表面粗糙度及检测
- 格式:pdf
- 大小:896.18 KB
- 文档页数:23


第5章表面粗糙度及检测5.1 表面粗糙度的基本概念5.1.1 表面粗糙度的定义微小峰谷高低程度和间距状况所组成的微观几何形状特性称为表面粗糙度(surface roughness)。
它是一种微观几何形状误差,也称为微观不平度。
实际上,加工得到的零件表面并不是完全理想的表面,完工零件的截面轮廓形状由表面粗糙度、表面波纹度和表面形状误差叠加而成,如图5–1所示。
上述三者通常按相邻两波峰或两波谷之间的距离,即按波距的大小来划分:波距小于l mm并大体呈周期变化的属于表面粗糙度(微观几何形状误差),波距在l mm~10 mm并呈周期变化的的属于表面波纹度(中间几何形状误差),波距大于10 mm而无明显并周期变化的属于表面形状误差(宏观几何形状误差)。
5.1.2 表面粗糙度对机械零件使用性能的影响1. 影响耐磨性2. 影响配合性质的稳定性3. 影响疲劳强度4. 影响耐腐蚀性此外,表面粗糙度还会影响结合的密封性、接触刚度、对流体流动的阻力、测量精度以及机器、仪器的外观质量等。
5.2 表面粗糙度的评定5.2.1 术语和定义1. 实际表面(real surface)实际表面是零件上实际存在的表面,是物体与周围介质分离的表面(见图5–2)。
2. 表面轮廓(surface profile)表面轮廓是理想平面与实际表面相交所得的轮廓(见图5–2)。
按照相截方向的不同,表面轮廓又分为横向表面轮廓和纵向表面轮廓。
在评定和测量表面粗糙度时,除非特别指明,通常均指横向表面轮廓,即与实际表面加工纹理方向垂直的截面上的轮廓。
3. 坐标系坐标系是确定表面结构参数的坐标体系(见图5–2)。
通常采用一个直角坐标系,其轴线形成一右旋笛卡尔坐标系,X轴与中线方向一致,Y轴也处于实际表面上,而Z轴则在从材料到周围介质的外延方向上。
4. 取样长度lr(sampling length)取样长度是用于判别被评定轮廓的不规则特征的X轴方向上的长度,是测量和评定表面粗糙度时所规定的一段基准线长度,它至少包含5个以上轮廓峰和谷,如图5–3所示,取样长度lr的方向与轮廓走向一致。
第六章表面粗糙度及检测第一节概述用任何方法获得的零件表面,都不会绝对的光滑平整,总会存在着由较小间距的峰和谷组成的微观高低不平。
这种加工表面上具有的微观几何形状误差称为表面粗糙度。
它主要是在加工过程中,由于刀具切削后留下的刀痕、切屑分离时的塑性变形、工艺系统中存在高频振动及刀具和零件表面之间的磨擦等原因所形成的。
表面粗糙度对零件的功能要求、使用寿命、可靠性及美观程度均有直接的影响。
为了正确地测量和评定零件表面粗糙度,自从1956年颁布了第一个表面光洁度标准JB 50-56以来,我国对表面粗糙度国家标准已进行了多次修订,现在实施的相关标准主要有GB/T3505-2000《产品几何技术规范(GPS)表面结构轮廓法表面结构的术语、定义及参数》(代替GB/T3505-2000)、GB/T1031-2009《产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值》(代替GB/T 1031-1995)、GB/T 