利用工装加工细长轴
- 格式:pdf
- 大小:140.69 KB
- 文档页数:2

摘要:如何保证超细加长轴三相异步电动机凸缘端盖端面跳动和径向跳动,这是加工过程中的难题。
本文针对如何巧妙地通过简单工装增加细长轴加工系统的刚性,从而有效解决加工难题,进行了阐述。
我公司是生产电动机的专业厂家,生产过程中经常要根据不同客户的需求生产适合其要求的特殊产品。
图1所示是一种B35安装型式的电动机,其是借助底脚安装在基础构件上,并附用凸缘端盖安装。
按照JB/T 8680—2008的标准,三相异步电动机凸缘端盖对电动机轴线的径向圆跳动和凸缘配合面对电动机轴线的端面圆跳动的公差要求,普通三相电动机可以通过加工过程中对零部件加工公差和形位公差进行控制,组装后就可保证达到设计要求。
但是如果客户对凸缘端盖对电动机轴线的径跳和凸缘端面对电动机轴线的端跳公差要求非常严格,则必须对凸缘端盖进行整机加工才能保证其公差要求。
加工时在车床主轴孔和尾座上安装顶尖,以组装好后的电动机轴两端中心孔定位,加工凸缘端盖止口和凸缘端盖的端面。
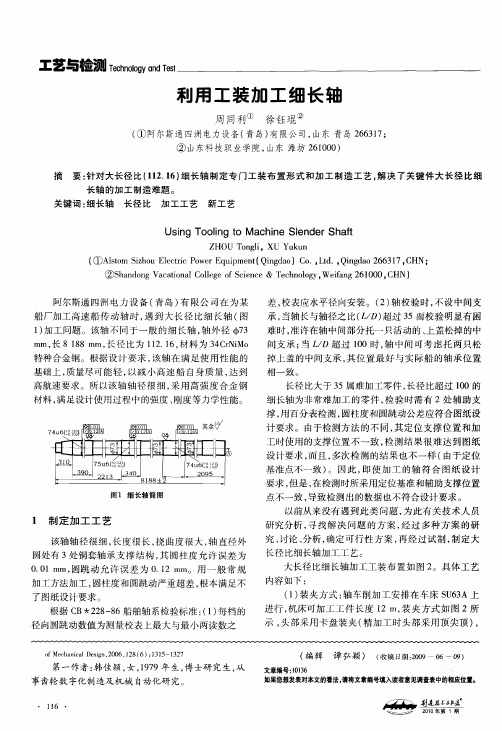
图11. 加工难点分析近来我公司接到一批B35安装型电动机的订单,其具体结构和尺寸要求如图2所示。
该批电动机加工难点:电动机为细长轴、偏心件,凸缘端盖止口φ 230mm及端面对基准A跳动要求0.05mm。
采用传统加工工艺,以细长轴两端中心孔定位,电动机凸缘端盖端靠近车床尾座,在车床主轴端安装花盘,运用加长拨杆拨动电动机吊环,整机加工凸缘端盖止口及端面。
第一批试加工6件,结果凸缘端盖止口及端面跳动超差的工件数量达到4件,废品率66.7%,未超差凸缘端盖的表面粗糙度值也达不到图样要求。
分析原因是以细长轴两端中心孔定位,由于电动机轴为超细长轴,加工时刚性不足,因电动机本身自重较大,且重心有较大的偏移,使加工系统刚性不足,易产生变形和振动,造成端面跳动和径向跳动达不到设计要求,表面粗糙度值也达不到图样要求。
图22. 解决方法针对传统工艺方案中存在的缺陷,我们认为首先要消除细长轴刚性不足问题,在加工过程中对偏心电动机进行配重,消除加工过程的偏心问题,这样问题才能最终解决,因此设计了图3所示工装。

数控车床上加工细长轴讲解
数控车床上加工细长轴,一般需要注意以下几个方面:
1. 切削刀具选择:一般选择长刃小径刀具或小直径刀具,刀具刃磨角度要适当。
2. 刀具安装:要保证刀具的切削方向与工件相同,避免出现划痕。
3. 夹紧方式:一般采用末端卡盘夹紧工件,尽可能减少夹紧长度,避免弯曲。
4. 加工方式:可以选择一次性完成,也可以分阶段加工,具体视情况而定。
5. 清洗:加工过程中要及时清洗工件表面的切屑和冷却液,保证加工质量。
在加工细长轴时,还需要注意以下几点:
1. 选择高精度机床和控制系统,保证加工精度。
2. 适当降低进给速度和切削深度,避免产生振动和变形。
3. 细心观察加工情况,及时调整参数和切削条件,保证加工质量和安全。
