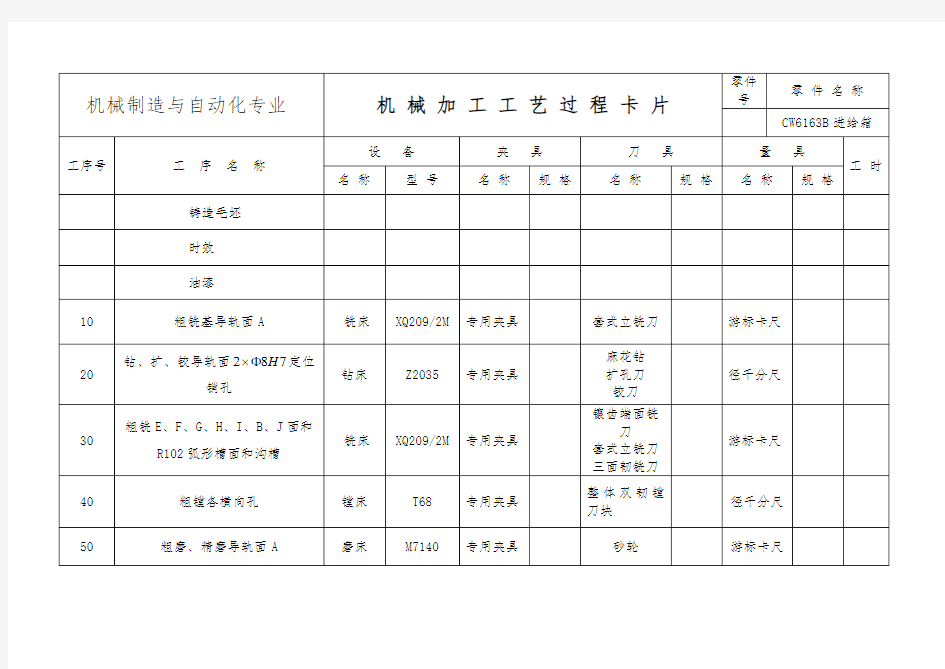
机械制造及自动化专业机械加工工序卡片工序名称粗铣基导轨面A 工序号10
零件名称CW6163B进给箱零件号
零件重量同时加工零件数 1
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备
夹具
名称辅助工具
名称型号
铣床XQ209 专用夹具
安装工步安装及工步说明刀具量具走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
基本
工时
1 粗铣基导轨面A 套式立
铣刀
游标卡
尺
763mm 1
3.7
mm
0.2
mm/r
150
r/min
37.68
m/min
设计者何孟雨指导教师秋霞共 17 页第 1 页
机械制造及自动化专业 机 械 加 工 工 序 卡 片
工序名称 钻、扩、铰导轨面287
H ?Φ定位销孔
工序号 20
零件名称 CW6163B 进给箱 零件号
零件重量
同时加工零件数
材 料 毛 坯 牌 号 硬 度 型 号 重 量
HT150
180-200HB S
铸件 设 备
夹 具 名 称 辅 助 工 具
名 称 型 号 钻床
Z2035 专用夹具
安 装 工 步 安装及工步说明 刀 具 量 具
走 刀 长 度 走 刀 次 数
切 削 深 度 进给量
主 轴 转 速
切 削 速 度 基 本 工 时
1 钻7.5Φ孔 麻花钻 径千分尺
10㎜
1
3.75mm
0.4 mm/r 850 r/min 21 m/min 2 扩7.8Φ孔 扩孔刀 0.15㎜ 0.9 mm/r 420 r/min
10.3
m/min
3
铰8Φ孔 铰刀 0.1㎜ 0.67 mm/r 530 r/min
13.3
m/min
设 计 者
何孟雨
指 导 教 师
秋霞
共 17 页 第 2 页 机械制造及自动化专业 机 械 加 工 工 序 卡 片
工序名称 粗铣E 、F 、G 、H 、I 、B 、J
面和R102弧形槽面和沟槽
工序号 30 零件名称
CW6163B 进给箱
零件号
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数材料毛坯
牌号硬度型号重量HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
铣床XQ209 专用夹具
安装工步安装及工步说明刀具量具走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
工
时
2 4 精铣左端面G
镶齿端面铣刀
游标卡尺
341.5mm
1
0.6mm 0.2mm/r
150r/mi
n
27.47m/min 5 精铣右端面H 341.5mm 0.6mm 0.2mm/r
150r/mi
n
27.47m/min 6 粗铣三个脐子面J 30mm 2.5mm
0.2
mm/z
125r/mi
n
3.14 m/min 7 粗铣R102圆弧面套式立铣刀- 15mm
0.1
mm/z
150r/mi
n
3.14m/min
设计者何孟雨指导教师秋霞共 17 页第 4 页
机械制造及自动化专业机械加工工序卡片工序名
称粗铣E、F、G、H、I、B、J
面和R102弧形槽面和沟槽
工序号30
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数材料毛坯
牌号硬度型号重量HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
铣床XQ209 专用夹具
安装工步安装及工步说明刀具量具走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
工
时
3 8 粗铣下端面F 镶齿端面铣刀游标卡尺763mm 1 2.7mm 0.2mm/z
150r/mi
n
37.68m/min 9 铣沟槽三面韧铣刀763mm 1 5mm 0.2mm/z
150r/mi
n
37.68m/min
设计者何孟雨指导教师秋霞共 17 页第 5 页
机械制造及自动化专业机械加工工序卡片工序名称粗镗各横向孔工序号40
零件名称CW6163B进给箱零件号
零件重量同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备
夹具
名称辅助工具
名称型号
铣床XQ209 专用夹具
安装工步安装及工步说明刀具量具走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
基本
工时
1 粗镗C轴上各孔整体双韧镗
刀块
径千分尺66.5mm 1
2.75
mm
0.19
mm/r
80
r/min
21.2
m/min
2 粗镗D轴上各孔整体双韧镗
刀块径千分尺96.5mm 1
2.75
mm
0.19
mm/r
100
r/min
21.2
m/min
设计者何孟雨指导教师秋霞共 17 页第 6 页
机械制造及自动化专业机械加工工序卡片工序名称粗磨、精磨导轨面A 工序号50
零件名称CW6163B进给箱零件号
零件重量同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备
夹具
名称辅助工具
名称型号
磨床M7140 专用夹具
安装工步安装及工步说明刀具量具走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
基本
工时
1 粗磨导轨面A 黑色碳化硅
砂轮
游标卡尺763mm
0.2
mm
0.02
mm/r
1440
r/min
21
m/min
2 精磨导轨面A 黑色碳化硅
砂轮
游标卡尺763mm
0.1
mm
0.015
mm/r
1440
r/min
25
m/min
设计者何孟雨指导教师秋霞共 17 页第 7 页
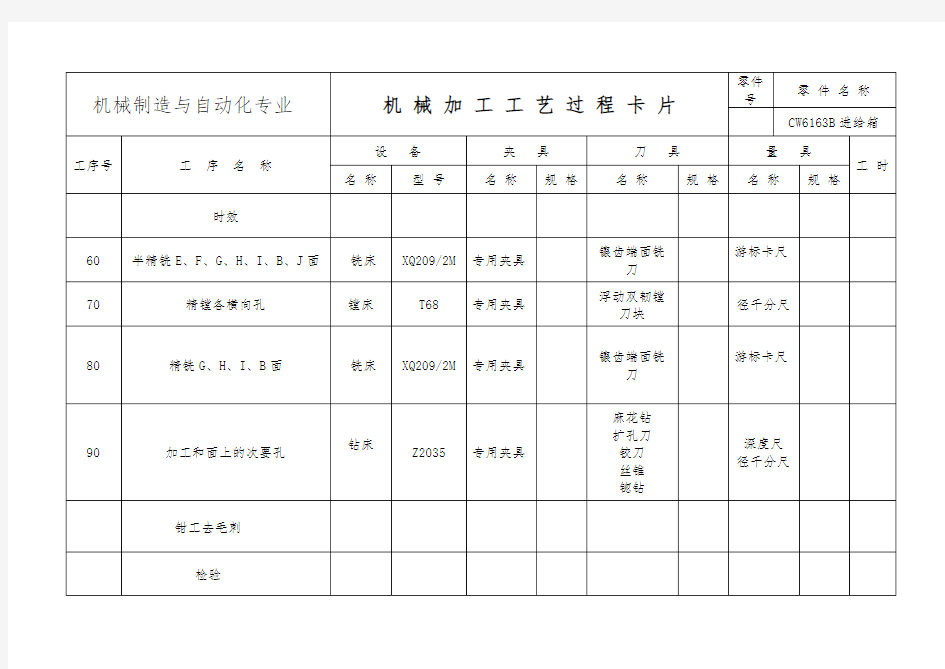
机械制造及自动化专业机械加工工序卡片工序名
称半精铣E、F、G、H、I、B、
J面
工序号60
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数
材料毛坯
牌号硬度型号重量HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
铣床X62W 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
工时
1 1 半精铣上端面E
镶齿端
面铣刀
游标卡
尺
763mm
1
1.3mm
0.8 mm/r
250r/mi
n
62.8m/min 2 半精铣前端面I 763mm 1.5mm
98.13m/mi
n
3 半精铣后端面B 763mm 1.5mm
98.13m/mi
n
设计者何孟雨指导教师秋霞共 17 页第 8 页
机械制造及自动化专业机械加工工序卡片工序名
称半精铣E、F、G、H、I、B、
J面
工序号60
