薄板冲压液压机液压系统热平衡设计
- 格式:pdf
- 大小:215.25 KB
- 文档页数:3

液压系统的设计步骤与设计要求液压传动系统是液压机械的一个组成部份,液压传动系统的设计耍同主机的整体设计同时进行。
着手设计时,必需从实际情形动身,有机地结合各类传动形式,充分发挥液压传动的长处,力求设计出结构简单、工作靠得住、本钱低、效率高、操作简单、维修方便的液压传动系统。
设计步骤液压系统的设计步骤并无严格的顺序,各步骤间往往要彼此穿插进行。
一般来讲,在明确设计要求以后,大致按如下步骤进行。
1)肯定液压执行元件的形式;2)进行工况分析,肯定系统的主要参数;3)制定大体方案,拟定液压系统原理图;4)选择液压元件;5)液压系统的性能验算;6)绘制工作图,编制技术文件。
明确设计要求设计要求是进行每项工程设计的依据。
在制定大体方案并进一步着手液压系统各部份设计之前,必需把设计要求和与该设计内容有关的其他方面了解清楚。
1)主机的概况:用途、性能、工艺流程、作业环境、整体布局等;2)液压系统要完成哪些动作,动作顺序及彼此联锁关系如何;3)液压驱动机构的运动形式,运动速度;4)各动作机构的载荷大小及其性质;5)对调速范围、运动平稳性、转换精度等性能方面的要求;6)自动化程序、操作控制方式的要求;7)对防尘、防爆、御寒、噪声、安全靠得住性的要求;8)对效率、本钱等方面的要求。
制定大体方案和绘制液压系统图制定大体方案(1)制定调速方案液压执行元件肯定以后,其运动方向和运动速度的控制是拟定液压回路的核心问题。
方向控制用换向阀或逻辑控制单元来实现。
对于一般中小流量的液压系统,大多通过换向阀的有机组合实现所要求的动作。
对高压大流量的液压系统,现多采用插装阀与先导控制阀的逻辑组合来实现。
速度控制通过改变液压执行元件输入或输出的流量或利用密封空间的容积转变来实现。
相应的调整方式有节流调速、容积调速和二者的结合——容积节流调速。
节流调速一般采用定量泵供油,用流量控制阀改变输入或输出液压执行元件的流量来调节速度。
此种调速方式结构简单,由于这种系统必需用闪流阀,故效率低,发烧量大,多用于功率不大的场合。

摘要本设计为双动薄板拉深液压机,主缸最大工作负载设计为3150MN。
主机主要由上梁、立柱、工作台、压边滑块、主缸、顶出缸,压边缸等组成。
本文重点介绍了液压系统的设计。
通过具体的参数计算及工况分析,制定总体的控制方案。
经方案对比之后,竖直方向部分采用“四柱”式的结构形式,垂直方向采用通用式结构,拟定液压控制系统原理图。
液压系统液压缸采用双作用活塞缸,采用恒功率变量泵供油。
经方案对比之后,拟定液压控制系统原理图。
为解决压边缸的快进,工进的同步问题,液压系统采用,快进,工进时采用主缸加压进给,压边缸自动吸油的方法保证进给同步。
为解决主缸快进时供油不足的问题,主机顶部设置补油油箱进行补油。
主缸的速度换接与安全行程限制通过行程开关来控制;为了保证工件的成型质量,液压系统中设置保压回路,通过保压使工件稳定成型;为了防止产生液压冲击,系统中设有泄压回路,确保设备安全稳定的工作。
此外,本文对液压机进行了总体布局设计,对重要液压元件进行了结构、外形、工艺设计,对部分液压元件进行了合理的选型,对主机、电气控制系统进行了简要设计。
通过液压系统压力损失和温升的验算,本文液压系统的设计可以满足液压机顺序循环的动作要求,能够实现塑性材料的拉深等成型加工工艺。
关键词:拉深,液压成形,冲压成形,液压机,PLC控制AbstractThe design of double sheet drawing hydraulic machine, a master cylinder maximum working load design for3150MN. Mainly by the host beam, column, table, the beading slide block, a master cylinder, lifting cylinder, pressure cylinder etc.. This paper introduces the design of hydraulic system. Through practical calculation and analysis, formulate the overall control scheme. The scheme contrast, vertical part adopts the" four" form, perpendicular to the