4. 对加工后的轴进行外观检查和测量,确保尺寸精度和表面质
量符合要求。
细长轴的加工难度较大,需要加工人员具备扎实的技术和丰富的经验,严格按照加工规程操作,确保加工质量和安全。

细长轴的加工工艺分析细长轴的加工工艺分析可以从材料选择、工艺流程、加工工具和设备、加工参数等方面进行探讨。
首先是材料选择。
细长轴通常需要具备较高的强度和刚度,在材料选择上可以考虑使用高强度合金钢、钛合金等材料。
这些材料具有良好的机械性能和耐磨性,适合承受大的载荷和扭矩。
此外,还需要考虑到加工性,材料应具备一定的可加工性,能够通过冷热加工等方式进行成型。
其次是工艺流程。
细长轴的加工一般包括车削、镗削、铣削、钻削等工序。
在工艺流程设计上,应根据轴的形状、尺寸和精度要求,合理安排各道工序的顺序和参数,确保产品的加工质量和效率。
同时,在切削液的选择和切削力的控制上也需要注意,以提高加工效率和延长切削刀具的使用寿命。
加工工具和设备是细长轴加工中的关键因素之一。
针对细长轴的特点,需要选择合适的加工刀具和工装夹具。
对于车削加工,可以选择高硬度的切削刀具和硬质合金刀具。
同时,还需要考虑到刀具的刃尖半径、刃部结构和涂层材料等因素,以满足细长轴高精度加工的需求。
在设备选择上,应选择具备高刚性和稳定性的车床、镗床、铣床和钻床等设备,以提高加工的稳定性和精度。
加工参数也是细长轴加工中的重要考虑因素。
在加工参数的选择上,应综合考虑细长轴的材料、形状和精度要求等因素。
例如,对于车削加工,应合理选择切削速度、切削深度和进给量等参数,以控制切削温度和削屑形态,减少表面粗糙度和变形。
此外,还需要根据实际情况进行试切试加工,不断优化加工参数,提高加工的效率和质量。
细长轴加工的质量控制也是非常重要的。
在加工过程中,应加强对加工工艺的监控,采取措施确保产品的加工精度和尺寸稳定性。
同时,要做好轴的表面处理,以提高其耐磨性和抗腐蚀能力。
在检验环节,可以使用形状测量仪、表面粗糙度仪、硬度计等设备进行检测,确保产品满足设计要求。
总结来说,细长轴的加工工艺分析需要综合考虑材料选择、工艺流程、加工工具和设备、加工参数等方面。
通过合理安排工艺流程和选择合适的加工工具和设备,以及优化加工参数和加强质量控制,可以提高细长轴的加工效率和质量,满足用户的需求。

细长轴的加工工艺分析
细长轴的加工工艺分析主要涉及以下几个方面:
1. 材料选择:细长轴通常需具备高强度和良好的耐磨性能,常见的材料有不锈钢、碳钢、合金钢等。
根据具体的工件要求选择适合的材料。
2. 切削加工:细长轴通常需要进行切削加工,包括车削、镗削、铣削等。
在切削加工过程中,需要注意选择合适的刀具、切削速度和进给量,以及加工顺序,以确保工件的精度和表面质量。
3. 热处理:细长轴常需要进行热处理,以改变其组织结构和性能。
常见的热处理方法包括淬火、回火、正火等,根据具体的材料和要求选择适当的热处理方法。
4. 精密加工:细长轴可能需要进行精密加工,如磨削、抛光等。