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数
材料毛坯
牌号硬度型号重量HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
铣床X62W 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
工时4 半精铣左端面G
镶齿端
面铣刀
游标卡
尺
341.5mm
1
0.6mm
0.4mm/r
300r/mi
n
117.75m/mi
n
5 半精铣右端面H 341.5mm 0.6mm
117.75m/mi
n
6 半精铣脐子面J 763mm 1.0mm
150r/mi
n
6.18 m/min
设计者何孟雨指导教师秋霞共 17 页第 9 页
机械制造及自动化专业机械加工工序卡片工序名
称半精铣E、F、G、H、I、B、
J面
工序号60
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数
材料毛坯
牌号硬度型号重量HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
铣床X62W 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
工时7 半精铣下端面F
镶齿端
面铣刀
游标卡
尺
763mm 1 1.3mm 0.8mm/r
250r/mi
n
62.8m/min
设计者何孟雨指导教师秋霞共 17 页第 10 页
机械制造及自动化专业机械加工工序卡片工序名
称
精镗各横向孔工序号70
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
镗床T68 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走
刀
次
数
切削
深度
进给量
主轴
转速
切削
速度
基本
工时1
精镗C轴上各孔浮动双韧镗
刀块
径千分
尺
66.5mm 1 0.25mm 0.1mm/r
250r/mi
n
66.7m/mi
n
2
精镗D轴上各孔浮动双韧镗
刀块
径千分
尺
96.5mm 1 0.25mm 0.1mm/r
250r/mi
n
66.7m/mi
n
设计者何孟雨指导教师秋霞共 17 页第 11 页
机械制造及自动化专业机械加工工序卡片工序名
称
精铣G、H、B面工序号80
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
摇臂钻
床
Z2035 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走刀
次数
切
削
进给量
主轴
转速
切削
速度
工时
深度
1 1 精铣左端面G
镶齿端面
铣刀
游标卡尺341.5mm 1
0.6m
m
0.4mm/
r
300r/mi
n
117.75m/mi
n
2 精铣右端面H
镶齿端面
铣刀
游标卡尺341.5mm 1
0.6m
m
0.4mm/
r
300r/mi
n
117.75m/mi
n
2 3 精铣后端面B 镶齿端面
铣刀
游标卡尺763mm 1
0.8m
m
0.4mm/
r
300r/mi
n
117.75m/mi
n
设计者何孟雨指导教师秋霞共 17 页第 12 页
机械制造及自动化专业机械加工工序卡片工序名
称
加工各面上的次要孔工序号90
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
钻床Z2035 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走
刀
次
数
切削
深度
进给量
主轴
转速
切削
速度
1 1 钻628
?Φ的阶梯孔麻花钻
径千分
尺
125mm
1
14mm 0.9mm/r 265r/min 23.3m/min 2 钻17.5
Φ孔麻花钻20mm 8.75mm 0.9 mm/r 420r/min 23 m/min 3 钻8
M螺纹底孔麻花钻24mm 3.45mm 0.4 mm/r
1051r/mi
n
22.77m/min 4 攻M8的螺纹丝锥18mm 0.55mm
389
r/min
10.55m/min
设计者何孟雨指导教师秋霞共 17 页第 13 页
机械制造及自动化专业机械加工工序卡片工序名
称
加工各面上的次要孔工序号90
零件名
称
CW6163B进给箱零件号
零件重
量
同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备夹具
名称辅助工具
名称型号
钻床Z2035 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走
刀
次
切削
深度
进给量
主轴
转速
切削
速度
数
2 5 配钻7
Φ的孔麻花钻
径千分
尺
1
3.5mm 0.4 mm/r 850r/min 18.68m/min 6 铰8
Φ的锥形孔铰刀0.5mm 0.67mm/ 530r/min 13.3 m/min 7
配钻、铰12
Φ的锥形孔中
钻11
Φ的孔
麻花钻 1 5.5mm 0.56mm/r 530r/min 18.3m/min 8 铰12
Φ的锥孔铰刀 1 0.5mm 0.9 mm/r 335r/min 11.57m/min
设计者何孟雨指导教师秋霞共 17 页第 14 页
机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90
零件名称CW6163B进给箱零件号
零件重量同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备
夹具
名称辅助工具
名称型号
钻床Z2035 铣床夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
基本
工时
3 9
钻6106
M H
?-螺纹孔的8.9
Φ螺
纹底孔
麻花钻
径千分
尺
30mm
1
4.45mm
0.56mm/
r
670r/mi
n
18.7m/mi
n 10 攻M10的螺纹丝锥24mm 0.55mm
420r/mi
n
13.2m/mi
n
设计者何孟雨指导教师秋霞共 17 页第 15 页
机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90
零件名称CW6163B进给箱零件号
零件重量同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备
夹具
名称辅助工具
名称型号
钻床Z2035 专用夹具
安装工
步
安装及工步说明刀具量具
走刀
长度
走刀
次数
切削
深度
进给量
主轴
转速
切削
速度
工
时
4 11 钻M33的螺纹底孔麻花钻
径千分尺
8mm 15 mm 0.9 mm/r 265r/min 24.96m/min 12 攻M33的螺纹丝锥12mm 1.5mm 0.9 mm/r 170r/min 16 m/min