direction of the general structure, to develop hydraulic principle diagram of control system. Hydraulic system hydraulic cylinder double acting piston cylinder, constant power variable pump. The scheme comparison, to develop hydraulic principle diagram of control system. In order to solve the pressing cylinder speed, feed the synchronization problem, the hydraulic system adopts, fast-forward, feed the main cylinder feeding, automatic oil pressure cylinder method ensure feed synchronization. In order to solve the problem of fast forward when the master cylinder oil supply shortage problem, the host is arranged on the top of oil supply tank for supplying oil. Master cylinder speed switching and safety travel restrictions by the travel switch to control; in order to ensure the forming quality of the workpiece, the hydraulic system set pressure holding circuit, the pressure causes the workpiece forming stable; in order to prevent the hydraulic impact, system is provided with a pressure discharge circuit, ensure the equipment work safely and steadily. In addition, the hydraulic machine for the general layout design, the main hydraulic components of a structure, shape, process design, on the part of hydraulic components of a reasonable selection, the host, electric control system were briefly design.Through the hydraulic system pressure loss and temperature rise calculation, this paper design the hydraulic system of the hydraulic machine can meet the order cycle action requirements, can realize the plastic material such as deep drawing forming process.Key words:Drawing Hydroforming Metal forming Hydraulic press PLC control目录1. 绪论 (1)1.1 液压机 (1)1.2 课题设计要求 (2)1.3 设计方案 (3)2.总体结构设计 (5)2.1 立柱设计 (5)2.2 上横梁设计 (6)工作台 (7)3. 液压缸设计 (10)3.1 主缸设计 (10)3.2 压边缸设计 (14)顶出缸 (17)3.4 液压缸工况分析 (21)4. 液压系统设计 (25)4.1 液压系统设计方案 (25)4.2 液压系统设计与选型 (28)4.3 液压油管设计 (32)4.4 液压油箱设计 (37)5. PLC控制设计 (34)5.1控制系统的组成结构 (34)5.2传感器的选择 (35)5.3控制系统PLC的选型及控制原理 (35)5.4 PLC程序设计 (37)结论 (38)参考文献 (40)致谢 (41)1绪论液压机发展史液压机发展史,1795年,英国人bramah取得了第一个手动液压机的专利,但真正的液压机的发展历史不到200年。