在精密加工过程中,需要使用合适的磨削工具和抛光材料,控制加工参数,以获得高精度的工件表面。
5. 检测和质量控制:细长轴的加工过程中需要进行检测和质量控制,以确保工件的质量。
常见的检测方法包括尺寸测量、外观检查、硬度测试等,根据具体的要求选择适当的检测方法。
6. 表面处理:细长轴可能需要进行表面处理,如镀铬、喷涂等,以提高其耐腐
蚀性和装饰性。
在表面处理过程中,需要选择合适的表面处理方法和材料,控制加工参数,确保工件的表面质量。
总之,细长轴的加工工艺分析需要考虑材料选择、切削加工、热处理、精密加工、检测和质量控制,以及表面处理等方面的因素,以确保工件的加工质量和性能。
细长轴的加工方法细长轴的加工方法是指在机械加工过程中对于长度较长、直径相对较小的轴类工件所采取的一系列加工工艺和方法。
这类工件在许多领域中都有广泛的应用,比如汽车制造、航空航天、机械制造等。
细长轴的加工方法主要有以下几种:1. 切削加工:细长轴通常通过车床、铣床、钻床等机床进行切削加工。
在车床上,可以采用车削、车磨等方式进行加工,通过刀具不断地切削和磨削,逐步将粗加工的轴件加工成细长轴。
在铣床上,可以采用铣削、镗削等方式进行加工,通过刀具的旋转和移动,将工件表面的一定量材料切除,以达到加工精度和表面质量的要求。
2. 磨削加工:磨削是细长轴加工中常用的一种方法,通过磨削工具与工件表面的相对运动,将工件表面的一定量材料切除,以达到加工精度和表面质量的要求。
磨削加工分为外圆磨削和内圆磨削两种,分别适用于细长轴的外圆面和孔内面的加工。
常用的磨削加工方法有普通磨削、中心磨削、无心磨削和滚动磨削等。
3. 精密加工:细长轴的加工精度要求比较高,常常需要进行精密加工。
精密加工包括线切割、电火花加工、焊接等。
线切割是利用线切割机将工件切割成需要的形状,可以实现高精度的加工。
电火花加工是利用电火花放电烧蚀工件表面的加工方法,可以实现对轴件表面的高精度加工。
焊接是将两个或多个工件通过热源加热到熔融状态,使其熔合在一起的加工方法,通过焊接可以实现对细长轴的连接。
4. 其他加工方法:除了以上几种常规的加工方法外,还有一些特殊的加工方法可用于细长轴的加工。
比如深孔加工、滚压加工、冲压加工等。
深孔加工是通过刀具在细长轴上钻孔,可以实现对轴内腔的加工。
滚压加工是利用滚轮对工件表面施加压力,使其产生塑性变形,从而改善轴件的表面硬度和粗糙度。
冲压加工是将细长轴放置在冲压模具中,通过冲击力将轴件冲压成需要的形状。
细长轴的加工方法在实际应用中需要根据工件的具体要求和加工精度来选择,确保加工精度和表面质量的要求。
同时,在细长轴的加工过程中,还需要注意工艺参数的选择、刀具的使用和切削润滑的控制,以确保加工质量和工件的加工效率。
一、细长轴的定义当工件长度跟直径直比大于20~25倍(L/d>20~25)时,称为细长轴。
二、由于细长轴本身刚性差(L/d值愈大,刚性愈差),在车削过程中会出现以下问题:1、工件受切削力、自重和旋转时离心力的作用,会产生弯曲、振动,严重影响其圆柱度和表面粗糙度。