设计者何孟雨指导教师秋霞共 17 页第 16 页
机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90
钻230
的孔
麻花钻零件号
零件重量同时加工零件数
材料毛坯
牌号硬度型号重量
HT150 180-200HBS 铸件
设备
夹具
名称辅助工具
名称型号
钻床Z2035 专用夹具
计算机毕业设计的步骤 毕业设计不同于毕业论文,它的组成部分不只是一篇学术论文,我们拿“机械毕业设计”举例:随着科技发展的进步,各大高校对机械毕业设计的内容提出了一定的要求,下面是关于计算机毕业设计的步骤,希望能够帮到大家! 1.选择题目 可在参考课题中选择毕业设计题目,也可结合本单位或本人从事的工作提出设计题目,由指导教师把握选题内容的"质"与"量",确定该内容是否符合毕业设计的总体要求. 2.收集资料 搜集资料是研究课题的基础工作.可以在图书馆,资料室查资料,可以做实地调查,做实验等搜集资料,可以通过网络收集资料. 搜集资料越具体,越细致越好,应该把搜集资料的文献目录,主要内容记录下来.做实验时,要对实验过程和中间数据做全面记录. 3.计划进度 大致时间安排为: (1)准备阶段(收集资料,文献阅读,必备知识,确定方案):一周到两周 (2)设计阶段(详细设计,编码调试,结果验证):七周到
十一周 (3)编写论文(资料整理,撰写论文):一周 (4)答辩阶段(答辩准备,答辩):一周 具体时间安排以教学计划为准. 4.前期准备:了解所选课题的必备知识,要求和设计步骤.在熟悉课题,调研,收集资料和数据的基础上,对设计课题进行可行性分析并形成相应的文档. 5.方案设计:用较好的方法对系统的总体结构,数据结构,控制结构,接口,界面,系统的输入,输出方式等方面进行设计并写出分析说明书.同时按系统的总体功能进行模块划分和模块设计,明确模块设计的任务和要求. 6.详细设计:在总体方案的基础上采用较好的方法和工具对各个模块进行详细设计. 7.编码调试 8.结果验证 9.资料整理 10.撰写论文 11.答辩:一般在15分钟左右,简明扼要地说明设计的目的和意义,设计的基本内容,设计中出现的主要问题,解决问题的关键措施,毕业设计自我评价.
毕业设计过程总结 对于毕业设计的过程应该如何进行总结呢?以下是小编收集的相关总结,仅供大家阅读参考! 随着毕业日子的到来,毕业设计也接近了尾声。经过几周的奋战我的毕业设计终于完成了。在没有做毕业设计以前觉得毕业设计只是对这几年来所学知识的单纯总结,但是通过这次做毕业设计发现自己的看法有点太片面。毕业设计不仅是对前面所学知识的一种检验,而且也是对自己能力的一种提高。 在这次毕业设计中因为是三个人一组也使我们的同学关系更进一步了,同学之间互相帮助,有什么不懂的大家在一起商量,听听不同的看法对我们更好的理解知识,所以在这里非常感谢帮助我的同学。在此要感谢我的指导老师黄娟对我悉心的指导,感谢老师给我的帮助。在设计过程中,我通过查阅大量有关资料,与同学交流经验和自学,并向老师请教等方式,使自己学到了不少知识,也经历了不少艰辛,但收获同样巨大。在整个设计中我懂得了许多东西,也培养了我独立工作的能力,树立了对自己工作能力的信心,相信会对今后的学习工作生活有非常重要的影响。而且大大提高了动手的能力,使我充分体会到了在创造过程中探索的艰难和成功时的喜悦。虽然这个设计做的也不太好,但是在设计过程中所学到的东西是这次毕业设计的最大收获和财富,使
我终身受益。大学三年就会在这最后的毕业设计总结划上一个圆满的句号。我曾经以为时间是一个不快不慢的东西,但现在我感到时间过的是多么的飞快,三年了,感觉就在一眨眼之间结束了我的大学生涯.毕业,最重要的一个过程,最能把理论知识运用到实践当中的过程就数毕业设计了.这也是我们从一个学生走向社会的一个转折.另一个生命历程的开始.毕业设计的这一个月,我学到了很多,也成熟了很多.我现在将我的过程以及所学到的总结如下: 根据经济业务填制原始凭证和记账凭证。原始凭证是指直接记录经济业务、明确经济责任具有法律效力并作为记账原始依据的证明文件其主要作用是证明经济业务的发生和完成的情况。填写原始凭证的内容为原始凭证的名称、填制凭证的日期、编号、经济业务的基本内容对经济业务的基本内容应从定性和定量两个方面给予说明如购买商品的名称、数量、单价和金额等填制单位及有关人员的签章。记帐凭证记帐凭证是登记帐薄的直接依据在实行计算机处理帐务后电子帐薄的准确和完整性完全依赖于记帐凭证操作中根据无误的原始凭证填制记帐凭证。填制记帐凭证的内容凭证类别、凭证编号、制单日期、科目内容等。根据记账凭证及所附的原始凭证登记明细帐。明细分类帐薄亦称明细帐它是根据明细分类帐户开设帐页进行明细分类登记的一种帐薄输入记帐凭证后操作计算机则自动登记明细帐。根据记账凭证
毕业设计总依据及设计步骤(供参考)框架结构抗震设计步骤: 第一步、确定结构方案与结构布置 一、建筑结构体系选型 (一) 合理选用结构材料 建筑结构材料是形成结构的物质基础,根据不同结构类型的特点,正确选用材料,
就成为经济合理地选型的一个重要方面。按材料分类的结构类型如下: 砌体结构体系 按建筑材料分类的结构类型钢筋混凝土结构体系 钢结构体系 钢——混凝土组合结构体系 (二) 合理选择结构受力体系 现代建筑中,建筑物的造型可划分为两大类:多层及高层建筑、单层大跨度建筑,按结构受力形式分类,常用的结构体系大体如下: 混合结构体系 框架结构体系 多层及高层建筑剪力墙结构体系(包括框架——剪力墙、全剪力墙结构) 筒体结构体系(包括框筒、筒中筒、成束或组合筒体结构) 巨型结构体系 单层大跨度建筑平面结构体系:门式刚架、薄腹梁结构、桁架结构、拱结构 空间结构体系:壳体结构、网架结构、悬索结构、膜结构框架结构体系 多层与小高层常采用框架结构体系。 (1)框架结构体系的特点:框架是由梁、柱构件通过节点连接形成的骨架结构,框架结构的特点是由梁、柱承受竖向和水平荷载,墙仅起维护作用。其整体性和抗震性均好于混合结构,且平面布置灵活,可提供较大的使用空间,也可构成丰富多变的立面造型。框架结构可通过合理的设计,使之具有良好的延性,成为“延性框架”。在地震作用下,这种延性框架具有良好的抗震性能。 (2)钢筋混凝土框架:钢筋混凝土框架按其施工方法可分为:现浇框架、装配式框架及装配整体式框架三种。 地震区框架结构宜优先考虑选择现浇框架结构体系,其次是装配整体式框架结构体系,现已很少采用装配式框架结构体系;非地震区的框架结构则可以根据施工条件等因素具体选定。 (3)钢框架:钢框架的受力骨架为钢梁、钢柱,根据梁柱连接型式可分为半刚接框架和刚接框架。钢框架的抗震性能优于钢筋混凝土框架;钢梁、钢柱相对混凝土梁、柱截面较小,增大了有效使用面积;钢框架自重较轻,大大降低了基础造价;且施工周期短,具有良好的综合经济效益。钢框架多用于办公楼、旅馆、商场等公共建筑。 (4)框架结构体系选用限值:框架结构体系的抗侧刚度主要取决于梁柱的截面尺寸,一般梁柱截面惯性矩较小,在水平荷载作用下的侧向变形较大,抗侧移能力较弱,属较柔结构。当层数较多、侧向荷载较大时,为满足侧向刚度和强度要求,需加大截面,很不经济。而且高度增加时,框架结构顶点位移和层间相对位移较大,使得非结构构件(如填充墙、建筑装饰、管道设备等)在地震时破坏较严重。因此,框架结构的最大高度受到限制。 钢筋混凝土框架结构的合理层数是6~15层,最经济是10层左右;规范规定不超过12层的钢结构房屋可采用钢框架结构;框架结构高宽比不宜超过表1-2的限值;抗震等级见表1—3所示。
