铸钢转架铸造工艺的优化
- 格式:pdf
- 大小:293.61 KB
- 文档页数:4
工程管理86 2015年10期铸造工艺问题的特点及工艺优化李全德东芝水电设备(杭州)有限公司,浙江杭州 311500摘要:本文中结合铸造工艺问题的特点和铸造工艺功能优化,主要针对大型铸钢件操作侧机架的铸造工艺进行了分析,以供参考。
关键词:铸造工艺;问题特点;铸钢件;操作侧机架;工艺优化中图分类号:TG245 文献标识码:A 文章编号:1671-5810(2015)10-0086-01在大型钢宽厚板设备中最主要的配件即是操作侧机架。
产品由于长、重、内部要求的质量较高,而且在进行生产过程中要承受非常大的工作负荷,其间不能有裂纹、砂眼、缝隙等各种缺陷。
为了保证铸件的质量,经过无数次技术和实际论证,改善铸件的生产工艺,以求达到更高的质量标准和要求,第一,对大型件使用外冷铁以及冒口使其形成较好的温度梯度;第二,利用实样模型,以及树脂砂工艺制作砂芯、外模来保证铸件尺寸的准确度,减少铸件的砂眼以及裂纹和气孔等缺陷现象;第三,利用电弧炉和精炼措施综合生产安排,一起浇注,提高操作侧机架的冶炼标准,杜绝浇注不均匀而发生的缺陷;第四,加长改造操作侧机架,达到操作侧机架进行生产过程中的各种要求,保障了操作侧机架铸造技术的稳定性以及科学合理性。
1 铸造工艺问题的特点所有铸件在生产过程中都可能产生缺陷。
它的出现将直接降低铸件成品率,增加铸造生产成本。
因此铸造工艺问题通常都表现为铸件的缺陷问题,解决铸造工艺的问题即消除或减少铸造缺陷及其不利的影响。
铸造工艺问题具有如下特点。
1.1 系统性铸造工艺问题本质上是矛盾的存在。
根本原因是问题出现的直接矛盾,该原因的作用又是几个次级原因共同作用的成果,而次级原因是问题出现的间接矛盾,每个次级原因也会受到一个或多个因素的影响。
根本原因与次级原因之间或直接矛盾与间接矛盾之间,以及次级原因或直接矛盾与影响因素之间,均以因果关系相连,构成一个呈树枝状的有机全体即体系。
2 铸造技能优化目前常用的铸造技能优化办法均为面向参数及依据经验的办法,无处理矛盾的能力。
中大型铸钢件常见铸造缺陷分析及控制摘要:在工业发展的促进下,我国的中大型铸钢件铸造质量有着显著的提升。
但由于受到多种因素的影响,中大型铸钢件在铸造上也经常出现缺陷,需结合缺陷出现的成因做好控制工作,提升中大型铸钢件的铸造质量。
本文分析中大型铸钢件常见的铸造缺陷,并提出中大型铸钢件铸造缺陷的控制策略,旨在为今后开展相关研究提供参考。
关键词:中大型铸钢件;铸造缺陷;控制策略引言:中大型铸钢件的铸造工艺较为复杂,铸造流程较多,一旦在控制力度上不足,也会使得中大型铸钢件出现质量问题,如缩孔、气孔等。
由于中大型铸钢件对于质量的要求较高,若出现质量问题,将造成较大的损失。
对此,需做好铸造工艺的控制,减少质量问题的出现几率。
一、中大型铸钢件常见的铸造缺陷(一)缩孔缩孔是中大型铸钢件的常见铸造缺陷,其指的是在金属进行液态收缩和凝固之后,由于凝固部分过于集中,导致出现较多孔洞。
这种缩孔在形状上并不规则,在孔壁上较为粗糙,经常出现树枝状的结晶。
缩孔由于分布的不同,一般分为集中型和分散型两种。
分散型缩孔在铸件厚载面上分布,在缩孔内部形成较多树枝状的结晶。
而集中型缩孔一般在铸件厚载面的中心部位,在凝固区分布较多[1]。