2、在切削过程中,工件受热伸长产生弯曲变形,;车削就很难进行,严重时会使工件在顶尖间卡住。
因此,车细长轴是一种难度较大的加工工艺。
虽然车细长轴的难度较大,但它也有一定的规律性,主要抓住中心架和跟刀架的使用、解决工件热变形伸长以及合理选择车刀几何形状等三个关键技术,问题就迎刃而解了。
三、使用中心架支承车细长轴在车削细长轴时,可使用中心架来增加工件刚性。
一般车削细长轴使用中心架的方法有:1、中心架直接支承在工件中间当工件可以分段车削时,中心架支承在工件中间,这样支承,L/d值减少了一半,细长轴车削时的刚性可增加好几倍。
在工件装上中心架之前,必须在毛坯中部车出一段支承中心架支承爪的沟槽,表面粗糙度及圆柱度误差要小,否则会影响工件的精度。
车削时,中心架的支承爪与工件接触处应经常加润滑油。
为了使支承爪与工件保持良好的接触,也可以在中心架支承爪与工件之间加一层砂布或研磨剂,进行研磨抱合。
2、用过渡套筒支承车细长轴用上述方法车削支承承中心架的沟槽是比较困难的。
为了解决这个问题,可加用过渡套筒的处表面接触,见图(9—2)。
过渡套筒的两端各装有四个螺钉,用这些螺钉夹住毛坯工件,并调整套筒外圆的轴线与主轴旋转轴线相重合,即可车削。
四、使用跟刀架支承车细长轴跟刀架固定在床鞍上,一般有两个支承爪,跟刀架可以跟随车刀移动,抵消径向切削时可以增加工件的刚度,减少变形。
从而提高细长轴的形状精度和减小表面粗糙度。
从跟刀架的设计原理来看,只需两只支承爪就可以了(图9--4),因车刀给工件的切削抗力F`r,使工件贴住在跟刀架的两个支承爪上。
但是实际使用时,工件本身有一个向下重力,以及工件不可避免的弯曲,因此,当车削时,工件往往因离心力瞬时离开支承爪、接触支承爪而产生振动。
细长轴零件的加工方法在普通车床上加工细长轴对操作人员车工操作技能水平要求比较高。
笔者经过不断的摸索,找出了一些方法和技巧,在此,谈几点车削细长轴零件的步骤和体会。
一、车中心架位、车端面、钻中心孔为了能够在细长轴两端轴径上加工出圆柱度和粗糙度较高的中心架位,为下一步车端面、钻中心孔打好基础,笔者制作了尾座夹头,其原理类似于四爪卡盘。
尾座夹头的一端安装在莫氏5号活顶尖上,夹头内径、锥度与活顶尖外径、锥度实配,夹头的另一端孔径、比零件毛坯尺寸大15mm~20mm,深50mm,并在对称位置打4个M16~M20顶丝孔(如用3个顶丝不易调整、找正工件)。
使用四爪卡盘装夹工件,依靠车床前端的四爪卡盘和尾座夹头的四个顶丝固定调正工件位置,这种方法方便、实用、好操作,俗称“借余量”,可以很好地避免出现因工件毛坯的弯曲变形造成影响正常加工的问题。
1.车两端中心架位工件调正位置后,操作者依次车出细长轴两端的中心架位,并保证两端中心架位外径尺寸一致,以便于中心架的安装和调整,同时,要保证所车出的中心架位表面粗糙度和圆柱度精度,否则会影响工件下一步的加工精度。