毕业设计过程怎么写 【篇一:毕业设计步骤】 代做毕业设计】毕业设计的基本步骤 (2008-11-13 23:29:25) 标签:分类:毕业设计指导 毕业设计 毕业答辩 毕业论文 it 选择题目,收集资料,计划进度,前期准备,方案设计,详细设计,编码调试,结果验证,资料整理,撰写论文,答辩. 1.选择题目 可在参考课题中选择毕业设计题目,也可结合本单位或本人从事的工作提出设计题目,由指导教师把握选题内容的质与量,确定该内容是否符合毕业设计的总体要求. 2.收集资料 搜集资料是研究课题的基础工作.可以在图书馆,资料室查资料,可以 做实地调查,做实验等搜集资料,可以通过网络收集资料. 搜集资料越具体,越细致越好,应该把搜集资料的文献目录,主要内容 记录下来.做实验时,要对实验过程和中间数据做全面记录. 3.计划进度 大致时间安排为: (1)准备阶段(收集资料,文献阅读,必备知识,确定方案):一周到两周 (2)设计阶段(详细设计,编码调试,结果验证):七周到十一周 (3)编写论文(资料整理,撰写论文):一周 (4)答辩阶段(答辩准备,答辩):一周 具体时间安排以教学计划为准. 4.前期准备:了解所选课题的必备知识,要求和设计步骤.在熟悉课题,调研,收集资料和数据的基础上,对设计课题进行可行性分析并形成相应的文档. 5.方案设计:用较好的方法对系统的总体结构,数据结构,控制结构,接口,界面,系统的输入,输出 方式等方面进行设计并写出分析说明书.同时按系统的总体功能进行模块划分和模块设计,明确模块设计的任务和要求.
6.详细设计:在总体方案的基础上采用较好的方法和工具对各个模块 进行详细设计. 7.编码调试 8.结果验证 9.资料整理 10.撰写论文 11.答辩:一般在15分钟左右,简明扼要地说明设计的目的和意义,设 计的基本内容,设计中出现的主要问题,解决问题的关键措施,毕业设计自我评价 一、毕业设计的一般步骤(参考) 在指导教师的指导下,毕业设计的过程一般可分为三个阶段:系统 分析阶段、系统设计阶段、系统实施和调试阶段。 1.系统分析阶段 ⑴熟悉课题:毕业设计任务下达后,学生首先应了解课题的名称, 课题的来源,课题的设计任务;所提供的原始数据,所要求的技术 指标等。学生要对整体的设计要求有充分的了解和掌握。 ⑵收集资料、调查研究:围绕课题收集有关的资料,查阅有关的文 献及技术参数,收集有关的数据,并对用户的实际需求等进行调研,以能对所设计课题的功能和性能有全面和深入的了解。 ⑶可行性分析:学生在熟悉课题、调研、收集资料和数据的基础上,对设计课题进行可行性分析并形成相应的文档。 2.系统设计阶段 ⑴概要设计:在可行性分析的基础上采用较好的方法就系统的总体 结构、数据结构、控制结构、接口、界面、系统的输入、输出方式 等方面进行设计并写出分析说明书。同时按系统的总体功能进行模 块划分和模块设计,以明确模块设计的任务和要求。承担同一课题 的学生可在此基础上进行明确分工,每个学生均要承担一定的设计 工程量。 ⑵详细设计:在概要设计的基础上采用较好的方法和工具进一步确 定总体功能和各个模块功能的设计方案。 3.系统实施、调试阶段 ⑴程序编码或系统电路组合连接;这个阶段学生应根据课题的控制 结构图和各个模块的功能说明书按模块分别进行所承担模块的设计 任务,进行程序编码或具体电路的设计。并在计划指定的时间内完 成各个子模块的设计。
土木工程专业毕业设计步骤 一、建筑设计 1、确定建筑平面功能分区: 如:各个房间功能(宿舍、洗手间、洗衣房、楼梯间、走廊等)、大门、防火疏散通道等 2、确定各个建筑平面的进深、开间尺寸、走廊的尺寸、层高(初步确定柱 网与选择合适的柱、梁、板的主要断面积尺寸。) 3、确定楼面的做法(水磨石/地面砖等)、确定内外墙的做法(油漆/贴面砖)、 确定屋面的做法(包括防水、保温隔热等) 4、确定各个房间的具体功能分布(如:宿舍的床铺的布置、洗手间大小便 池的布置、办公室的布置等) 需要完成以下资料和图纸:(至少要有一张手绘图纸) 1、底层平面图、标准层平面图、屋顶平面图、剖面图(至少两个剖面图,至少一个剖在楼梯间处)、立面图(包括正立面图、侧立面图)、主要节点大样图 2、计算书中建筑设计说明:如功能分区设计依据、楼地面及屋面的做法、内外墙面做法等 二、结构设计 1、荷载计算: ①恒载计算:依据建筑设计(楼地面及屋面的做法、内外墙面做法)结果,计算恒载,如梁、柱、楼板及墙自重。 ②活载计算,依据建筑的不同确定活荷载,并确定荷载传递方向 ③风荷载计算(依据建筑物所处地理位置,确定基本风压、计算风荷载) ④地震作用的计算可用底部剪力法。地震作用下的内力分析可用 D 值法。 2、确定一榀计算框架 选择一品典型框架进行内力计算,层数不少于6层、跨数不少于2跨,要求考虑恒载、活载和地震作用,恒活分开计算。进行内力组合、确定最不利内力,计算梁柱配筋 3、选择一层完整楼板进行梁板结构计算及配筋。(楼盖设计《混凝土结构设计》的课程设计)
4、选择一部楼梯进行荷载导算、内力分析和配筋计算(选择楼梯形式——梁式楼梯/板式楼梯,选择合适计算方法) 5、基础计算(选作) 选择合适的基础形式(独立基础、条形基础等),由上部结构确定基础内力,确定基础截面尺寸、计算基础配筋。 6、绘制结构施工图 毕业设计要求绘制全部结构施工图纸,以此作为评分依据。 (1)一榀框架结构施工图。 (2)一层完整楼板结构平面图,一层完整屋面结构平面图,含模板图、配筋及钢筋表、节点大样图、构件编号等: 一根多跨连续梁配筋图。两根以上单跨楼面梁配筋图。 (3)一部完整的楼梯结构施工图。 (4)基础平面布置图, 含基础、基础梁、构件一览表等。 (5)相应框架的基础结构施工图。 (6)编写结构设计总说明。 三、整理计算书、编写设计说明书 (1)计算书要求书写整齐、清晰、统一纸张,并装订成册。 (2)编写设计说明书(包括建筑设计说明、结构设计中荷载计算、内力计算与组合、配筋计算等过程),要附上毕业设计任务书和地质资料。 (3)答辩后计算书、图纸应装入档案袋,并填写档案袋封面有关内容。毕业设计档案由学院保存。
竭诚为您提供优质文档/双击可除毕业设计过程总结报告 篇一:毕业设计总结与体会范文 总结与体会 随着时间将近过去了一个半月,毕业设计也接近了尾声。经过几周的奋战我的毕业设计终于完成了。在没有做毕业设计以前觉得毕业设计只是对这几年来所学知识的单纯总结,但是通过这次做毕业设计发现自己的看法有点太片面。毕业设计不仅是对前面所学知识的一种检验,而且也是对自己能力的一种提高。通过这次毕业设计使我明白了自己原来知识还比较欠缺。自己要学习的东西还太多,以前老是觉得自己什么东西都会,什么东西都懂,有点眼高手低。通过这次毕业设计,我才明白学习是一个长期积累的过程,无论是在以后的工作还是生活中都应该不断的学习,努力提高自己知识和综合素质。同时也明白了人生不可能存在一帆风顺的事,只有自己勇敢地面对人生中的每一个挫折和失败,才能通往自己的罗马大道。 在设计的过程中我总会遇到这样那样的问题,我有失落
