8D实例-后桥漏油8D整改报告
- 格式:ppt
- 大小:182.50 KB
- 文档页数:15
全顺动力转向器漏油8D整改一、问题背景全顺汽车作为一款广受欢迎的商用车型,其动力转向器的性能和可靠性至关重要。
然而,近期我们在生产和售后环节中发现,部分全顺动力转向器存在漏油的问题,这不仅影响了车辆的正常使用,也对用户的驾驶体验和安全造成了潜在威胁。
为了彻底解决这一问题,提高产品质量,我们启动了 8D 整改流程。
二、8D 整改小组成立为了确保整改工作的顺利进行,我们成立了专门的 8D 整改小组,成员涵盖了设计、工艺、质量、生产等多个部门的专业人员。
小组成员分工明确,各自负责相关领域的问题调查和整改措施的制定与实施。
三、问题描述经过对漏油的全顺动力转向器进行详细的检查和分析,我们发现漏油问题主要集中在以下几个部位:1、油封处:油封老化、磨损或安装不当,导致密封失效,油液从油封处渗漏。
2、油管连接处:油管接头松动、密封垫圈损坏或安装不到位,造成油液泄漏。
3、转向器壳体:壳体存在铸造缺陷或加工精度不足,导致油液从壳体缝隙中渗出。
四、临时措施在制定根本解决措施之前,我们首先采取了一系列临时措施,以减少问题的影响和损失:1、对库存的全顺动力转向器进行全面检查,将存在漏油风险的产品进行隔离和标识,防止其流入市场。
2、对于已经销售出去的车辆,通知用户及时回店进行检查和维修,为用户免费更换有问题的零部件。
3、加强生产过程中的检验环节,增加抽检频率,及时发现和处理潜在的漏油问题。
五、原因分析通过对漏油问题的深入调查和分析,我们总结出以下几个可能的原因:1、设计方面油封的选型不合理,其材质和结构不能满足长期使用的要求。
油管接头的设计存在缺陷,连接方式不够可靠,容易松动。
2、原材料和零部件质量油封和密封垫圈的供应商提供的产品质量不稳定,部分产品存在尺寸偏差和材质缺陷。
转向器壳体的铸造材料和工艺不符合要求,导致壳体强度和密封性不足。
3、生产工艺油封和油管的安装工艺不规范,操作人员未能按照标准作业流程进行操作,导致安装不到位。
8d改善报告范文以下是为您生成的一篇关于“8D 改善报告范文”的作文,尽量满足您的需求,内容可能不够专业和准确,仅供参考。
---#在我们的生产线上,最近出现了一个让人头疼的问题——产品质量出现了波动。
这可把我们整个团队都给急坏了,要知道,质量可是我们的生命线啊!于是,一场轰轰烈烈的 8D 改善行动就此展开。
**一、问题描述**这批产品在质检环节中被发现存在外观瑕疵、尺寸偏差以及性能不稳定等多种问题。
客户那边已经开始抱怨了,说我们的产品影响了他们的生产进度,这压力可真是山大呀!就拿外观瑕疵来说吧,有的产品表面有明显的划痕,就像是被小猫小狗抓过一样;还有的产品颜色不均匀,一块深一块浅的,看起来特别别扭。
尺寸偏差也很让人头疼,本该是标准的长度和宽度,结果有的大了一圈,有的小了一截,这怎么能行呢?性能方面就更不用说了,部分产品在测试的时候,一会儿正常,一会儿又出故障,简直就像个任性的小孩子,让人捉摸不透。
**二、小组成立**为了解决这个问题,我们迅速成立了 8D 改善小组。
小组里有生产线上的工人师傅老张、老李,有负责质量检测的小王,有技术部门的专家刘工,还有我这个负责统筹协调的小组长。
大家虽然来自不同的岗位,但都怀着一颗要把问题解决的心,聚到了一起。
老张是个经验丰富的老师傅,平时话不多,但一说起生产的事儿,那可是头头是道。
老李呢,干活儿特别麻利,而且点子多。
小王虽然年轻,但工作认真负责,眼睛里容不得一点沙子。
刘工就更不用说了,技术方面的权威,大家都对他充满了期待。
**三、临时措施**在找到根本原因之前,我们先采取了一些临时措施,尽量减少问题的影响。
首先,对已经生产出来的有问题的产品进行隔离,防止它们混入合格品中。
