;便于对刀原则。
(3) 常用装夹方式
数控实训中心
三爪自定心卡盘装夹;两顶尖之间装夹;卡盘和顶尖装夹;双三爪定心卡盘装夹。
工件采用找正方式装夹
找正要求;找正方法;装夹方式
其它数控车床夹具
用于轴类工件夹具;用于盘类工件的夹具。
第三节 数控加工工艺分析
1 选择并确定进行数控加工的内容
数控加工内容的选择