2.车端面、钻中心孔、车卡盘装夹位置先架上中心架,研磨中心架三个支撑爪与工件的接触面,调整支撑爪的位置,使工件旋转中心与机床轴心重合,并使支撑爪与工件外圆保持微小间隙接触,充分注油润滑、锁紧中心架、启动设备,然后,开始车端面、钻中心孔、车出卡盘装夹位置。
这样操作的优点是:中心架位粗糙度和圆柱度精度高,支撑工件牢固、稳定、调整方便,材料毛坯如有弯曲变形等缺陷容易校正,车端面钻中心孔的质量高,并且不易打刀、不易折断中心钻。
在实际生产中,有时钻出的中心孔为椭圆形或为棱形,原因就是由于中心架位精度不高造成的。
二、装卡工件方式在工件同轴度要求不是特别高的情况下,车削细长轴通常采用一卡一顶装夹的方法,这样夹紧力大、便于调正,工件的刚性好,同时配合使用跟刀架做辅助支撑,需要注意的是:卡盘夹持工件的长度要尽可能缩短,并尽量多倒一至两次头,以提高卡盘爪夹紧面与工件顶尖孔的同轴度,消除过定位对工件造成的扭曲(俗称别劲),也可以在卡盘爪和工件之间缠一圈钢丝并研磨顶尖孔。
动力输出轴—细长轴车削工艺及工装优化[摘要]针对动力输出轴的自身特点,通过分析探索,设计出尾座拉紧装置及跟刀滚压装置,总结出了合理的加工工艺方法,解决了该零件及其类似零件的加工难题。
【关键词】细长轴;切削力;切削热;振动;弯曲变形;辅助支撑;装夹方式1、细长轴难于加工的特点在机械加工过程中,有一部分轴类零件的长径比大于25,这种轴称之为细长轴。
细长轴难于加工,主要是由于本身刚性差。
细长轴车削过程中相对工件来说机床夹紧装置和车刀的刚性较好,所以变形与振动等都集中在细长轴上,从而引起很多问题,如:1、在车削时受切削力和重力的作用而产生弯曲变形和振动,从而影响加工精度和表面质量。
2、在切削热的作用下,轴件产生热膨胀,零件变长,细长轴多采用一夹一顶或两顶的装夹方法加工,这使工件受挤压而产生弯曲变形。
当轴以高速运转时,轴弯曲所引起的离心力会加剧轴的变形和振动。
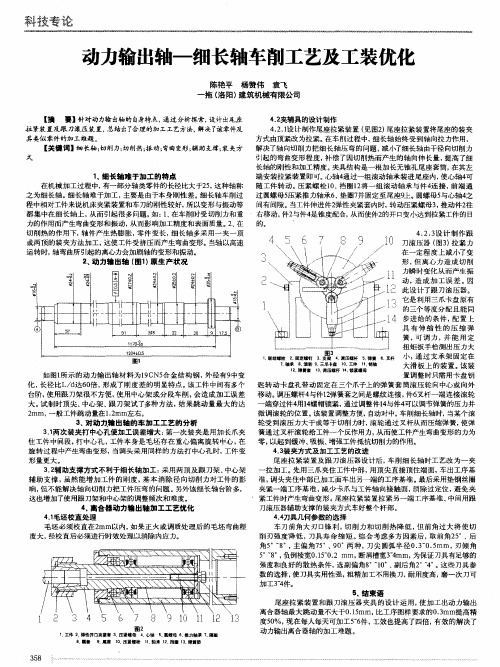
2、动力输出轴(图1)原生产状况如图1所示的动力输出轴材料为19CN5合金结构钢,外径有9中变化,长径比L/d达60倍,形成了刚度差的明显特点。
该工件中间有多个台阶,使用跟刀架很不方便,使用中心架或分段车削,会造成加工误差大。
试制时顶尖、中心架、跟刀架试了多种方法,结果跳动量最大的达2mm,一般工件跳动量在1.2mm 左右。
3、对动力输出轴的车加工工艺的分析3.1两次装夹打中心孔使加工误差增大:第一次装夹是用加长爪夹住工件中间段,打中心孔,工件本身是毛坯存在重心偏离旋转中心,在旋转过程中产生弯曲变形,当调头采用同样的方法打中心孔时,工件变形量更大。
3.2辅助支撑方式不利于细长轴加工:采用两顶及跟刀架、中心架辅助支撑,虽然能增加工件的刚度,基本消除径向切削力对工件的影响,但不能解决轴向切削力把工件压弯的问题。
另外该细长轴台阶多,这也增加了使用跟刀架和中心架的调整频次和难度。
4、离合器动力输出轴加工工艺优化4.1毛坯校直处理毛坯必须校直在2mm以内,如果正火或调质处理后的毛坯弯曲程度大,经校直后必须进行时效处理以消除内应力。