10610-2009《产品几何技术规范(GPS)表面结构轮廓法评定表面结构的规则和方法》(代替GB/T 10610-1998)、GB/T131-2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(代替GB/T 131-1993《机械制图表面粗糙度符号、代号及其注法》)、GB/T 6062-2009《产品几何技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》(代替GB/T 6062-2002)。
本章将对上述标准的主要内容进行介绍。
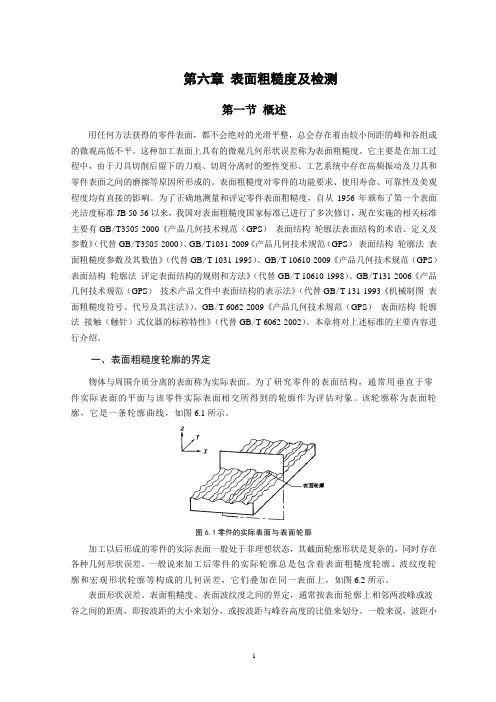
一、表面粗糙度轮廓的界定物体与周围介质分离的表面称为实际表面。
为了研究零件的表面结构,通常用垂直于零件实际表面的平面与该零件实际表面相交所得到的轮廓作为评估对象。
该轮廓称为表面轮廓,它是一条轮廓曲线,如图6.1所示。
图6.1零件的实际表面与表面轮廓加工以后形成的零件的实际表面一般处于非理想状态,其截面轮廓形状是复杂的,同时存在各种几何形状误差。

表面粗糙度怎么测量_ 测量表面粗糙度的方法内容来源网络,由深圳机械展收集整理表面粗糙度的检测,我们常用的有以下几中方法1.显微镜比较法,;将被测表面与表面粗糙度比较样块靠近在一起,用比较显微镜观察两者被放大的表面,以样块工作面上的粗糙度为标准,观察比较被测表面是否达到相应样块的表面粗糙度;从而判定被测表面粗糙度是否符合规定;此方法不能测出粗糙度参数值2.光切显微镜测量法,Rz:~100;光切显微镜双管显微镜是利用光切原理测量表面粗糙度的方法;从目镜观察表面粗糙度轮廓图像,用测微装置测量Rz值和Ry值;也可通过测量描绘出轮廓图像,再计算Ra值,因其方法较繁而不常用;必要时可将粗糙度轮廓图像拍照下来评定;光切显微镜适用于计量室3.样块比较法,直接目测:;用放大镜:~;以表面粗糙度比较样块工作面上的粗糙度为标准, 用视觉法或触觉法与被测表面进行比较,以判定被测表面是否符合规定用样块进行比较检验时,样块和被测表面的材质、加工方法应尽可能一致;样块比较法简单易行,适合在生产现场使用4.电动轮廓仪比较法,Ra:~;Rz:~25;电动轮廓仪系触针式仪器;测量时仪器触针尖端在被测表面上垂直于加工纹理方向的截面上,做水平移动测量,从指示仪表直接得出一个测量行程Ra值;这是Ra值测量常用的方法;或者用仪器的记录装置,描绘粗糙度轮廓曲线的放大图,再计算Ra或Rz值;此类仪器适用在计量室;但便携式电动轮廓仪可在生产现场使用5干涉显微镜测量法,Rz:.032~;涉显微镜是利用光波干涉原理,以光波波长为基准来测量表面粗糙度的;被测表面有一定的粗糙度就呈现出凸凹不平的峰谷状干涉条纹,通过目镜观察、利用测微装置测量这些干涉条纹的数目和峰谷的弯曲程度,即可计算出表面粗糙度的Ra值;必要时还可将干涉条纹的峰谷拍照下来评定;干涉法适用于精密加工的表面粗糙度测量;适合在计量室使用而在现场工作中,我们用的多的是:样块比较法和电动轮廓检测法,样块比较法要求对粗糙度的敏感要求比较高,有些老师傅还是可以做到的,毕竟是凭经验和感觉去比较的,而电动轮廓检测法是靠仪器测量,这样测量出来的准确度就大大提高了,所以说,我们建议用电动轮廓检测法.