然后,加强了质检的频率和力度,确保每一个出厂的产品都经过严格的检验。
同时,通知客户我们正在积极解决问题,并承诺会尽快给出一个满意的解决方案。
这期间可真是忙得脚不沾地啊!小王每天都在质检室里加班加点,眼睛都快看花了。
8D报告范例范文本报告是针对公司产品出现质量问题的8D报告,旨在通过8D方法分析问题、找出原因、并提出解决方案以改善产品质量。
下面是详细的报告内容。
1.问题描述产品在正常使用过程中出现漏油现象,导致产品性能下降,严重影响用户体验。
经过初步调查,问题可能来自产品密封件的设计或制造方面。
2.8D步骤2.1班组成立在得知问题后,为了高效解决问题,我们成立了一支专门的班组,负责分析问题、实施改进措施以及跟踪改进效果。
班组成员包括:质量工程师、产品设计师、制造工程师、供应链专员等。
2.2执行D1:构建团队、定义问题、描述过程团队成员召开会议,明确问题:产品漏油,影响性能。
详细描述漏油过程,以便后续的问题分析。
2.3执行D2:搜集数据通过实地走访、访谈用户以及产品测试,我们收集了大量数据。
数据显示,产品漏油现象主要发生在高温环境下,并且漏油量与使用时间呈正相关。
2.4执行D3:定义原因基于收集到的数据,我们确定可能的原因有:密封件材料质量不良、制造过程中的误差以及设计缺陷等。
通过进一步分析,我们确定其中一个可能的原因是密封件材料质量不良。
2.5执行D4:制定临时对策2.6执行D5:根本原因分析为了找到根本原因,我们对生产过程和所有可能影响密封件质量的环节进行了深入的分析和调查。
最终,我们发现密封件工艺中存在的一道环节,操作规范不够严谨,导致部分产品的密封件未能完全发挥效果。
2.7执行D6:制定永久对策基于根本原因分析,我们制定了一套完善的永久对策。
首先,我们修订了密封件工艺的操作手册,明确每个环节的操作标准。
其次,我们进行员工培训,提高操作人员的技能和质量意识。
最后,我们与供应商合作,共同制定更严格的材料质量标准。
2.8执行D7:验证效果在实施永久对策后,我们对受影响的产品进行了再次测试。
测试结果显示,产品漏油现象明显减少,产品性能得到有效改善。
2.9执行D8:预防措施为了防止类似问题再次出现,我们总结了经验教训,并制定了一系列的预防措施。
8D报告案例:汽车制造业中的质量问题解决1. 案例背景汽车制造业是一个竞争激烈的行业,汽车制造商需要不断提高产品质量以满足市场需求。
然而,由于生产过程中的各种原因,质量问题时常出现。
这就需要制造商采取措施解决问题,以降低不良率,提高产品质量。
本案例以某汽车制造商的一个具体质量问题为背景,展示了如何使用8D报告方法解决质量问题。
2. 案例过程2.1 问题发现在该汽车制造商的生产线上,某一型号的汽车在组装过程中出现了一定比例的漏油问题。
漏油问题不仅影响了汽车的外观和品质,还可能导致机械故障,给消费者带来不便和安全隐患。
因此,该问题被认为是一个严重的质量问题,需要尽快解决。
2.2 问题分析制造商成立了一个专门的团队来分析漏油问题。
团队首先进行了现场调查,观察了漏油现象发生的具体情况,并收集了相关数据和样本。
通过对数据和样本的分析,团队发现漏油问题主要发生在某一特定的组装工序中。
进一步的分析表明,问题可能是由于该工序使用的密封胶出现了质量问题,导致密封不完全,从而引起漏油。
2.3 制定解决方案基于问题分析的结果,团队制定了以下解决方案:1.更换密封胶供应商:通过与多家供应商的沟通和评估,选择一家质量可靠的密封胶供应商,以确保密封胶的质量稳定。
2.优化工艺参数:对组装工序的工艺参数进行优化,确保密封胶的使用量和施工方式合理,从而提高密封效果。