开封大学毕业设计(论文)双动薄板冲压液压机液压控制系统设计专业机电一体化技术学生姓名 X X X班级一班学号 0000000000指导教师 XX完成日期 2011-12-22摘要液压机是利用液压传动技术进行压力加工的设备,可以用来完成各种锻压及加压成形加工。
例如钢材的锻压,金属结构件的成型,塑料制品和橡胶制品的压制等。
液压机是最早应用液压传动的机械之一,目前液压传动已成为压力加工机械的主要传动形式。
在重型机械制造业、航空工业、塑料及有色金属加工工业等之中,液压机已成为重要设备。
关键词:液压机,液压传动技术,锻压,成形AbstractHydraulic press is using hydraulic transmission technology processing equipment pressure, can be used to perform a variety of forging and pressing forming. For example steel forging press, pieces of metal forming, plastic products and rubber products, the pressure, etc. Press the earliest application is one of the hydraulic transmission machinery, the hydraulic pressure drive has become the main driving form processing machinery. In heavy machinery manufacturing industry, aviation industry, plastic and non-ferrous metal processing industry, etc in, hydraulic press have become an important equipment.Keywords: hydraulic press, hydraulic transmission technology, forging press, forming目录第一章前言 (5)1.1液压传动的发展概况 (5)1.2液压机工作原理 (5)1.3液压机的分类 (6)一、按工作介质分类: (6)二、按动作形式分类 (7)三、按机身结构分类 (8)第二章双动薄板冲压液压机的液压系统 (9)2.1液压系统的工艺过程 (9)2.2液压系统的工作原理 (10)2.2.1空运转或顶出活塞回程 (11)2.2.2主滑块和压边滑块合并使用 (11)2.2.3 滑块向下:主滑块和压边滑块分别工作且压边滑块已于工件相接触而主滑块继续向下工作 (12)2.2.4 滑块向上 (13)2.2.5 顶出活塞向上 (13)2.2.6 顶出活塞反拉伸工作 (14)2.2.7 顶出活塞作自由向下运动 (14)2.3 双动薄板冲压液压机系统电磁铁动作顺序 (15)总结 (17)致谢 (18)参考文献 (19)附录.................................................... 错误!未定义书签。

大型薄板冲压液压机的全吨位低噪声冲裁缓冲装置I. 前言- 引入话题:薄板冲压液压机在工业生产中的重要性- 问题背景:噪音问题和冲裁效果问题- 简要介绍研究内容和目的II. 冲裁缓冲技术的现状- 常见的冲裁缓冲技术:气动缓冲、液压缓冲、机械缓冲等- 各种技术的特点、优缺点比较- 比较结论:液压缓冲技术是目前实现低噪声冲裁的较优选择III. 设计方案与实现原理- 系统框架:按照液压缓冲技术设计的薄板冲压液压机的低噪声冲裁缓冲装置- 系统组成:液压缸、活塞、油路、阀门、传感器等- 设计重点:如何使液压缓冲系统实现恰当的缓冲效果,并减轻噪音- 原理解析:介绍液压缓冲配合电控系统实现低噪声冲裁的基本原理IV. 实验及结果分析- 实验设计:进行实验前需要明确的事项,包括实验流程、实验样本等- 实验结果:对比该装置与其他缓冲装置的冲裁效果及噪音水平的实验结果- 分析结论:从实验结果中分析该低噪声冲裁缓冲装置的特点和优势V. 结论- 指出本文阐述的低噪声冲裁缓冲装置的优点和实现可行性- 提出该装置可能存在的不足和改进的方向- 展望未来:随着工业发展的需求,薄板冲压液压机的发展和应用前景何去何从VI. 参考文献第一章前言薄板冲压液压机是工业生产中不可替代的重要设备,被广泛应用于汽车、电气、航空、航天、能源、电子等领域。