用什么方法去检测1.比较法:将被测表面和表面粗糙度样板直接进行比较,多用于车间,评定表面粗糙度值较大的工件;2.光切法:是应用光切原理来测量表面粗糙度的一种测量方法;常用仪器——光切显微镜,双管显微镜; 该仪器适用于车.铣.刨等加工方法获得的金属平面;或外圆表面;主要测量Rz值,测量范围为~60μm;3、干涉法:是利用光波干涉原理测量表面粗糙度的一种测量方法;常用仪器是干涉显微镜;主要用于测量Rz值;测量范围为~μm;一般用于测量表面粗糙度要求高的表面;4、针描法:是一种接触式测量表面粗糙度的方法,常用的仪器是电动轮廓仪,该仪器可直接显示Ra值,适宜于测量Ra值~μm;5、印摸法:在实际测量中,常会遇到深孔,盲孔;凹槽,内螺纹等既不能使用仪器直接测量,也不能使用样板比较的表面;这是常用印摸法;印摸法是利用一些无流动性和弹性的塑性材料如石蜡等贴合在被测表面上;将被测表面的轮廓复制成模;然后测量印模,从而来评定被测表面的粗糙度;内容来源网络,由深圳机械展收集整理更多相关内容,就在深圳机械展。
粗糙度检测方法及评定
一、粗糙度检测方法 1、用视觉来检测粗糙度:通过肉眼观察,直接观察工件表面的形貌,来判断其粗糙度。
这是一种简单、实用的方法。
2、用比较法检测粗糙度:将试件与一般平整的参考物体做比较,根据不同类型和尺寸的参考物体,来判断试件表面的粗糙度。
3、用量化法检测粗糙度:将表面粗糙度量化,以规定的尺寸和形状的金刚石弹头或砂轮装置,来测量试件表面的粗糙度。
4、用激光扫描技术检测粗糙度:用激光扫描仪来检测工件表面的粗糙度,它能够快速、准确的测量工件表面的精细尺寸。
二、粗糙度评定 1、粗糙度评定要根据粗糙度的标准来进行,主要有三种:粗糙度数值、粗糙度等级和粗糙度范围。
2、粗糙度数值:根据工件表面的粗糙度,用数字表示,来判断工件表面的粗糙程度。
3、粗糙度等级:将粗糙度分为几个等级,来判断工件表面的粗糙度。
4、粗糙度范围:将粗糙度的标准规定在一定的范围内,来判断工件表面的粗糙度。
5、粗糙度评价:根据粗糙度的标准,对工件表面的粗糙度进行评价,从而得出结论。
6、粗糙度分析:根据粗糙度的标准,分析工件表面的粗糙度,从而得出最优的粗糙度设定。
总之,粗糙度检测方法及评定,是一种对工件表面粗糙度进行检测和评定的方法,主要使用视觉比较法、量化
法和激光扫描技术,以及根据粗糙度的标准,来进行粗糙度评定、评价和分析。
这种方法可以检测出试件表面的粗糙度,从而得出准确的结论,提高产品质量,满足生产要求。
粗糙度测试方法引言:在工程领域中,粗糙度测试是一种常见的质量控制方法。
它用于评估表面的平滑程度和纹理,以确保产品符合规定的标准。
本文将介绍几种常用的粗糙度测试方法,以帮助读者了解这些方法的原理和应用。
一、表面触感法表面触感法是一种简单直观的粗糙度测试方法。
测试者使用手指或触摸笔轻轻触摸待测表面,根据触感判断表面的粗糙度。
通常,触感越光滑,表面越平整;触感越粗糙,表面越不平整。
这种方法适用于一些简单的场景,如评估家具表面的光滑度。
二、目测法目测法是一种直接观察表面特征的粗糙度测试方法。
测试者使用肉眼观察待测表面,根据表面的外观判断表面的粗糙度。
通常,光滑的表面具有均匀的光泽,而粗糙的表面则呈现出不规则的纹理和光泽。