(二)缩松缩松与缩孔相比,在分布上较为分散,在面积上较小,一般在缩孔四周或者下部位置分布,由液态金属在最后凝固之后残余的部分受到温差的影响所形成,由于枝晶和晶粒之间通道较为细小,导致外部的金属无法通过,从而无法收缩。
缩松由于面积较小,部分缩松利用放大镜或者肉眼可直接看到,一些面积更小的缩松需要利用扫描电镜或者光学显微镜才能看到[2]。
(三)气孔气孔在中大型铸造件中属于常见的铸造缺陷,其是液态金属在凝固中气体滞留在金属内所形成,一般呈现出针孔型或者圆形,椭圆形的气孔也较多,在孔壁上较为光滑,一般在铸件的皮下或者内部分布。
在铸件内部,由于其温度较高,在凝固上的速度较慢,可使得气泡的面积更大。
而孔壁的光滑程度由气体性质的差异性所决定,若气体为氢气,在气孔的颜色上一般为银白色,孔壁亮度较大;若气体为一氧化碳,其气孔的颜色呈现出浅蓝色,且孔壁亮度较低;若气孔与大气可直接接触,气孔的颜色一般呈现出氧化色。
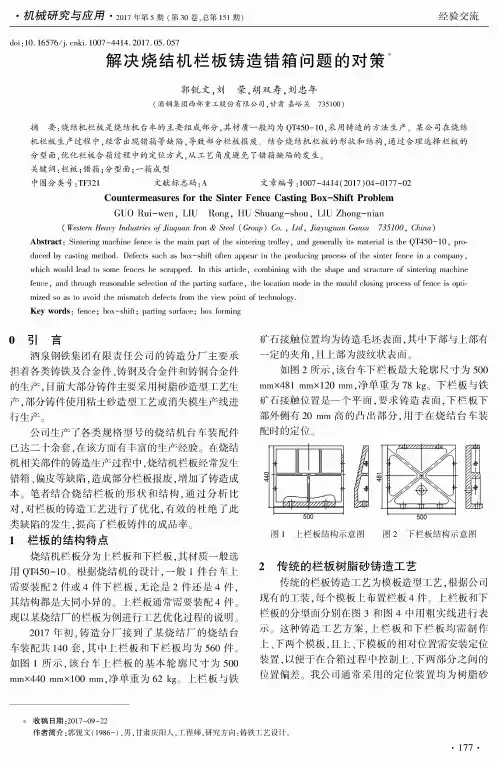
•机械研究与应用 • 2017年第5期(第30卷,总第151期)经验交流d o i :10. 16576/j. cnki. 1007-4414.2017.05.057解决烧结机栏板铸造错箱问题的对策#郭锐文,刘荣,胡双寿,刘忠年(酒钢集团西部重工股份有限公司,甘肃嘉峪关735100)摘要:烧结机栏板是烧结机台车的主要组成部分,其材质一般均为Q T 450-10,采用铸造的方法生产。
某公司在烧结 机栏板生产过程中,经常出现错箱等缺陷,导致部分栏板报废。
结合烧结机栏板的形状和结构,通过合理选择栏板的 分型面,优化栏板合箱过程中的定位方式,从工艺角度避免了错箱缺陷的发生。
关键词:栏板;错箱;分型面;一箱成型中图分类号:TF321 文献标志码:A 文章编号:1007-4414(2017)04-0177-02Countermeasures for the Sinter Fence Casting Box-Shift Problem G U O Rui-wen ,LIU Rong ,H U Shuang-shou ,LIU Zhong-nian(W e s t e r n H e a v y I n d u s t r i e s o f J i u q u a n I r o n & S t e e l( Gr o u p) C o . ,Lt d,J i a y u g u a nG a n s u 735100,C h i n a )Abstract : Sintering machine fence is the main part of the sintering trolley ,and generally its material is the Q T 450-10,produced by casting method. Defects such as box-shift often appear in the producing process of the sinter fence in a company , which would lead to some fences be scrapped. In this article , combining with the shape and structure of sintering machine fen ce , and through