其主要功能是将板材在一定的载荷和速度下受力,以完成成型、冲裁、弯曲、拉伸等多种复杂的加工工艺,达到预定的形状和尺寸精度。
因此,薄板冲压液压机的精度和效率直接影响到制造成本和产品质量。
在薄板冲压液压机的加工过程中,冲裁是一个常用的工序,其效果直接关系到成品的尺寸和形状精度以及表面质量。
由于冲裁时的速度较快,会产生较大的冲击力和噪音,对操作者和设备都会造成影响。
传统的液压冲裁技术在解决冲裁效果时会产生较大的噪音,需要对设备进行大规模的加固和降噪处理,这不仅增加了制造成本,还会影响生产环境。
因此,本论文旨在研究设计一种全吨位低噪声冲裁缓冲装置,主要解决传统液压缓冲技术的噪声高和冲裁效果差等问题。
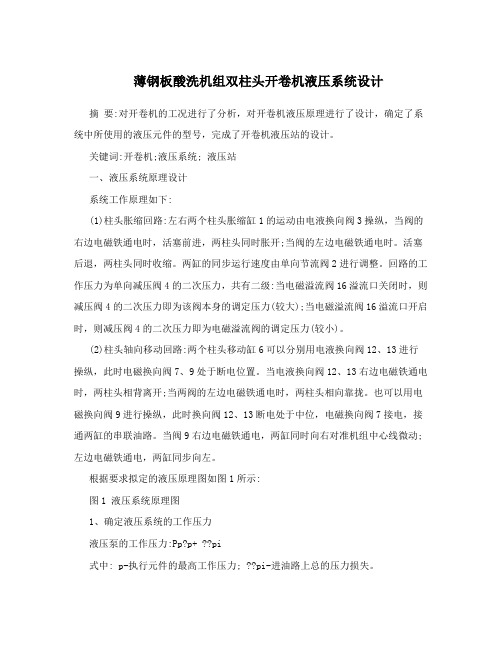
薄钢板酸洗机组双柱头开卷机液压系统设计摘要:对开卷机的工况进行了分析,对开卷机液压原理进行了设计,确定了系统中所使用的液压元件的型号,完成了开卷机液压站的设计。
关键词:开卷机;液压系统; 液压站一、液压系统原理设计系统工作原理如下:(1)柱头胀缩回路:左右两个柱头胀缩缸1的运动由电液换向阀3操纵,当阀的右边电磁铁通电时,活塞前进,两柱头同时胀开;当阀的左边电磁铁通电时。
活塞后退,两柱头同时收缩。
两缸的同步运行速度由单向节流阀2进行调整。
回路的工作压力为单向减压阀4的二次压力,共有二级:当电磁溢流阀16溢流口关闭时,则减压阀4的二次压力即为该阀本身的调定压力(较大);当电磁溢流阀16溢流口开启时,则减压阀4的二次压力即为电磁溢流阀的调定压力(较小)。
(2)柱头轴向移动回路:两个柱头移动缸6可以分别用电液换向阀12、13进行操纵,此时电磁换向阀7、9处于断电位置。
当电液换向阀12、13右边电磁铁通电时,两柱头相背离开;当两阀的左边电磁铁通电时,两柱头相向靠拢。
也可以用电磁换向阀9进行操纵,此时换向阀12、13断电处于中位,电磁换向阀7接电,接通两缸的串联油路。
当阀9右边电磁铁通电,两缸同时向右对准机组中心线微动;左边电磁铁通电,两缸同步向左。
根据要求拟定的液压原理图如图1所示:图1 液压系统原理图1、确定液压系统的工作压力液压泵的工作压力:Pp?p+ ??pi式中: p-执行元件的最高工作压力; ??pi-进油路上总的压力损失。
计算出油液流过进油路上的控制、调节元件和管道的各项压力损失,??pi=1Mpa;执行元件的最高工作压力计算得:p=6.272 Mpa,则可得液压泵的工作压力Pp?7272Mpa 。
2、确定液压泵的最大供油量液压泵的最大供油量为 qp ?k?qmax式中:K-系统的泄漏修正系数,取K=1.2; ?qmax-同时动作的各执行元件所需流量之和的最大值,计算得75.4L/min。
如果液压泵的供油量是按工进工况选取时,其供油量应考虑溢流阀的最小流量。

Yx27-800单动薄板冲压液压机液压系统的改进一、引言介绍Yx27-800单动薄板冲压液压机的基本构造和优缺点,以及为什么需要改进其液压系统。
二、现有液压系统的弊端分析Yx27-800单动薄板冲压液压机现有液压系统的弊端,包括流量控制不准确、能量损失大、响应速度慢等等。
三、改进液压系统的方案提出改进液压系统的具体方案,包括采用比例式伺服阀、降低系统压力、优化管路设计等等。
四、改进效果的实验评估进行实验,评估改进效果,通过数据分析对比改进前后的性能和效果。
五、结论和展望总结本次改进所取得的成果和意义,以及未来可能的改进方向和动向。
六、参考文献列出本文涉及到的参考文献。
第一章引言YX27-800单动薄板冲压液压机是一种广泛应用于金属薄板加工中的机械设备,其能够完成模具对薄板的冲压成形操作,广泛应用于车身板、钢结构、电器元件等领域。
然而,该机在使用中存在一些问题,如液压系统流量控制不准确,能量损失较大,响应速度慢等,这些问题严重影响了机器的性能和生产效率。
为了解决这些问题,本文将分别对现有的液压系统的弊端和改进液压系统的方案进行论述,希望对该机的液压系统改造提供指导和参考。
第二章现有液压系统的弊端目前国内外的单动薄板冲压液压机大都采用多路阀控制的液压系统,所以YX27-800单动薄板冲压液压机同样也是采用的多路阀控制的,但这种液压系统存在着很多弊端,如下所述。