目测法适用于一些外观要求较高的产品,如汽车外壳、电器外观等。
三、直尺法直尺法是一种常用的粗糙度测试方法。
测试者使用直尺或卡尺测量待测表面上的凹凸高度差,以确定表面的粗糙度。
通常,凹凸高度差越小,表面越光滑;凹凸高度差越大,表面越粗糙。
直尺法适用于一些需要量化粗糙度的场景,如金属加工、建筑材料等。
四、激光扫描法激光扫描法是一种高精度的粗糙度测试方法。
测试者使用激光扫描仪将激光束投射到待测表面上,通过测量反射光的偏移量和散射情况来确定表面的粗糙度。
激光扫描法可以提供精确的粗糙度数据,适用于一些对粗糙度要求极高的场景,如光学元件、半导体加工等。
五、纹理分析法纹理分析法是一种基于图像处理的粗糙度测试方法。
测试者使用高分辨率相机拍摄待测表面的图像,通过图像处理算法分析表面的纹理特征,进而确定表面的粗糙度。
纹理分析法可以提供详细的粗糙度数据,并可用于对比不同样品之间的粗糙度差异。
它适用于一些需要精确测量和分析的场景,如纺织品、纸张等。
六、声音检测法声音检测法是一种非接触式的粗糙度测试方法。
测试者使用声音传感器将声波发送到待测表面,并测量反射声波的特征,以确定表面的粗糙度。
通常,光滑的表面会产生清晰而明亮的声音,而粗糙的表面则会产生低沉而模糊的声音。
表面粗糙度检测标准表面粗糙度是指物体表面不规则程度的度量,通常用来描述表面的光滑程度或粗糙程度。
在工程领域中,表面粗糙度对于材料的质量和性能具有重要影响,因此需要对其进行准确的检测和评估。
本文将介绍表面粗糙度检测的标准和方法,以帮助读者更好地了解和应用表面粗糙度检测技术。
一、表面粗糙度的重要性。
表面粗糙度直接影响着材料的摩擦、磨损、润滑和密封等性能,对于机械零件的装配和运行稳定性具有重要影响。
粗糙表面会增加摩擦阻力,降低机械效率,同时也容易引起磨损和损伤。
因此,对于一些对表面粗糙度要求较高的工程领域,如航空航天、汽车制造、精密仪器等,对表面粗糙度的检测和控制显得尤为重要。
二、表面粗糙度的检测标准。
1. ISO 4287-1997 表面粗糙度参数术语和定义。
ISO 4287-1997是国际标准化组织发布的关于表面粗糙度参数术语和定义的标准。
该标准规定了表面粗糙度参数的术语和定义,包括主要的表面粗糙度参数如Ra、Rz、Rmax等,以及它们的测量方法和计算公式。
这些参数可以有效地描述和评估表面的粗糙程度,为表面粗糙度的检测提供了重要的依据。
2. GB/T 1031-2009 表面粗糙度参数和检测仪器术语和定义。
GB/T 1031-2009是中国国家标准化管理委员会发布的关于表面粗糙度参数和检测仪器术语和定义的标准。
该标准对ISO 4287-1997进行了补充和修订,增加了一些适用于中国国情的表面粗糙度参数和检测仪器术语和定义。
这些参数和术语的统一规范,有利于提高表面粗糙度检测的准确性和可靠性。
三、表面粗糙度的检测方法。
1. 传统测量方法。
传统的表面粗糙度测量方法主要包括划痕法、比色法和触针法等。
这些方法简单易行,但存在着测量精度低、易受人为因素影响等缺点,逐渐被现代化的数字化测量方法所替代。
2. 数字化测量方法。
数字化测量方法利用光学、机械或电子设备对表面进行扫描或触探,获取表面粗糙度数据,并通过计算机处理和分析得出粗糙度参数。