过,烦恼过,悲伤过,但我明白这又是我人生中的一大挑战,角色的转换,这除了有较强的适应力和乐观的生活态度外,更重要的是得益于两年的学习积累和技能的培养。在这里我知道我的将来会有光辉灿烂的一天。在这次毕业设计里,给我仅是初步的经验积累,对于迈向社会远远不够的,我必须做出更大的努力。 虽然在完成毕业设计的过程中有过失落,有过烦恼,有过悲伤,但在这次毕业设计中也使我们的同学间的关系更进一步,在此期间同学之间互相帮助,有什么不懂的大家在一起商量,一起讨论,听听不同的看法不同的意见,这使我们能更好的理解知识,透彻知识,运用知识,因此在这里我要非常感谢帮助我的同学,谢谢你们的帮助,谢谢你们! 在毕业设计完成的过程里,我更明白了要做好人生规划的重要性,在此我要有以下几点规划: 一、继续学习,虽然我们即将步入社会,但我们绝不能忘记学习,不仅仅要学习知识,学习技能,还要学习如何与人相处,即将步入社会的我们光有知识技能是不能在这样充满竞争的社会好好发展我们的未来的了,所以我们要学习与人相处,与人共事。 二、也许我们有知识,有技术,但我们缺少的是经验,实际动手的经验,所以我们步入社会后,要不断的积累经验,不断的实践,只有这样我才能在掌握知识的同时把握
毕业设计概述 毕业设计所选课题为:F K3全自动粉末压机的机身与主要传动零部件的加工工艺规程及工艺装备,属于机械加工工艺及工艺装备设计,该类设计的特点,具有实践性强、涉及面广、综合性强等特点,现已基本完成毕业设计所需要完成的任务,为能够充分做好答辩前的准备工作和充分掌握和吸收这次毕业设计的知识,将毕业设计概述如下: 1毕业设计选题目的: 该课题为一粉末冶金制品的加工设备的机身和主要传动零部件的上杠杆与下杠杆,机身是该设备的主体框架部分,是实现各零件精密配合的载体,因此该零件的制造精度要求很高,从原始材料和现场实物分析,该零件形状体积大,各端面之间有着较高的位置精度要求,因为该零件是实现各零件精密配合的载体,所以主要加工难度与精度集中在孔的加工上面。该设备上的各个孔全是与轴类零件相配合的孔,因此加工要求非常高,有着较高的表面粗糙度要求和各个孔之间的位置精度要求及装配要求。这就对加工工艺规程的设计提出了教为严谨的要求,加工工艺规程的合理与否会直接影响到整个设备装配后的运行状况。 该粉末冶金设备的核心部分在于它的传动系统,它是实现机器正常运转的动力,该系统中的零件上杠杆和下杠杆是直接将传动部分的力传递给工作部分的重要零件,因此同样有着较高的加工精度要求,主要精度还是集中在孔的加工上,具体表现在孔的表面粗糙度要求高,孔的形状位置尺寸精度要求高。 综上所述,所选课题能够较为集中的反映出加工工艺的难度与深度,能够充分的与自己所学的机械制造工艺学知识相结合,有很高的研究价值,能够使自己在工艺规程的设计过程中锻炼自己分析问题,解决问题的能力! 2加工工艺规程的确定和简要介绍 机械加工工艺规程的确定,需要自身具备一定的感性知识和实
做毕业论文的详细流程文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
开题报告、文献综述、外文翻译、论文反抄袭软件、论文目录,就差论文正文了, 其他都全了!! 开题报告主要包括以下几个方面: (一)论文名称 论文名称就是课题的名字 第一,名称要准确、规范。准确就是论文的名称要把论文研究的问题是什么,研究的对象是什么交待清楚,论文的名称一定要和研究的内容相一致,不能太大,也不能太小,要准确地把你研究的对象、问题概括出来。 第二,名称要简洁,不能太长。不管是论文或者课题,名称都不能太长,能不要的字就尽量不要,一般不要超过20个字。 (二)论文研究的目的、意义 研究的目的、意义也就是为什么要研究、研究它有什么价值。这一般可以先从现实需要方面去论述,指出现实当中存在这个问题,需要去研究,去解决,本论文的研究有什么实际作用,然后,再写论文的理论和学术价值。这些都要写得具体一点,有针对性一点,不能漫无边际地空喊口号。主要内容包括:⑴研究的有关背景(课题的提出):即根据什么、受什么启发而搞这项研究。⑵通过分析本地(校)的教育教学实际,指出为什么要研究该课题,研究的价值,要解决的问题。 (三)本论文国内外研究的历史和现状(文献综述)。 规范些应该有,如果是小课题可以省略。一般包括:掌握其研究的广度、深度、已取得的成果;寻找有待进一步研究的问题,从而确定本课题研究的平台(起点)、研究的特色或突破点。 (四)论文研究的指导思想 指导思想就是在宏观上应坚持什么方向,符合什么要求等,这个方向或要求可以是哲学、政治理论,也可以是政府的教育发展规划,也可以是有关研究问题的指导性意见等。 (五)论文写作的目标 论文写作的目标也就是课题最后要达到的具体目的,要解决哪些具体问题,也就是本论文研究要达到的预定目标:即本论文写作的目标定位,确定目标时要紧扣课题,用词要准确、精练、明了。 常见存在问题是:不写研究目标;目标扣题不紧;目标用词不准确;目标定得过高, 对预定的目标没有进行研究或无法进行研究。 确定论文写作目标时,一方面要考虑课题本身的要求,另一方面要考率实际的工作条件与工作水平。 (六)论文的基本内容 研究内容要更具体、明确。并且一个目标可能要通过几方面的研究内容来实现,他们不一定是一一对应的关系。大家在确定研究内容的时候,往往考虑的不是很具体,写出来的研究内容特别笼统、模糊,把写作的目的、意义当作研究内容。 基本内容一般包括:⑴对论文名称的界说。应尽可能明确三点:研究的对象、研究的问题、研究的方法。⑵本论文写作有关的理论、名词、术语、概念的界说。(七)论文写作的方法 具体的写作方法可从下面选定:观察法、调查法、实验法、经验总结法、个案
工艺类毕业设计具体要求 一、毕业设计题目与内容 题目:指定某一个中等复杂程度(零件大约有30道以上工序者为中等复杂)零件的工艺设计,(零件由学生在所在地工厂进行挑选,并经指导老师同意后进行;如选题有困难者,与导师再协商)学生必须完成下列工作: 1、对指定的零件图进行构造分析和工艺分析,并绘制零件图; 2、选择毛坯类型,设计与绘制毛坯图 3、制定工艺路线 4、编制全部工艺规程 5、设计一至二套机床夹具或其他工艺装备 6、编写说明书(论文) 详细内容见“附件” 二、毕业设计计划安排,(时间12周) 1、分析并绘制零件图1周 2、绘制毛坯图1周 3、设计工艺路线及编制工艺规程4周 4、设计工艺装备3周 5、编写说明书(论文)2周 上述时间安排仅供参考,请尽量提前完成,及时与导师联系,留下足够的修改时间。 三、说明书(论文)正文内容 1、目录与页次 2、零件图进行构造分析和工艺分析 3、选择毛坯的依据与毛坯之计算 4、工艺规程编制的说明与方案论证,尺寸换算 5、夹具设计的说明、分析与计算 四、说明书(论文)装订次序 1、封面 2、任务书 3、目录 4、中文摘要 5、英文摘要 6、论文 1)前言 2)正文 3)结论、讨论和建议 4)致谢 5)参考资料 7、毕业设计小结 8、附录 9、封底