3.强化质量控制:加强对组装工序的质量控制,建立更严格的检查和测试流程,确保每辆汽车的密封质量符合标准。
2.4 实施解决方案制造商在生产线上实施了以上的解决方案。
他们与新的密封胶供应商建立了合作关系,并对工艺参数进行了调整。
此外,他们还培训了员工,提高了他们对质量控制的意识和能力。
2.5 结果评估在实施解决方案后,制造商对漏油问题进行了跟踪和评估。
经过一段时间的观察和测试,他们发现漏油问题得到了显著改善。
对于经过改进的生产线,漏油问题的发生率大大降低,质量得到了有效控制。
突出8D解决方案的报告案例1. 引言在当今竞争激烈的商业环境中,为了提供高质量的产品和服务,企业必须能够快速响应和解决各种问题。
其中,8D(8 Disciplines)解决方案是一种经典的问题解决方法,它提供了一套系统性的步骤和工具,帮助企业有效地解决各种问题,并确保问题不再重复发生。
本报告案例将以某家汽车制造公司的质量问题为例,详细介绍了如何运用8D解决方案,从而推动问题解决并提高产品质量。
2. 问题描述某汽车制造公司最近发现了一批汽车发动机出现了质量问题,导致了多起车辆故障甚至安全事故。
经初步调查发现,这一问题主要源于发动机的燃烧室密封性不足,致使燃气泄漏,进而影响了发动机的性能和耐久性。
3. 8D解决方案的步骤步骤1:组建小组首先,我们组建了一个由涉及到这一问题的相关部门和专业人员组成的小组,他们包括工程师、技术员、生产人员和质量控制员,以确保具有全面的技术和业务知识。
步骤2:问题描述小组成员共同收集了相关数据和信息,对问题进行了详细描述和分析。
我们确定了发动机燃烧室密封性不足是这一问题的根本原因。
步骤3:制定临时措施为了尽快解决问题和减少可能的损失,我们制定了一系列的临时措施。
这些措施包括对受影响的发动机进行检查和修复,以及对生产线进行调整和优化,以确保新生产的发动机质量符合要求。
步骤4:根本原因分析小组成员对发动机燃烧室密封性不足的根本原因进行了深入分析。
经过多次测试和试验,我们发现了设计上的问题,导致了密封件材料的选择错误,无法满足密封要求。
步骤5:制定长期措施基于根本原因分析的结果,我们制定了一系列的长期措施。
这些措施包括重新设计发动机的密封部件,更换合适的材料,并对生产工艺进行调整和优化,以确保密封性能的稳定和可靠。
步骤6:验证措施的有效性我们对重新设计的发动机密封部件进行了测试和验证。
测试结果表明,新的设计和材料显著提高了发动机的密封性能和耐久性。
步骤7:预防措施为了避免类似的问题再次发生,我们制定了一项预防措施计划。
8D改善报告范文一、引言8D改善法是一种全面系统的质量改进方法,通过八个步骤的循环反馈和持续改进,帮助企业解决问题和提高效率。
本报告将介绍我在执行8D改善过程中所遇到的问题和改进措施。
二、背景在上个季度的质量分析中,我所负责的产品出现了较高的不合格率。
经过深入调查和分析,我确定了问题的性质和原因,并采取了8D改善法来解决这些问题。
三、8D改善步骤1.成立团队:我组建了一个由各部门的专家组成的改善小组,包括生产、质量、工程等部门的成员。
2.描述问题:我们仔细分析了问题的性质、出现的频率和影响范围,并制定了一个详细的问题描述。
3.立即行动:我们采取了紧急措施,包括停机检查,对原材料和生产设备进行全面检测和整理等,以防止问题进一步扩大。
4.确定根本原因:通过对问题的原因进行深入调查和分析,我们确认了生产设备的故障和操作员的技术技能不足是导致问题的根本原因。
5.提出纠正措施:我们采取了多个纠正措施,包括修复设备,提高操作员的培训和技能水平,实施严格的工艺控制等。
6.核实效果:我们对纠正措施进行了实施和监控,并定期进行效果核实,确保问题得到解决和改进。