1. 流量控制不准确多路阀的式流控制和行程控制效果一般,流量控制难以精确,随着时间的积累,阀口的磨损会使得阀口流量减小,导致整个液压系统流量减小、压力升高,会严重影响机器的稳定性。
2. 能量损失大多路阀控制系统中,流经每个液控阀的流量都要经过一定阻力才能取得所需的工作量,这种流量突变经常会导致能量损失,使得液压系统效率降低。
3. 响应速度慢多路阀控制系统中,液压系统排气时由于间隙大故响应时间长,影响了机器的工作效率。
在冲压过程中,响应速度过慢,可能会导致深度不足、造型不完整、对冲等问题。
180吨钣金冲床液压系统设计作者:王伟来源:《科技创业月刊》 2017年第13期1概述图1为应某企业要求设计的钣金冲床液压系统,与一般机械传动冲床相比,采用此液压系统驱动的冲床成本低、噪声小、工作平稳、体积小、结构简单、易实现过载保护。
而且在全工作行程中,冲剪力均能达到最大值,特别适用于拉伸加工,工作频率可与机械冲床相媲美。
该冲床液压系统可以推广至具有类似工况的压力加工设备中。
通过改变上、下模的形状,即可进行压形、剪断、冲穿等工作。
工作中可实现冲压缸快速下降、冲压缸慢速下降(加压成型)、冲压缸暂停(降压)、冲压缸快速上升的动作循环。
2180吨板金冲床液压系统工作原理针对该液压系统能实现的动作,对其工作原理分析如下。
2.1液压缸快速下降(快进)首先按下“启动”按钮,电动机8及电气系统通电。
然后再按下“快进”按钮,电磁铁Y1、Y3通电。
此时,因为上膜还没有接触到下膜,负载较小,双联液压泵4输出的油压较低,达不到液控顺序阀10的调定压力3MPa,当然更达不到液控顺序阀22的调定压力7MPa,两液控顺序阀都没打开,不让油液通过。
液控顺序阀10不让油液通,则低压大流量泵5输出的油液顶开单向阀9,与高压小流量泵4一起给液压缸27上腔供油。
实现双泵供油。
液控顺序阀22不让油液通,则液压缸27下腔回油只能顶开普通顺序阀23,再次进入液压缸27上腔。
实现差动联接。
2.2液压缸慢速下降(工进)当液压缸27快进终了,上模碰到工件进行加压成型。
此时负载逐渐增大,高压小流量泵4油压逐渐升高,则首先顶开液控顺序阀10,使低压大流量泵5卸荷。
此时液压缸27由高压小流量泵4单独供油。
随着液压泵4油压的进一步升高,顶开液控顺序阀2,使液压缸27下腔回油经三位四通电液动换向阀19左位回油箱。
故液压缸速度减慢,实现工作进给。
2.3液压缸暂停(降压)当液压缸27向下工进,上模加压成型时,进油管路压力达到21MPa,压力继电器26动作,使电磁铁Y1、Y3同时断电。
第1章绪论全套图纸,加174320523 各专业都有1.1概述机械加工行业在我国有着举足轻重的地位,它是国家的国民经济命脉。
作为整个工业的基础和重要组成部分的机械制造业,任务就是为国民经济的各个行业提供先进的机械装备和零件。
它的规模和水平是反映国家的经济实力和科学技术水平的重要标志,因此非常值得重视和研究。
冲压机是一种将金属板材卷弯成筒形、弧形或其它形状工件的通用设备。
根据三点成圆的原理,利用工件相对位置变化和旋转运动使板材产生连续的塑性变形,以获得预定形状的工件。
该产品广泛用于锅炉、造船、石油、木工、金属结构及其它机械制造行业。
冲压机作为一个特殊的机器,它在工业基础加工中占有重要的地位。
凡是钢材成型为圆柱型,几乎都用冲压机辊制。
其在汽车,军工等各个方面都有应用。
根据不同的要求,它可以辊制出符合要求的钢柱,是一种相当实用的器械。
在国外一般以工作辊的配置方式来划分。
国内普遍以工作辊数量及调整形式等为标准实行混合分类,一般分为:1、冲压机:包括对称式冲压机、非对称式冲压机、水平下调式冲压机、倾斜下调式冲压机、弧形下调式冲压机和垂直下调式冲压机等。
2、四辊冲压机:分为侧辊倾斜调整式四辊冲压机和侧辊圆弧调整式四辊冲压机。
3、特殊用途冲压机:有立式冲压机、船用冲压机、双辊冲压机、锥体冲压机、多辊冲压机和多用途冲压机等。
冲压机采用机械传动已有几十年的历史,由于结构简单,性能可靠,造价低廉,至今在中、小型冲压机中仍广泛应用。
在低速大扭矩的冲压机上,因传动系统体积庞大,电动机功率大,起动时电网波动也较大,所以越来越多地采用液压传动。
近年来,有以液压马达作为源控制工作辊移动但主驱动仍为机械传动的机液混合传动的冲压机,也有同时采用液压马达作为工作辊旋转动力源的全液压式冲压机。
冲压机的工作能力是指板材在冷态下,按规定的屈服极限卷制最大板材厚度与宽度时最小卷筒直径的能力。
国内外采用冷卷方法较多。
冷卷精度较高,操作工艺简便,成本低廉,但对板材的质量要求较高(如不允许有缺口、裂纹等缺陷),金相组织一致性要好。