附件: 一、对指定的零件图进行构造分析和工艺分析,并绘制零件图; 学生应首先仔细地熟悉零件的构造及其技术要求,了解零件的工作条件,各部分的功用。然后对零件进行工艺分析。 通过工艺分析,确定主要表面,并根据零件的构造特点、产量以及给定的其他生产条件,初步确定主要表面的加工方法和零件的加工次序。 (如何进行构造分析和工艺分析,请按教材第一章中的内容进行。) 二、、选择毛坯类型,设计与绘制毛坯图 根据零件的构造、技术要求、材料、生产规模、机械加工的要求(余量、基准)。决定毛坯的制造方法。初步确定毛坯的形状、尺寸、公差及技术条件。三、制定工艺路线 根据初步设计的毛坯和所确定的各表面加工顺序,绘制工序简图。 工序简图中应表示出被加工表面、定位基准表面、支撑夹紧表面、工序尺寸、公差、表面粗糙度、技术条件、机床设备(类型和型号)夹具和量具的名称、刀具名称和材料等 工艺路线设计完成后,根据工序的加工余量,最后确定毛坯尺寸。 四、编制全部工艺规程 编制工艺规程包括填写工序目录和全部工序卡片。工序目录在工艺规程的最前面,待工序卡片填写完后再填写。工序卡片中应包括工序好、工序名称、该工序加工时材料的硬度、设备、定位表面、夹紧表面、工步次序、夹具量具的名称与材料、使用的冷却润滑液、工序卡片应绘出工序简图,其要求与上一项相同。 五、设计一至二套机床夹具或其他工艺装备 根据教师的指定,进行工艺装备设计。首先进行方案比较。待教师同意后,再进行结构设计。经教师审查后,再绘制正式设计图纸。 根据工作量,决定绘制1-2个夹具零件图。 七、编写说明书(论文) 说明书是学生对所进行的工作的科学说明与总结,应反映出正确的设计思想,分析问题的方法和对问题钻研的深度。说明书应文理通顺,字迹工整、图文并茂。说明书的内容包括1-5项必要的论据,说明和计算。在1-5项工作时,要逐渐积累素材,设计完成后在此基础上编写说明书。
基于微信小程序的商城设计毕业论文 摘要 随着“互联网+”的大潮兴起,平台型应用再受热捧。其中,微信小程序凭借其强大的用户基础及其应用时的便捷而深受欢迎。在此基础上,以小程序为载体的社群电商,将具有相同兴趣的社群成员组织在一起,推广与之需求高度匹配的产品或服务,轻松实现流量变现。因此,结合以上优势设计并实现基于JavaWeb的小程序商城,具有一定的研究意义和商业价值,符合我国互联网精准化营销和个性化服务的趋势。 本系统主要由微信小程序客户端、服务器、数据管理端构成,前端代码基于Layui,封装工具类,使用的是H-ui Admin。客户端的页面实现通过网络与服务器REST API接口通信获取 MySQL数据。本人重点参与网上购物系统客户端、服务器以及数据库的设计、开发、测试工作。 在系统的设计与实现过程中,对客户端的代码进行全局的MVC模式设计控制,采用template模板增加代码的复用性,并创建客户端用户的token管理机制进行用户身份验证与权限分级。本文重点阐述小程序商城客户端的商品信息展示、商品分类、购物车、下单支付,个人信息管理及数据库设计六大模块的设计和实现过程。采用了JavaWeb和springboot框架作为后台开发,HTML+JS+CSS和微信web开发工具作为前端开发,遵守微信的开发规范,完成了小程序商城的基本功能,系统运行流畅,可以正常使用。 关键词:电商;JavaWeb;小程序商城;购物; ABSTRACT With the rise of "Internet ",platform-based applications are becoming more popular. Among them,WeChat Mini Program with its strong user base and its application when convenient and popular. On the basis of this,the community e-commerce with the small program as the carrier,will have the same interest community members to organize together,promotes the product or the service which is highly matched with its demand,realizes the flow realization easily. Therefore,combining the above advantages to design and implement the Mini Programs Mall based on Java Web has certain research significance and commercial value,which is in line with the trend of precision marketing and personalized service of the Internet in China. The system is mainly composed of WeChat Mini Program client,server,data management,front-end code based on Layui,encapsulating tool class,using H-ui Admin. The client's page implementation acquires MySQL data by communicating with the server REST API interface through the network. I focus on the online shopping system client,server and database design,development,testing work. In the design and implementation of the system,the client's code is controlled by the global MVC pattern design,the template template is used to increase the reusability of the code,and the client's token management mechanism is created for user authentication and permission classification. This paper focuses on the design and implementation of the six modules of the small program mall client's commodity information display,commodity classification,shopping cart,order payment,personal information management and database design. Using Java Web and SSM framework as background development,HTML JSCSS and WeChat web development tool as front-end development Send,abide by the development specifications of WeChat,completed the basic functions of Mini Programs Mall,the system runs smoothly,can be used normally. Keywords:E-commerce;Java Web;Mini Programs Mall;Shopping; 目录