reasonable selection of the parting surface , the location mode in the mould closing process of fence is optimized so as to avoid the mismatch defects from the view point of technology.Key words : fen ce ; b ox-sh ift ; parting surface ; box forming0引言酒泉钢铁集团有限责任公司的铸造分厂主要承担着各类铸铁及合金件、铸钢及合金件和铸铜合金件 的生产,目前大部分铸件主要采用树脂砂造型工艺生 产,部分铸件使用粘土砂造型工艺或消失模生产线进 行生产。
机械工艺技术中的铸造工艺分析与优化铸造是一种将液态金属浇注到铸型中,待其冷却凝固后获得具有一定形状、尺寸和性能的铸件的金属成型工艺。
作为机械工艺技术中的重要组成部分,铸造工艺在制造业中有着广泛的应用。
本文将对铸造工艺进行详细的分析,并探讨其优化的方法和途径。
一、铸造工艺的分类铸造工艺种类繁多,常见的有砂型铸造、熔模铸造、金属型铸造、压力铸造、离心铸造等。
砂型铸造是应用最广泛的一种铸造方法,其铸型以砂为主要材料,制作成本低,适应性强,可生产各种形状和尺寸的铸件。
但砂型铸造的铸件精度相对较低,表面质量有待提高。
熔模铸造则适用于生产形状复杂、精度要求高的小型铸件。
它先制作蜡模,然后在蜡模外面涂上耐火材料,经过焙烧后,蜡模熔化流出,形成铸型。
这种方法能够获得尺寸精度高、表面光洁的铸件,但工艺复杂,成本较高。
金属型铸造采用金属铸型,铸件冷却速度快,组织致密,力学性能好,但金属型的制造成本高,且不适合生产形状复杂的铸件。
压力铸造是在高压下将液态金属压入铸型,生产效率高,铸件精度高,但压力铸造设备投资大,主要用于生产大批量的有色金属铸件。
离心铸造是将液态金属浇入高速旋转的铸型中,利用离心力使金属液充满铸型并凝固成型。
它适用于生产管状或环形的铸件。
二、铸造工艺的流程无论采用哪种铸造工艺,其基本流程都包括以下几个主要环节:1、模具制造根据铸件的形状和尺寸要求,制造相应的铸型模具。
模具的质量直接影响铸件的精度和表面质量。
2、熔炼金属将原材料(如铸铁、铸钢、铝合金等)放入熔炉中进行熔炼,使其达到规定的温度和化学成分。
3、浇注将熔炼好的液态金属缓慢地浇入铸型中,要注意浇注速度和温度的控制,以避免出现浇不足、气孔等缺陷。
4、凝固冷却浇注完成后,铸件在铸型中逐渐凝固冷却。
冷却速度的控制对铸件的组织和性能有着重要影响。
5、清理与检验铸件冷却后,需要进行清理,去除表面的型砂、浇冒口等,并进行质量检验,包括外观检查、尺寸测量、内部缺陷检测等。
382m工艺技术Vol.70 No.3 2021 S C T110T摇枕(F-1449P(G))铸造工艺设计与试制张玉晶\张纬1,孟少峰2,康锋2,张文魁1,张龚\李显荣1(1.晋西装备制造有限责任公司,山西太原030024; 2.晋西车轴股份有限公司,山西太原030024)摘要:S C T110T摇枕(F-1449P(G))是北美铁路联运货车车辆转向架关键承载部件之一,在运行过程中承受巨大的拉、压、冲击、弯曲等交变载荷作用。
根据摇枕零件的结构特点和技术要求,进行了铸造工艺设计。