7.预防措施:为了预防类似问题的再次发生,我们对相关流程和设备进行了改进和优化,并增加了更严格的质量控制措施。
8.应用经验:我们总结了改善过程中的经验教训,并将其应用到其他产品和工艺中,以促进整个企业的质量改进。
四、改善效果通过以上的改善措施,我们有效地降低了不合格率,并提高了产品的质量和交付能力。
原本每天都有几批次不合格产品,现在已经几乎没有不合格产品的产生了。
此外,员工的工作效率也有了明显的提升,避免了因处理不合格产品而浪费的时间和资源。
五、改善经验在执行8D改善过程中,我们总结了以下几点经验,希望能对其他企业的改善工作有所帮助:1.团队合作:组建一个多部门的改善小组,充分利用每个成员的专业知识和经验,共同解决问题。
2.快速行动:问题一旦发现,应立即采取紧急措施,避免问题进一步扩大或恶化。
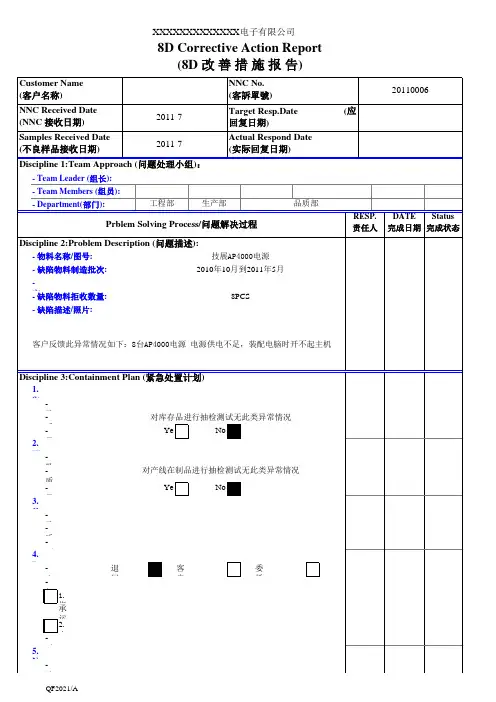
XXXXXXXXXXXXX电子有限公司
8D Corrective Action Report
(8D 改善措施报告)
- 送货数量:
- 原定的交期是否能按时完成?Yes No
Discipline 4:Describe The Root Cause (根本原因描述):
1. Root Cause (根本原因):
客户投诉的8PCS电源封条编码分别为:① 8429566(2011年1月)②7340100(2011年3月的)③6991373(2010年10月)④ 7240224(2011年4月)⑤7371092(2011年3月)⑥7061714(2010年10月)⑦
6876661(2010年7月)⑧509809(2011年5月)
对以上8台电源进行全面测试,结果如下:①-⑥的6台电源均为好机高压、负载测试、线材测试均正常,⑦⑧(封条编码:6876661和
509809)2台电源测试时有敲保护现象
进一步分析结果如下:⑦6876661电源R05与IC的10脚相碰
⑧509809电源R05与R22脚相碰造成电源敲机测试时出现敲保护现象
测试、异常原因截图见附件1,对6台良品电源进行装机老化测试,老化时间为4小时,老化后电源均为良品,老化情况见附件2/sheet1
⑧509809电源R05与
R22脚相碰
⑦6876661电源R05
与IC的10脚相碰。
8d整改报告
尊敬的领导:
我公司内部在上个季度启动了8D整改流程,现已完成整改工作并提供报告如下。
第一步:建立团队
整改小组由本部门经理、工程师、生产员工、质检员、客服部门员工组成,流程负责人为本部门质量部经理。
第二步:问题界定
本次问题为客户反馈的产品存在水渍、裂口等质量问题,根据D2分析确认是由于生产线出现异常操作导致的。
第三步:临时对策
制定质量控制流程,明确生产规范,对涉及到的生产线进行停
产检查,确认生产线正常后重新上线,定期进行抽检。
第四步:根本原因分析
通过对生产流程的深入分析,研究造成生产线异常操作的原因,确认是由于部分生产员工操作疏忽导致。
第五步:持续对策
制定员工培训计划,加强员工操作规范意识和岗位职责,规范
生产操作流程,制定完善的质量控制方案。
第六步:验证
重新对生产线进行验证,定期抽检,确保生产线操作正常,质
量得到有效控制。
第七步:预防措施
制定生产线操作规范及员工岗位职责清单,推行审核制度,持续加强员工培训。
第八步:推广经验
将整改流程推广到其他部门和生产线,加强整个公司的产品质量控制流程。
经过此次8D整改流程,我们成功快速解决了产品质量问题,同时提升了生产效率和客户满意度,下一步我们将持续完善企业内部质量管理体系,为客户提供更优质的产品和服务。
感谢领导及公司各部门的大力支持!