叉的机械加工工艺规机械加工工序卡毕业设计word 格式 机电工程系机械加工工序卡 产品型号CA6140 零件图号 产品名称车床零件名称变速器换挡 叉 共7页第1页 车间工序号工序名称材料牌号 1 钻孔35钢 毛坯种类毛坯外形尺寸每毛坯件数每台件数 模锻138×70×76 1 1 设备名称设备型号设备编号同时加工件数 立式钻床Z525 1 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称工序工时 准终单件 22 工 步号工步内容工艺装备 主轴 转速 (r/min) 切削 速度 (m/min) 进给 量 (mm/r) 切削 深度 (mm) 进给 次数 工步工时 机动辅助
1 钻Φ=14mm孔Φ14高速钢麻花钻,内经千分尺39 2 17.4 0.34 42 1 22 设计(日期)审核(日期)标准化(日期)会签(日期)校对(日期) 标记处数更换文件号签字日期标记更换文件号签字日期 广州汽车学院 机电工程系机械加工工序卡 产品型号CA6140 零件图号 产品名称车床零件名称变速器换挡 叉 共7页第2页 车间工序号工序名称材料牌号 2 铰孔35钢 毛坯种类毛坯外形尺寸每毛坯件数每台件数 模锻138×70×76 1 1 设备名称设备型号设备编号同时加工件数 立式钻床Z525 1 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称工序工时 准终单件 69 工 步号工步内容工艺装备 主轴 转速 (r/min) 切削 速度 (m/min) 进给 量 (mm/r) 切削 深度 (mm) 进给 次数 工步工时 机动辅助
铰Φ15.8F8孔Φ15.8定制高速钢绞刀,内经百分表97 4.2 1 42 1 69 设计(日期)审核(日期)标准化(日期)会签(日期)校对(日期) 标记处数更换文件号签字日期标记更换文件号签字日期 广州汽车学院 机电工程系机械加工工序卡 产品型号CA6140 零件图号 产品名称车床零件名称变速器换挡 叉 共7页第3页 车间工序号工序名称材料牌号 3 粗铣35钢 毛坯种类毛坯外形尺寸每毛坯件数每台件数 模锻138×70×76 1 1 设备名称设备型号设备编号同时加工件数 卧式铣床X62 1 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称工序工时 准终单件 250 工 步号工步内容工艺装备 主轴 转速 (r/min) 切削 速度 (m/min) 进给 量 (mm/r) 切削 深度 (mm) 进给 次数 工步工时 机动辅助
毕业设计一般步骤(2009-06-04 15:12:28) 一,毕业设计的一般步骤(参考) 在指导教师的指导下,毕业设计的过程一般可分为三个阶段:系统分析阶段,系统设计阶段,系统实施和调试阶段. 1.系统分析阶段 ⑴熟悉课题:毕业设计任务下达后,学生首先应了解课题的名称,课题的来源,课题的设计任务;所提供的原始数据,所要求的技术指标等.学生要对整体的设计要求有充分的了解和掌握. ⑵收集资料,调查研究:围绕课题收集有关的资料,查阅有关的文献及技术参数,收集有关的数据,并对用户的实际需求等进行调研,以能对所设计课题的功能和性能有全面和深入的了解. ⑶可行性分析:学生在熟悉课题,调研,收集资料和数据的基础上,对设计课题进行可性分析并形成相应的文档. 2.系统设计阶段 ⑴概要设计:在可行性分析的基础上采用较好的方法就系统的总体结构,数据结构,控制结构,接口,界面,系统的输入,输出方式等方面进行设计并写出分析说明书.同时按系统的总体功能进行模块划分和模块设计,以明确模块设计的任务和要求.承担同一课题的学生可在此基础上进行明确分工,每个学生均要承担一定的设计工程量. ⑵详细设计:在概要设计的基础上采用较好的方法和工具进一步确定总体功能和各个模块功能的设计方案. 3.系统实施,调试阶段 ⑴程序编码或系统电路组合连接;这个阶段学生应根据课题的控制结构图和各个模块的功能说明书按模块分别进行所承担模块的设计任务,进行程序编码或具体电路的设计.并在计划指定的时间内完成各个子模块的设计. ⑵系统调试:各个子模块功能设计完成后应该进行整个系统的调试,并在系统调试中不断修改和完善系统功能,最终达到设计目标. 设计课题完成后应撰写"毕业设计报告书". 二,毕业设计报告结构 1.统一封面 2.目录 目录按三级标题编写,要求层次清晰,且要与正文标题一致,主要包括摘要,正文主要层次标题,致谢,参考文献等. 3.毕业设计(论文)中英文摘要,关键词 中文摘要150-300字左右 英文摘要150-300字左右 关键词(3-5个) 4.设计报告正文部分 包括: 引言
毕业设计操作流程 1、各专业举行毕业设计讲座。 2、公布指导教师及选题题目参考。 3、学生在规定时间内选题并与指导教师讨论。 4、在指导教师的指导下,学生着手查阅资料并填写开题报告。 5、在规定时间(各专业自行确定,一般在选题后两周)内完成开题报告的填写,然后由指导教师组织审阅,通过后交教研室和系部审核盖章,一周内反馈结果,合格的开题报告由教研室保存,并作为毕业答辩资格的依据之一。 6、开题报告批准后由指导教师根据学生的开题报告填写毕业设计任务书,学生根据任务书中的要求开始实施毕业设计(注意:任务书必须妥善保管,之后要装订到毕业设计报告书中)。 7、在毕业设计过程中学生必须按既定进程在各个阶段向指导教师汇报并填写毕业设计考核进程表。 8、按规定时间完成毕业设计,由指导教师决定是否参加毕业设计答辩。 9、按规定顺序装订,并交由指导教师填写评语后方能参加答辩。 10、由指导教师将毕业设计报告交到教研室审核。 11、各教研室根据开题报告和毕业设计报告书确定学生答辩资格,同时公布答辩学生名单及顺序(网上和纸质张贴,其中网上信息交由系教学干事汇总上传)。 12、组织毕业答辩,作好答辩记录和评语的填写,答辩小组填写综合成绩,由小组长(原则上是教研室主任)签字后交系主任签字。 13、各教研室将学生开题报告和毕业设计报告书整理好后交系办教学干事存档,并作好交接签字手续。 注: 1、凡填写意见、考核进程、评语、成绩等内容时,必须是手写签字,不得打印。 2、中文摘要以300定左右为宜,正文字数要求3000字以上。 3、每位指导教师指导毕业设计人数原则上不超过10人。 自动化与信息工程系