采用侧面浇注和双向分流开放式浇注系统,在铸件热节处设置发热冒口进行补缩以及吹氩喂丝炉外精炼等技术试制摇枕铸件,成功获得合格铸件产品。
关键词:摇枕铸件;B+级钢;酯硬化水玻璃;热处理SCT110T摇枕(F-1449P (G))是北美铁路联运货车车辆转向架关键承载部件之一,在运行过程中承受巨大的拉、压、冲击、弯曲等交变载荷作用m。
摇枕铸件质量的优劣直接关系到联运货车的行车安全,AAR M201标准《AAR铸钢件技术要求》对摇枕铸件的低温冲击性能、动载性能和铸件质量的稳定性均有很高的要求'关键受力部位不允许存在缩孔、缩松、裂纹等铸造缺陷,铸件应进行磁粉探伤、超声波探伤、超声波测厚、密实度解剖等检测,应进行并通过静载荷、疲劳试验,铸件质量应符合AAR M210《联运货车侧架摇枕供货技术条件》、AAR M201《AAR铸钢件技术要求》等相关标准的要求。
SCT110T摇枕在铁路货车用各型号摇枕中最具代表性,铸件结构复杂、壁厚不均匀,容易产生裂纹、缩孔、缩松等铸造缺陷;下心盘与摇枕一体铸出、底平面无漏水孔等结构特点,更加大了铸造工艺设计的难度。
作者在充分消化技术条件、分析产品结构铸造工艺性的前提下,进行了铸造工艺设计,并运用数值模拟软件对铸造工艺进行了模拟分析,通过试制生产,得到了符合技术条件要求的铸件,为后续开发其他型号的摇枕积累了经验,提供了技术支持。
船用铸钢件的铸造工艺分析及技术改造摘要:为了实现国家的长期经济增长和可持续发展,铸造技术是必须掌握的主要技术之一,在机械制造业等多个领域有着不可或缺的地位,尤其是在船舶业,铸造技术更是一大难点和重点。
铸钢技术有着诸多优点,近几年得到了广泛的应用于创新,并且正在推动着我国相关领域的发展与进步,使我国造船业和国际间的竞争力得到提升。
船用铸钢件的铸造工艺与造型工艺一直以来是船舶业的一大难点,在铸造与造型过程中,钢件极易出现龟裂等情况,并且对原材料回收的工艺也有所欠缺,容易造成资源的浪费,并且对船舶安全性产生不好的影响。
只有在按合适的正火热处理和制作工艺的改进后,才能保证铸钢件的标准力学性能。
为此,优化铸造工艺,把握生产制造中各个阶段的重点难点是提升船用铸钢件性能的重要步骤。
之前二氧化碳水玻璃造型工艺为船用铸钢件的必要生产步骤,现在已有厂家进行工艺改造,初步进行采取树脂自硬沙工艺的实验,从而使之成为性能最好的船用铸钢件。
分析使用频率最大的“挂舵臂,艉舳架”的制造工艺中的关键点,来介绍船用钢铸件的铸造工艺及技术改造。
关键词:船用铸钢件;工艺分析;技术改造艉舳架作为船用铸钢件中使用频率最高的,也是船用铸钢件中较为典型的,其形态结构较为复杂,在生产的过程中难以准确控制其行位尺寸,并且在生产铸造过程中极易产生暗伤等内部缺陷。
在后期的清理打磨过程中,对规格的要求比较严格,这些问题也成为了铸造船用铸钢件的难点。
1.船用铸钢件行位尺寸的控制1.1制造26t挂舵臂时,采用的铸造工艺为平浇,让铸件的实体平躺,由铸件的高度方向把其分为一个对称面,进行上、下型的浇注方式。
使用较大宽度的坭芯,避免分芯过多造成的铸钢件外部尺寸的误差。
1.2制造81t挂舵臂时,立浇技术是我们常常采用的,就是把已经处于平躺状态下的铸件旋转九十度,让其成为测力状态,让铸件在此状态下进行浇注制造。
同样也是采用较大的坭芯消除外部误差【1】。
1.3制造艉舳架时,绝大部分的艉舳架表面轮廓呈扭曲的鱼体型圆滑过度曲面,关键断面的多少是有严格控制的,这也增加了制作时的难度。