此致
敬礼
XX公司质量部经理
XX年XX月XX日。
1D:成立小组
1、成立时间:
2、人员分工:
3、实施计划:3.1 项目计划
3.2工作计划
2D:问题说明
1、特性失效模式分析:
2、市场表现:
对产品市场主流情况进行描述3、生产表现:
4
、改进目标:
现状: 目标 3D :临时措施
4D :根本原因
从人、机、料、法、环、测进行分析(鱼刺图):
2、可能因素分析: 要因(关键因子)标识为“●” 、非要因标识为“○”
方
面 序
号
可能因素
分析、试验、确认过程
重要度
备注
人
1
○
机
2
●
料
3
●
法
4
●
测
5
●
5D :制定措施并验证
1、实施计划:
人
机 料
法
测
操作不当
未按工艺要求对新换感应器验证
感应器验证缺
乏有效监督
R
部层深浅和脱碳层深
检测手段健全
金相检测人员未按工艺
切割检测面
表面淬火工艺合理
设备维护问题
未明确感应器验证要求
金相切割机夹紧装置失效
调质后中杆未
进行机械加工去除脱碳层
2、措施早期验证:
综上分析:
3、市场处理方案:6D:永久措施
7D:预防措施
8D:总结激励。
优秀8D报告案例:汽车制造缺陷处理1. 案例背景某汽车制造公司生产的一批新车在市场上出现了发动机漏油的问题,这给消费者带来了安全隐患和负面影响。
为了解决这个问题,公司决定使用8D报告方法进行缺陷处理。
2. 过程描述第一步:建立小组公司成立了一个由跨部门成员组成的小组,包括质量工程师、生产工程师、供应商质量经理和售后服务经理等。
小组的任务是调查问题原因并提出解决方案。
第二步:定义问题小组首先对问题进行定义和界定。
他们收集了相关数据和信息,并与客户进行沟通,以确定发动机漏油问题的具体情况和影响范围。
第三步:采取紧急措施为了防止进一步的安全事故和负面影响,小组采取了紧急措施。
他们与供应商合作,检查了零部件的质量,并对已经生产出来的车辆进行修复。
第四步:确定根本原因通过对问题进行分析和调查,小组确定了发动机漏油的根本原因是供应商提供的密封件质量不达标。
他们进一步调查了供应商的生产流程和质量控制措施,以确定问题出现的原因。
第五步:制定纠正措施小组根据对供应商调查的结果,制定了一系列纠正措施。
这包括提高密封件的质量检验标准、改进供应商的生产过程和加强对供应商质量管理的监督等。
第六步:验证纠正措施有效性为了验证纠正措施的有效性,小组进行了一系列测试和实验。
他们在实际生产环境中使用改进后的密封件,并进行了持续监测和评估,以确保问题得到解决。
第七步:预防措施为了避免类似问题再次发生,小组制定了一系列预防措施。
这包括对供应链进行审查、建立更严格的质量管理体系和加强对零部件质量的监测等。
第八步:总结经验教训在处理完问题后,小组进行了总结,并提出了改进建议。
他们将整个处理过程中遇到的问题和解决方案进行记录,以便今后参考和借鉴。
3. 结果通过使用8D报告方法处理发动机漏油问题,汽车制造公司取得了以下结果:•成功解决了发动机漏油问题,消除了安全隐患和负面影响;•与供应商建立了更紧密的合作关系,并加强了对其质量管理的监督;•改进了生产过程和质量控制措施,提高了产品质量;•建立了一个有效的问题处理方法,并将其应用于今后的质量管理工作中。
8d报告案例8D报告案例。
在工业生产和质量管理中,8D报告是一种常见的问题解决方法。
它是指通过八个步骤来诊断、纠正和预防问题,以确保产品质量和客户满意度。
下面我们将以一个实际案例为例,来详细介绍8D报告的应用过程。
1. 问题描述。
某汽车零部件制造企业在生产过程中发现了一批产品出现了漏油的质量问题。
经过初步调查,发现该问题主要出现在一条生产线上,而且已经影响到了部分客户的使用体验,需要尽快解决。
2. 组建团队。
为了解决这一质量问题,企业迅速组建了一个由质量工程师、生产人员、技术人员和客户服务人员组成的团队,负责开展8D报告的相关工作。
3. 问题分析。
团队首先对问题进行了深入分析,通过对生产线的检查和产品的测试,确定了漏油问题主要是由于某个关键工艺环节的不合格零部件导致的。
同时,还发现了一些相关的工艺参数和操作规程存在一定的问题,需要进一步改进。
4. 制定临时对策。
为了尽快解决问题,团队制定了一系列临时对策,包括暂停相关生产线的生产、更换不合格零部件、调整工艺参数等,以确保不合格产品不会继续流入市场。
5. 确认根本原因。