毕业设计(论文)的工作程序 毕业设计(论文)一般工作程序如下: 1.下达设计(论文)任务书 毕业设计(论文)题目选定后,应由指导教师向学生下达毕业设计(论文)任务书,明确下达设计(论文)课题的目的、性质、内容和要求。 设计(论文)任务书一般应包括如下主要内容: (1)毕业设计(论文)的任务和具体要求; (2)毕业设计说明书或论文应包含的内容; (3)毕业设计应完成的图纸份量; (4)主要参考文献; (5)其他要求; (6)毕业设计(论文)期限。 2.设计(论文)的准备工作 ’ 熟悉课题,收集资料。任务书下达后学生首先要了解课题名称及****,课题范围,提供的原始资料及数据,要求解决的问题及经济技术指标,本人课题与整个小组课题的关系等。然后围绕课题查阅收集有关资料、文献,或深入现场了解生产实际运行情况。 3.设计或实验工作 设计工作是在了解课题的基础上,初步拟出解决课题的几种总体方案,并对各方案进行分析,提出其优缺点,通过物料、能
量衡算和经济效益估算和比较提出实施的可能性,按实际条件确定最佳方案。 选定方案后即可进行设计。根据总体方案的要求完成各项技术指标的选择,确定原料、成品的流向,控制及测定分析的原理和方法,热量和动力的供应和衡算,对于设备还需作传动强度、动力装配等有关计算,编制操作规程。 论文工作是在了解课题的基础上,初步拟定解决课题的几个实验方案,并对不同方案进行分析论证,选择最佳实验方案,进行系统的反复的实验研究,通过实验与分析划出实验结果的规律,必要时要用不同实验方案验证论文的同一结论。 4.编写设计说明书或撰写论文 编写设计说明书应包括: (1)课题名称、目录及页次; (2)设计简介:扼要叙述设计内容与要求,设计的原理、方法、主要技术经济指标。要求文字精练,字数以八百字为宜。 (3)方案的确定与设计。应包括总体方案的原理论述和选择说明,方案的实体设计(如工艺流程示意图,测试或实验的条件控制,新产品的性能、质量指标等),绘制图表。 撰写论文应包括: (1)课题名称、目录与页次; (2)论文简介:扼要叙述论文内容与要求,实验的原理、方法、主要结论。要求文字精练,字数以八百字为宜;
毕业设计任务书
湖北职业技术学院 毕业设计(论文)任务书 题目设计典型机械零件1的机械加工工艺规程及工艺装备 专业数控08262 学号 24 37 姓名夏琪许超超 主要内容 1、对零件(机械制造工艺学课程设计指导书43页零件图) 进行工艺分析, 画零件图; 2、选择毛坯的制造方式; 3、制定零件的机械加工工艺路线; 4、设计为加工零件所必须的夹具1套; 5、完成毕业论文,编写设计说明书。 基本要求: 生产纲领为大批生产。设计的要求包括以下几个部分: 1、零件图; 2、毛坯图; 3、机械加工工艺卡片 4、工艺装配设计; 5、工艺装配主要零件图; 6、毕业设计说明书(8000字左右)。 主要参考资料: 1、艾兴.机械制造工艺学课程设计指导书.哈工大,机械工业 出版社. ,第二版. 2、李益民.机械制造工艺设计简明手册.哈工大,机械工业出
版社. . 3、艾兴.切削用量简明手册.哈工大,机械工业出版社. ,第三 版. 4、机械制造工艺学. 5、 AUTOCAD制图. 完成期限: .12.06~ .12.31 指导教师签章:朱志强 专业负责人签章: 12月 06日 湖北职业技术学院 毕业设计(论文)任务书 题目设计典型机械零件2的机械加工工艺规程及工艺装备 专业数控08262 学号 35 9 姓名刘晓明金琳 主要内容 1、对零件(机械制造工艺学课程设计指导书45页零件图) 进行工艺分析, 画零件图; 2、选择毛坯的制造方式; 3、制定零件的机械加工工艺路线; 4、设计为加工零件所必须的夹具1套; 5、完成毕业论文,编写设计说明书。
基本要求: 生产纲领为大批生产。设计的要求包括以下几个部分: 1、零件图; 2、毛坯图; 3、机械加工工艺卡片 5 4、工艺装配设计; 5、工艺装配主要零件图; 6、毕业设计说明书(8000字左右)。 主要参考资料: 1、艾兴.机械制造工艺学课程设计指导书.哈工大,机械工业 出版社. ,第二版. 2、李益民.机械制造工艺设计简明手册.哈工大,机械工业出 版社. . 3、艾兴.切削用量简明手册.哈工大,机械工业出版社. ,第三 版. 4、机械制造工艺学. 5、 AUTOCAD制图. 完成期限: .12.06~ .12.31 指导教师签章:朱志强 专业负责人签章: 12月 06日 湖北职业技术学院 毕业设计(论文)任务书
P;******************************************************* ;以下8个字节存放8位数码管的段码 LED_BIT_1 EQU 30H LED_BIT_2 EQU 31H LED_BIT_3 EQU 32H LED_BIT_4 EQU 33H LED_BIT_5 EQU 34H LED_BIT_6 EQU 35H LED_BIT_7 EQU 36H LED_BIT_8 EQU 37H ;以下6个字节存放初始密码 WORD_1 EQU 38H WORD_2 EQU 39H WORD_3 EQU 3AH WORD_4 EQU 3BH WORD_5 EQU 3CH WORD_6 EQU 3DH ;以下6个字节存放用户输入的6位密码 KEY_1 EQU 3EH KEY_2 EQU 3FH KEY_3 EQU 40H KEY_4 EQU 41H KEY_5 EQU 42H KEY_6 EQU 43H ;****************************************************** CNT_A EQU 44H CNT_B EQU 45H KEY_CNT EQU 46H ;已输出的密码位数 LINE EQU 47H ;按键行号 ROW EQU 48H ;按键列号
VAL EQU 49H ;键值 CODE_COUNT EQU 4AH ;****************************************************** ;以下为初始化程序,包括数据存储空间初始化,设置初始密码ORG 00H SJMP MAIN ORG 0BH LJMP INT_T0 MAIN: MOV CODE_COUNT,#0 START: MOV CNT_A,#00H ;程序初始化 MOV CNT_B,#00H MOV KEY_CNT,#00H MOV LINE,#00H MOV ROW,#00H MOV VAL,#00H SETB P1.0 SETB P1.1 MOV LED_BIT_1,#40H ;段码存储区清0 MOV LED_BIT_2,#40H MOV LED_BIT_3,#40H MOV LED_BIT_4,#40H MOV LED_BIT_5,#40H MOV LED_BIT_6,#40H MOV LED_BIT_7,#79H MOV LED_BIT_8,#73H MOV KEY_1,#00H ;输入密码存储区清0 MOV KEY_2,#00H MOV KEY_3,#00H