摘要伴着生产力的提高及铁路技术的发展,我国目前拥有各型铁路货车约100万辆,货车使用的转向架形式各异。
其中绝大部分都是两轴转向架。
转8A即为其中的一种。
它用于载重60-70t的货车上,是铸钢导框式转向架也是我国铁路货车使用众多转向架当中的典型之一。
但是,随着我国铁路货运向高速重载的方向发展。
转8A型转向架各类故障频繁发生,危及铁路货车的行车安全,制约铁路货车的快速发展。
为此,有必要对转8A型转向架的检修工艺做出分析并提出合理的改正方案,以提高铁路货车的运行安全及运输效率,促进我国铁路货车向高速重载方向和谐发展。
本文根据转8A型转向架在实际检修中出现的各种不足,结合实际经验摸索和探讨,对其逐一进行分析并设计出合理的改进措施。
关键词:货车转向架;转8A;检修流程;工艺改进目录第1章铁路货车的转向架 (1)1.1概述 (1)1.2铁路货车转向架的作用 (2)1.3铁路货车转向架的检修形式 (2)1.4铁路货车转向架一般检修流程 (3)1.5铁路货车转向架的主要形式 (5)①三大件式转向架 (5)第2章转8A型转向架的检修工艺分析 (6)2.1转8A型转向架 (6)2.2转8A转向架的组成 (7)①基础制动装置 (7)2.3转8A型转向架各部件的检修工艺 (8)2.3.4轮对和轴箱 (14)2.4转8A转向架的优缺点 (17)第3章:近几年转8A型和新型货车转向架的工艺改进 (18)3.1近年来转8A型转向架的工艺改进 (18)3.2新型货车转向架使用的新技术 (19)第4章:转8A转向架检修工艺的改进优化方案 (21)4.1导框式侧架磨损严重原因分析及工艺改进 (21)4.2摇枕裂纹原因分析及工艺改进 (22)第5章:结论 (24)第1章铁路货车的转向架1.1概述货物运输是铁路运输的重要组成部分,货物的南来北往,都需要车辆来装运。
因此,我们把铁路上用于载运货物的车辆统称为货车。
而货车转向架是铁路货车的关键部位,转向架是车辆上的走行装置,是支承车辆的走行部分,转向架是能相对车体回转的一种走行装置,它是由两个或两个以上轮对用专门构架(或侧架)及其他配件共同组成的一个独立小车。
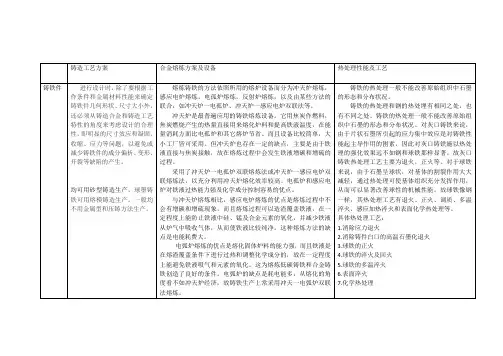
铸造工艺方案合金熔炼方案及设备热处理性能及工艺铸铁件进行设计时,除了要根据工作条件和金属材料性能来确定铸铁件几何形状、尺寸大小外,还必须从铸造合金和铸造工艺特性的角度来考虑设计的合理性,即明显的尺寸效应和凝固、收缩、应力等问题,以避免或减少铸铁件的成分偏析、变形、开裂等缺陷的产生。
均可用砂型铸造生产,球墨铸铁可用熔模铸造生产。
一般均不用金属型和压铸方法生产。
熔炼铸铁的方法依照所用的熔炉设备而分为冲天炉熔炼,感应电炉熔炼,电孤炉熔炼,反射炉熔炼,以及由某些方法的联合,如冲天炉一电孤炉、冲天炉一感应电炉双联法等。
冲天炉是最普遍应用的铸铁熔炼设备。
它用焦炭作燃料,焦炭燃烧产生的热量直接用来熔化炉料和提高铁液温度,在能量消耗方面比电孤炉和其它熔炉节省。
而且设备比较简单,大小工厂皆可采用。
但冲天炉也存在一定的缺点,主要是由于铁液直接与焦炭接触,故在熔炼过程中会发生铁液增碳和增硫的过程。
采用了冲天炉一电孤炉双联熔炼法或冲天炉一感应电炉双联熔炼法,以充分利用冲天炉熔化效率较高、电孤炉和感应电炉对铁液过热能力强及化学成分控制容易的优点。