通过对生产线和工艺的进一步调查和分析,团队最终确认了漏油问题的根本原因,并针对性地提出了相应的长期解决方案,包括改进零部件制造工艺、优化操作规程、加强质量监控等。
6. 实施长期对策。
在确认了长期解决方案后,团队立即着手实施,对生产线进行了全面的改进和优化,同时加强了对关键工艺环节的监控和管理,以确保类似问题不再发生。
7. 预防措施。
为了预防类似问题的再次发生,团队还对相关的质量管理体系和流程进行了全面的审视和调整,确保漏油问题得到了有效的预防和控制。
8. 总结和表彰。
经过团队的不懈努力,漏油问题最终得到了圆满解决,产品质量得到了有效保障,客户满意度也得到了提升。
企业对团队的成绩给予了充分的肯定和表彰,同时也总结了这次问题解决的经验和教训,为今后的质量管理工作提供了宝贵的参考。
通过这个案例,我们可以清楚地看到8D报告在解决质量问题中的重要作用。
8D报告通知单编号:签发单位:东风朝柴采购部签发日期:产品:空压机接收单位:**汽车零部件有限公司D1:团队成员D2:问题描述:本溪县客运公司2011年12月5日购车17台,现出现气泵严重漏油问题,17台车中,其中装配**汽车零部件有限公司压气泵14台,全部严重漏油。
D3:临时措施已由服务站陆续对14台发动机进行更换浙江华佳机械有限公司生产的压气泵。
日期:2012.3.19实效:D4:根本原因项目要求实际情况说明发动机外观清洁17台发动机中仅1台无漏油现象,其余16台发动机均存在不同部位的漏油现象,其中压气泵漏油问题较严重的14台,为湖北十堰所生产,另2台压气泵漏油较轻随机抽取4台发动机进行试验:将压气泵擦拭干净,启动发动机,将肥皂水淋在压气泵上,无气泡冒出,表明空压机无泄漏。
该4台发动机运行2天后观察发现,压气泵阀板处存在油渍溢出,初步断定油吸附在纸垫中,长时间受压缩空气压力经阀板处纸垫溢出,吸附灰尘后在压气泵表面逐渐蔓延,导致压气泵表面脏窜油试验试验用油:15W-40,油压300-400KPa,空压机170rm时,用干净的纸板在排气口10mm处接油30s,并与窜油样板对比试验合格拆检密封垫无剥离密封材料与复合平板产生剥离,且剥离面存在油迹发动机后置,空气流通较性差,空压机冷却效果较差,纸垫在长期高温作用下老化,特别是密封材料与复合板粘贴面出现剥离,导致纸垫吸附油后长期受压溢出影响程度:。
产品质量整改8d报告范文1. 背景及问题描述本报告主要针对公司最近所生产的产品质量问题进行整改措施的分析和规划。
经过调研与分析,发现产品在使用过程中出现了以下问题:1. 产品自然磨损较严重,影响了产品外观和性能。
2. 存在小部分产品漏气的问题,影响了产品的功能和寿命。
3. 产品使用寿命偏短,没有达到客户的预期。
针对上述问题,我们制定了一系列的整改措施,并采用8D方法论进行问题解决。
2. 8D方法论的应用2.1. D1 - 组建团队我们组建了由质量管理部门、生产部门、研发部门、销售部门等相关人员组成的质量整改团队。
团队成员具备相应的专业知识和经验,并有足够的决心和责任感来解决产品质量问题。
2.2. D2 - 定义问题通过对产品质量问题的调研和分析,我们确定了以下问题:1. 产品外观和性能受到自然磨损的影响;2. 存在产品漏气问题,影响产品的功能和寿命;3. 产品使用寿命不符合客户的预期。
2.3. D3 - 制定紧急措施为了尽快解决产品质量问题,我们制定了以下紧急措施:1. 立即调整生产工艺,降低产品磨损程度;2. 对存在漏气现象的产品进行检测和修复;3. 进一步调研客户需求,了解产品寿命预期的具体要求。
2.4. D4 - 根本原因分析通过对产品生产过程和使用环境的深入调研,我们确定了以下根本原因:1. 生产工艺中存在缺陷,导致产品磨损较严重;2. 零部件材料质量不稳定,导致部分产品存在漏气问题;3. 产品设计没有充分考虑到客户真实需求和使用环境。
2.5. D5 - 制定长期措施针对根本原因,我们拟定了以下长期措施:1. 优化生产工艺流程,减少产品磨损;2. 与供应商合作,加强对材料的质量管控;3. 建立完善的市场调研机制,随时了解客户需求变化,优化产品设计。
2.6. D6 - 实施整改措施根据制定的长期措施,我们开始逐项实施整改措施:1. 对生产工艺进行全面梳理和改进;2. 和供应商建立更紧密的合作关系,要求材料质量符合标准;3. 加强与销售部门的沟通,收集用户反馈并及时调整产品设计。