与冲天炉熔炼相比,感应电炉熔炼的优点是熔炼过程中不会有增碳和增硫现象,而且熔炼过程可以造渣覆盖铁液,在一定程度上能防止铁液中硅、锰及合金元素的氧化,并减少铁液从炉气中吸收气体,从而使铁液比较纯净。
这种熔炼方法的缺点是电能耗费大。
电弧炉熔炼的优点是熔化固体炉料的能力强,而且铁液是在熔渣覆盖条件下进行过热和调整化学成分的,故在一定程度上能避免铁液吸气和元素的氧化。
这为熔炼低碳铸铁和合金铸铁创造了良好的条件。
电弧炉的缺点是耗电能多,从熔化的角度看不如冲天炉经济,故铸铁生产上常采用冲天一电弧炉双联法熔炼。
铸铁的热处理一般不能改善原始组织中石墨的形态和分布状况。
铸铁的热处理和钢的热处埋有相同之处,也有不同之处。
铸铁的热处理一般不能改善原始组织中石墨的形态和分布状况。
对灰口铸铁来说,由于片状石墨所引起的应力集中效应是对铸铁性能起主导作用的困素,因此对灰口铸铁施以热处理的强化效果远不如钢和球铁那样显著。
虹口提篮桥塔楼V型钢柱节点优化设计发布时间:2022-10-27T06:08:58.384Z 来源:《建筑实践》2022年6月12期作者:罗晋范昌宙夏治春李超汪伟[导读] 以上海虹口区提篮桥街道HK314-05号地块综合开发项目T1、T2塔楼三个V型转换钢柱节点为例,罗晋范昌宙夏治春李超汪伟(中建科工集团有限公司,上海)[摘要] 以上海虹口区提篮桥街道HK314-05号地块综合开发项目T1、T2塔楼三个V型转换钢柱节点为例,介绍原设计复杂钢板焊接节点优化为铸钢节点结构设计,最终V型铸钢节点满足设计要求,能保证工程施工质量、进度和建筑效果。
[关键词] 高层建筑;V型钢节点;六边形柱;铸钢件;优化设计;焊接节点1 工程概况本项目座落于上海北外滩商务中心核心地带,这里拥有丰富的文化资源和深厚的历史积淀,西连外滩商业中心,南望陆家嘴金融中心,与外滩、陆家嘴形成三足鼎立之势,共同构成黄金三角。
本项目建成后既从形象上定义了北外滩“航运中心”的城市象征,又为北外滩周边居民提供一个可购物、可休闲、可运动的活力社区。
项目上部主要由2栋塔楼及3栋裙房所组成,各单体建筑地面以上互为独立。
T1塔楼32层,主体结构高度155.4m,T2塔楼21层,主体结构高度107.1m。
T1、T2高层主体塔楼采用外围钢框架+混凝土核心筒的混合结构体系,混凝土核心筒是主要的抗侧力构件,外框主要承受竖向荷载。
本项目钢结构总用量约2.3万T。
2 原钢板焊接节点概述T1、T2塔楼分别包含2个、1个V型转换钢节点,原设计为钢板焊接节点,2腔体,节点下部为六边形钢柱,上部为两根V型斜柱。
考虑到该节点传力的重要性,原结构设计在板拼焊接节点内部采用大量劲板、隔板,以避免节点局部屈曲。
以T1塔楼V型东侧节点为例,据设计结构图纸,原板拼焊接节点拟采用材质为Q350GJG,重量约25T,根节点域外壁厚40mm,横隔板40mm,竖向劲板30mm,主劲板60mm。
大型铸钢件铸造工艺技术2.1大型铸钢件造型用砂铸钢件尤其是大型铸钢件大都采用自硬砂地面造型。
大型铸钢件通常具有厚大断面和高的金属静压头、浇注时间较长,加上铸件凝固过程中金属液体与砂型之间的热作用、机械作用、化学反应非常强烈;铸件表面,尤其在砂芯或砂型凹陷及转角处极易产生金属渗透粘砂,易造成铸件尺寸稳定性差和表面缺陷。
因而大型铸钢件对砂型的高温力学性能、型砂材料的抗粘砂能力要求非常高。
目前国内重机行业用于大型铸钢件的造型用砂主要有水玻璃砂(CO2吹气硬化和有机醋自硬化)、树脂自硬砂〔峡喃树脂自硬砂、碱酚醛树脂自硬砂)。
国内一些主要大型铸件生产企业已逐步完成使用自硬砂铸造工艺的技术改造。
大型铸钢件的面砂一般采用铬铁矿砂等特种砂,这些原砂比硅砂的价格高出很多。
因此,对于旧砂再生系统中铬铁矿砂与石英砂的分离技术也是一项合理利用资源及降低成本的关键性技术。
2.2 铬铁矿砂在造型中的应用2.2.1铬铁矿呋喃树脂砂面砂应用实例(见表2—1)2.2.2 铬铁矿砂成份及选择铬铁矿砂属于铬尖晶石。
一般以(FeMg )O ·(CrAlFe )2O 3形式存在,其中杂质主要为CaO 、MnO 、SiO 2、TiO 2等金属氧化物和碳酸盐化合物。
铬铁矿砂的比重为(4.4~4.5)kg/cm 3,堆积比重为(2.0~2.7)kg/cm 3,耐火度为2000±25℃,熔融触点2040℃。
铬铁矿砂的选择主要依据需要配制的型(芯)砂后的工艺参数、铸件质量以及旧砂再生回收率的高低来不断摸索确定。
铬铁矿砂的化学成分及质量分数(%)见表2—1。
2.2.2.1 酸耗值我们在采用呋喃树脂砂工艺时其催(固)化剂为磺酸、苯磺酸之类酸性固化剂硬化,要求原砂呈中性,如存在诸如滑石粉的碱性化合物,固化剂的消耗必然要加大,从而砂型固化慢甚至不能硬化。
固对铬铁矿砂的酸耗值要低,因为酸耗值高的(碱性)铬铁矿砂,即使增加再多树脂及固化剂,也不易硬化,即使硬化砂型的最终强度也会很低。
铸造成形工艺过程的数值模拟仿真及其应用王华侨;张颖;费久灿;王德跃【摘要】本文对国内外常用的几款铸造成形工艺模拟仿真软件的功能进行了简要介绍,希望对从事铸造行业的产品设计师、模具设计师、铸造工艺师提供一定的参考借鉴作用,从而为提高企业的铸造工艺水平搭建一个更好的优化设计,以及成形工艺的数字化工艺优化设计、制造、仿真集成的先进平台.【期刊名称】《金属加工:热加工》【年(卷),期】2011(000)005【总页数】6页(P59-64)【作者】王华侨;张颖;费久灿;王德跃【作者单位】中国三江航天集团国营红阳机械厂,湖北孝感,432100;中国三江航天集团国营红阳机械厂,湖北孝感,432100;中国三江航天集团国营红阳机械厂,湖北孝感,432100;中国三江航天集团国营红阳机械厂,湖北孝感,432100【正文语种】中文铸造仿真模拟优化软件是为评价和优化铸造产品与铸造工艺而开发的,借助于铸造仿真模拟优化软件系统平台,铸造工程师在完成铸造工艺编制之前,就能够对铸件在形成过程中的流场、温度场和应力场进行仿真分析并预测铸件的质量、优化铸造设备参数和工艺方案。
通过模拟金属铸造过程中的流动过程,精确显示充填不足、冷隔、裹气和热节的位置,以及残余应力与变形,准确地预测缩孔、缩松和铸造过程中微观组织的变化。
图1所示为铸造仿真模拟分析的典型过程。
本文对国内外常用的几款铸造成形工艺模拟仿真软件华铸CAE/InteCAST、AnyCasting、ProCAST等软件的功能与实例应用进行了简要介绍,希望对铸造行业的产品设计师、模具设计师、铸造工艺师提供一定的参考借鉴作用,从而为提高企业的铸造工艺水平搭建一个更好的优化设计,以及成形工艺的数字化工艺优化设计、制造、仿真集成的先进平台。
HZCAE/InteCAST是中国铸造领域著名的模拟分析系统,是分析和优化铸件铸造工艺的重要工具。
它以铸件充型过程、凝固过程数值模拟技术为核心对铸件进行铸造工艺分析。